
真空热处理对激光近净成形In625和C-276合金性能的影响
2016-09-07 06:31:32赵吉宾王志国赵宇辉王福雨来佑彬
材料工程 2016年3期
赵吉宾,王志国,赵宇辉,龙 雨,王福雨,来佑彬
(中国科学院 沈阳自动化研究所 装备制造技术研究室,沈阳 110016)
真空热处理对激光近净成形In625和C-276合金性能的影响
赵吉宾,王志国,赵宇辉,龙雨,王福雨,来佑彬
(中国科学院 沈阳自动化研究所 装备制造技术研究室,沈阳 110016)
对激光近净成形两种镍基高温合金Inconel 625和Hastelloy C-276分别进行热处理实验,然后分析热处理工艺参数对合金室温拉伸性能的影响。结果分析表明:在800,900℃去应力热处理后,Inconel 625合金抗拉强度提升不明显,而在1000℃以上进行固溶处理后,合金抗拉强度得到提高。1100℃热处理后,Inconel 625合金的抗拉强度与沉积态相比得到明显提高。在800,900℃去应力热处理后,Hastelloy C-276合金强度也未明显提高,而在1000℃以上进行热处理,随着热处理温度提高,合金抗拉强度逐渐升高。1150℃进行热处理后,Hastelloy C-276合金的抗拉强度与沉积态相比得到明显提高。激光近净成形工艺制备的两种镍基高温合金室温拉伸断裂方式为韧性断裂。
镍基高温合金;激光近净成形;热处理;力学性能
镍基高温合金材料在航空航天、能源工业、化学工业中已经获得了广泛的应用[1]。Inconel 625合金是一种Ni-Cr-Mo-Nb系固溶强化型镍基高温合金,由于其所具备的优异力学性能及抗腐蚀性能,在燃气轮机、核工业、化学工业等领域获得了广泛的应用[2]。Hastelloy C-276合金作为一种Ni-Cr-Mo系镍基高温合金,由于其具有较好的高温强度、韧性及优越的抗腐蚀和抗氧化性能,在化工、石油和核工业等领域也获得了广泛的应用[3,4]。通常采用这类耐腐蚀性合金制备的零件形状复杂,采用常规工艺制备零部件所需成本高、材料利用率低。激光近净成形(Laser Engineered Net Shaping, LENS)作为一种多学科交叉的新兴加工工艺,由于其自身所具备的工艺特点,在制造镍基高温合金复杂零部件上有独特的优势,因而开展镍基高温合金激光近净成形相关研究是非常必要的。
经过激光近净成形工艺所制备的合金零件内部存在着复杂的残余应力场,对零件的使用造成极大的危害。另外,激光近净成形所制备的零件组织往往还需要通过后续热处理来进一步优化。目前国内外一部分研究学者已经开展了镍基高温合金激光/电子束近净成形制备表面涂层组织性能的研究[5-7],但是对激光近净成形后续热处理工艺的研究较少。在镍基高温合金激光近净成形相关研究方面,国内外相关研究学者对Inconel 718合金激光近净成形及后续热处理相关工艺研究相对较深入[8-13],对激光近净成形Hastelloy C-276合金还未开展报道,对Inconel 625激光近净成形后续热处理工艺相关研究也处于起步阶段[14-17],Dinda等[14],Xing等[15]对Inconel 625合金激光近净成形后续热处理对合金组织影响开展了初步研究。基于以上研究背景,对于激光近净成形高温合金开展热处理工艺的研究就显示出重要意义。本工作对激光近净成形两种抗腐蚀型镍基高温合金Inconel 625和Hastelloy C-276进行热处理工艺研究,研究热处理工艺参数对两种合金性能的影响规律,以期获得激光近净成形两种镍基高温合金的合理热处理工艺参数。以下部分对Inconel 625和Hastelloy C-276合金分别简称为In625和C-276合金。
1 实验材料与方法
1.1激光近净成形制备沉积态试样
在中科院沈阳自动化研究所自行开发的激光近净成形系统上制备了初始沉积态试样,该激光近净成形系统由IPG-2000型光纤激光器(最大输出功率2kW)、高精度同轴送粉器、6关节度Staubli机器人、同轴送粉喷嘴以及基板冷却系统等关键设备组成。激光近净成形采用的两种镍基高温合金In625和C-276粉末化学成分如表1所示。分别对两种合金采用相同的工艺参数(激光功率1300W、扫描速率7mm/s、送粉速率1.5g/min),在45钢基板上成形了6块薄壁状沉积态试样(其中5块沉积态试样用于后续热处理分析),所制备的薄壁试样尺寸为75mm×80mm×4mm。
从45钢基板上切取沉积态试样,并沿沉积方向上切取热处理试样,并预留沉积态试样做对比分析,每块沉积态试样上切取3个热处理试样,并密封于同一真空石英管中,确保合金热处理过程中不受氧化。分别对In625和C-276合金进行上述实验步骤,图1为两种合金密封处理后试样。

表1 In625和C-276合金粉末化学成分(质量分数/%)

图1 真空密封处理后两种合金热处理试样Fig.1 Samples for heat treatment under vacuum sealing process
1.2真空热处理
对两种合金进行真空热处理实验,表2为两种合金所采用的热处理工艺参数(其中No.5为2级热处理工艺)。在热处理后对合金的室温拉伸性能进行测试,并用扫描电镜分析合金热处理态和沉积态组织变化与断口形貌变化规律。激光近净成形两种合金的热处理工艺参数设置参考了合金常规的热处理工艺参数,及通过差热分析所获得的两种合金相变温度。热处理工艺参数选择范围,包含了合金的去应力处理和固溶处理温度区间。
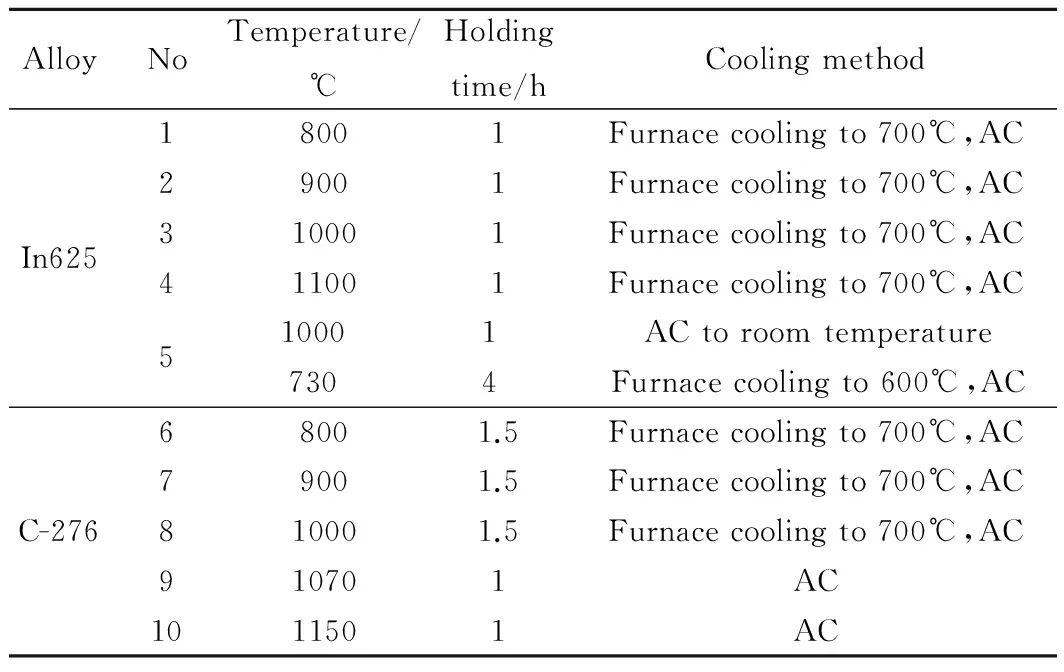
表2 In625和C-276热处理工艺参数
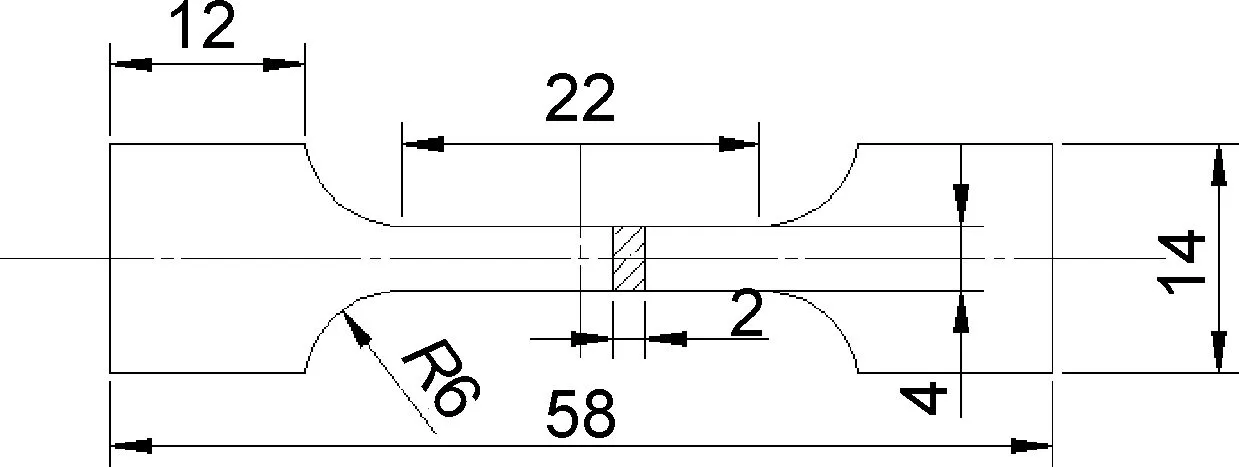
图2 拉伸试样尺寸Fig.2 Size diagram of tensile sample
真空热处理后,将热处理试样加工成拉伸试样,每组热处理参数取三个拉伸试样,拉伸试样尺寸如下图2所示。对沉积态以及热处理态试样进行室温拉伸实验,并将所获得实验数据进行统计分析。
2 结果与分析
2.1热处理工艺参数对In625合金性能影响
图3为不同状态激光近净成形In625合金室温强度对比图。其中HT1~HT5分别代表激光近净成形In625合金所采用的表2中热处理工艺参数1~5。每个热处理温度下的强度值为同一热处理工艺下3个拉伸试样强度取平均所获得。通过对激光近净成形制备的In625合金沉积态和热处理态性能进行统计分析、对比可以得出,在800~1100℃区间进行热处理后,合金的屈服强度变化不大,而抗拉强度出现变化。800℃和900℃退火后,合金的抗拉强度与沉积态相比基本相同。在1000℃以上进行热处理后,合金的抗拉强度相比于沉积态得到提高。在1100℃热处理后,合金强度得到明显提高。
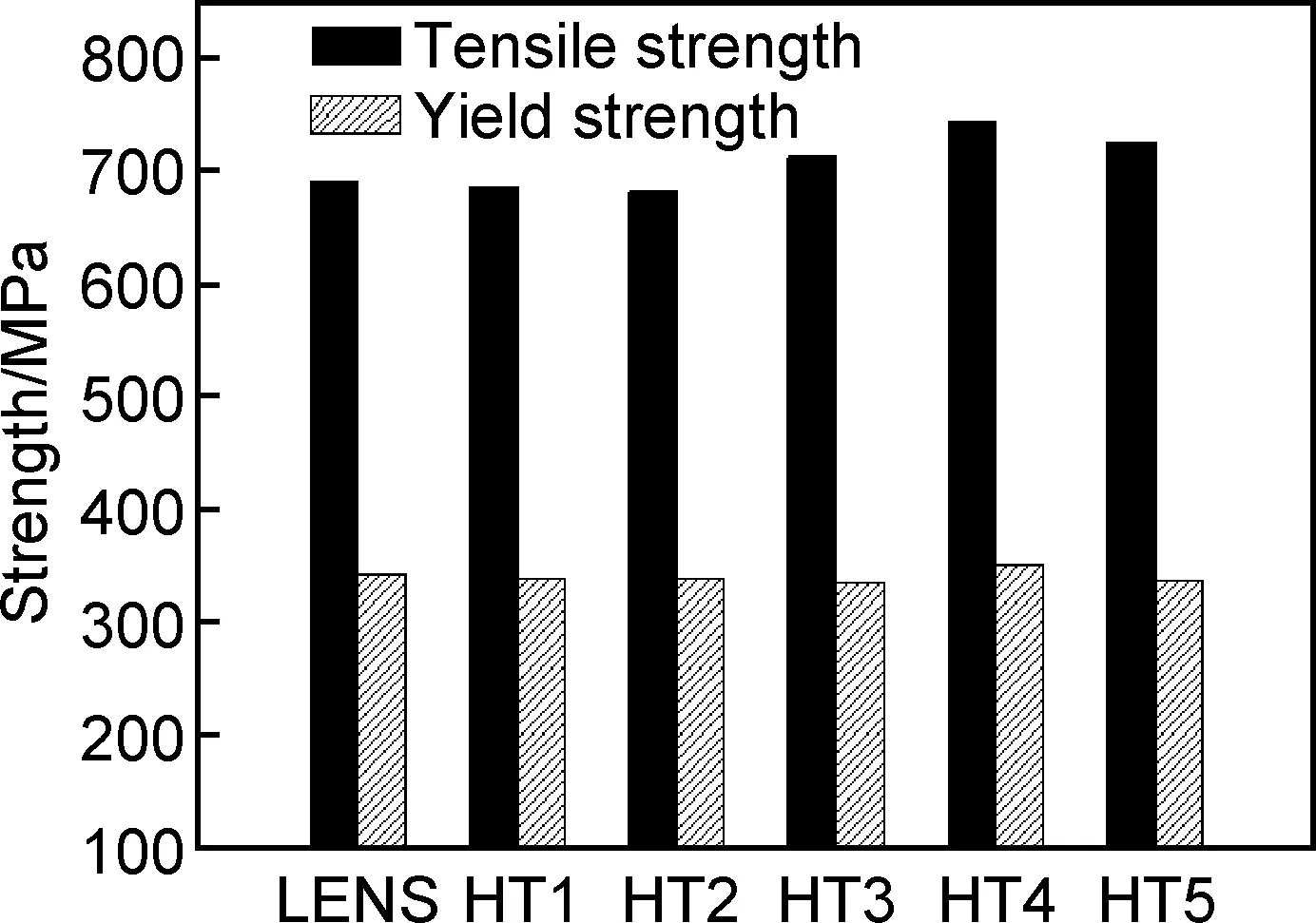
图3 沉积态及热处理态In625合金力学性能对比Fig.3 Comparison of mechanical property of In625 alloy under heat treatment and deposited conditions
In625合金在较低温度(800,900℃)下进行热处理后,合金的强度与沉积态相比基本上无变化。在800,900℃进行热处理时,热处理温度还未达到相变温度,且热处理后晶粒大小也未发生变化,组织基本上与初始沉积态相同,热处理仅仅消除了激光近净成形试样内部存在着复杂的残余应力。800,900℃热处理后合金抗拉强度未发生明显变化,可见去应力处理对In625合金的室温强度没有明显影响。根据文献[14]研究表明,In625激光近净成形后,沉积态组织中存在着分布于枝晶间的γ"、MC型碳化物、Laves等析出相。文献[14,15]研究表明在900℃进行热处理后,γ"相转变为δ相,在1000℃以上热处理后,合金中γ",Laves等析出相溶解。热处理过程中合金析出相的变化对合金性能有着重要的影响。即使同一种合金,可能会由于组成元素种类和成分差异,出现不同的组织和组成相。分析沉积态In625合金组织可知,由于激光近净成形过程凝固速率大,最后凝固的枝晶间位置Cr,Nb,Mo等元素富集,如图4沉积态组织中析出相能谱分析所示,根据文献中研究以及析出相中的元素组成分析,确定枝晶间析出相为Laves相,Laves相固定了大量的Cr,Mo,Nb等元素,降低了固溶强化作用。在800,900℃热处理,合金中的Laves相没有溶解,因而合金强度没有得到提高。
1000℃以上对激光近净In625合金进行热处理,初始沉积态组织中的Laves相出现溶解,合金抗拉强度得到提高。对比图5(a),(b)沉积态和热处理(1100℃×1h)后合金组织,可以得出,热处理态组织相比于沉积态组织Laves相尺寸明显减小,Laves相的溶解会导致合金中枝晶间成分偏析减弱,一部分强化元素固溶于基体中进一步强化合金,合金的强度得到了明显升高。含Nb元素的镍基高温合金在时效处理后,合金组织可能析出γ"相,而本工作对成形后合金组织分析,并未发现有γ"相析出,因而时效处理对合金性能影响很小。
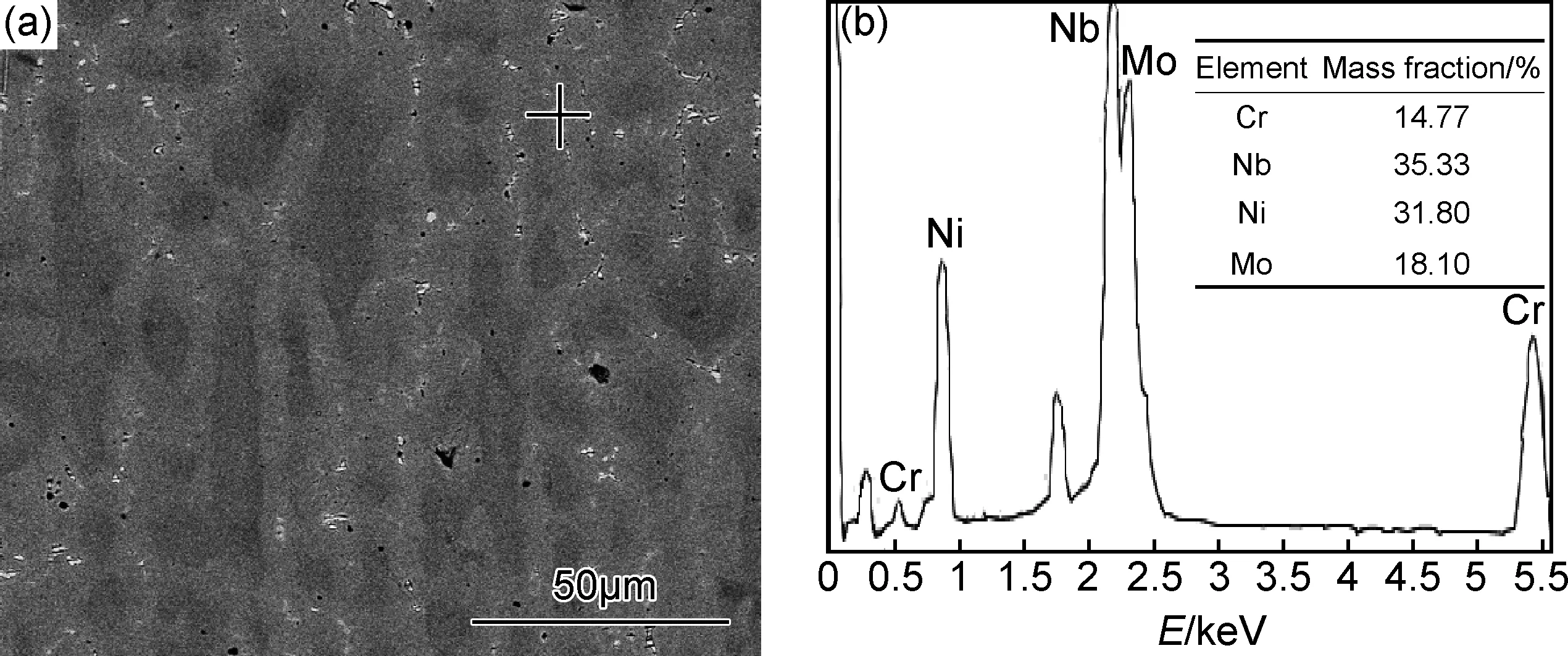
图4 激光近净成形In625合金沉积态组织能谱分析 (a)SEM照片;(b)能谱分析结果Fig.4 Spectrum analysis of In625 precipitation phase by LENS (a)SEM micrograph;(b)EDS analysis
经过激光近净成形制备的In625合金力学性能与常规工艺制备合金力学性能对比研究可得,激光近净成形制备的In625合金经过固溶热处理(1100℃×1h)后合金室温强度为745MPa,介于铸造态和锻造态之间,表3为常规工艺制备In625合金室温拉伸力学性能[2]。经过激光近净成形所制备的In625合金枝晶间距小于常规铸造态枝晶间距,细小的亚结构保证了合金的高性能[14]。激光近净成形过程合金凝固速率大,组织中亚结构非常细小,因而激光近净成形制备的In625合金室温强度优于铸造态。本工作制备的In625合金强度与锻造态存在一定的差距,分析原因可能是由于合金零件初始的沉积态试样中存在着一些显微缩松,对合金的性能造成了影响,图6为激光近净成形制备的In625合金显微组织,可以看到合金存在着显微缩松。由于本工作在激光近净成形过程中,激光功率较低,成形基板固定于通循环冷却水的装置上,导致成形过程热输入低,并且合金凝固速率高,因而移动熔池上部在最后凝固的枝晶间位置处没有得到及时补缩而形成显微缩松,激光重新扫过该位置时,已成形部分中出现缺陷的位置未能完全重熔而导致最终缩松的形成。另外合金中的元素含量差异对合金的性能有一定的影响,本工作所用的In625合金由于元素种类及成分决定了成形后合金组织中未有明显的强化相析出,因而未能通过沉淀强化进一步强化合金。
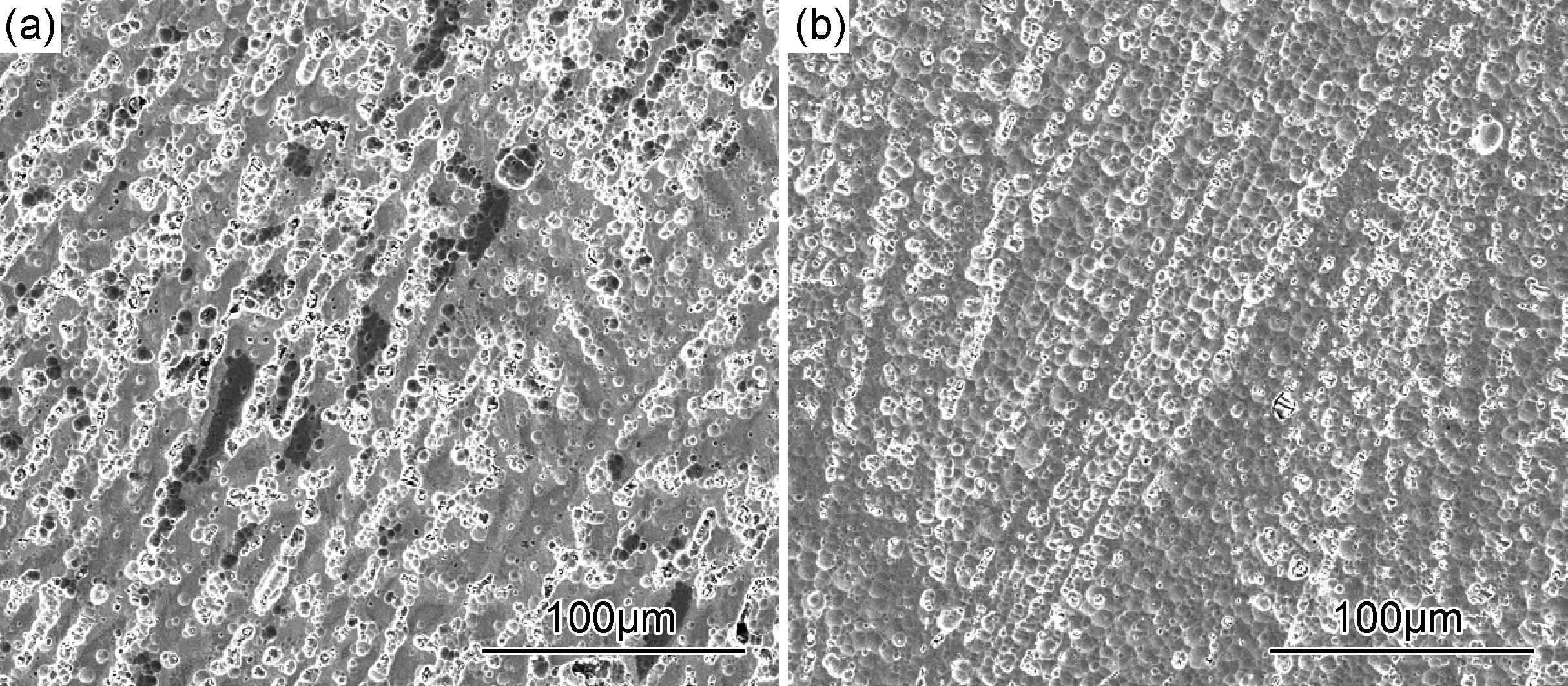
图5 In625合金组织 (a)沉积态;(b)1100℃×1hFig.5 Microstructure of In625 alloy (a)deposited condition;(b)1100℃×1h

表3 常规工艺制备的In625合金力学性能[2]
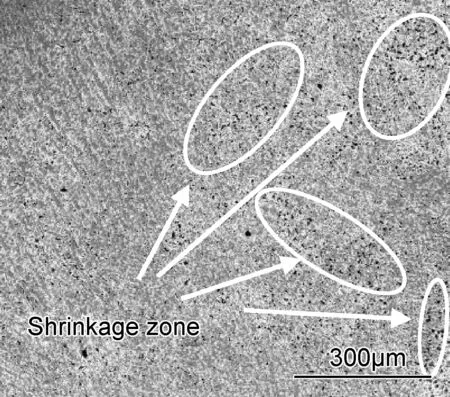
图6 激光近净成形In625合金组织Fig.6 Microstructure of In625 alloy by LENS
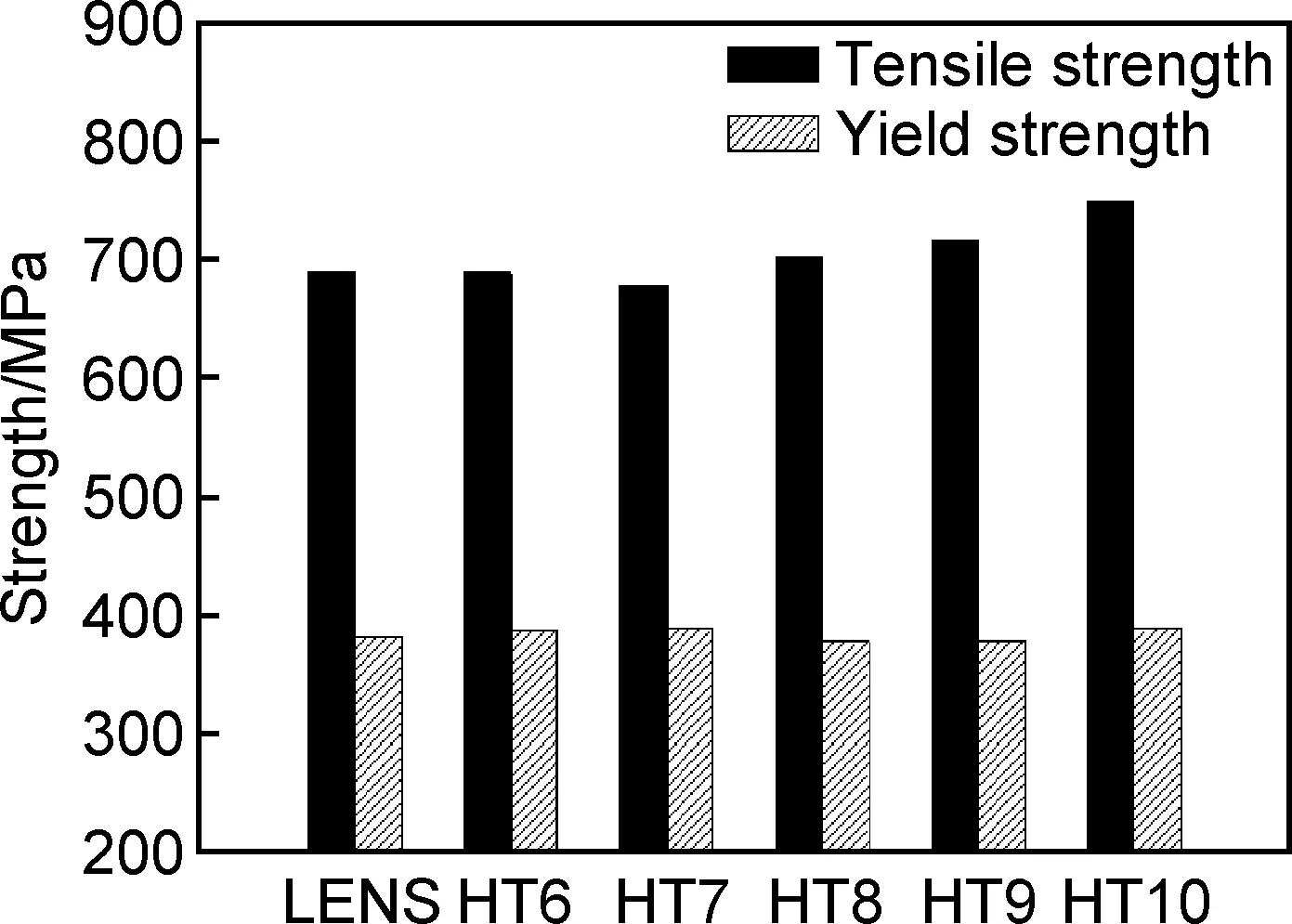
图7 沉积态及热处理态C-276合金力学性能对比Fig.7 Comparison of mechanical property of C-276 alloy under heat treatment and deposited conditions
2.2热处理工艺参数对C-276合金性能影响
图7为激光近净成形C-276合金热处理态和沉积态室温强度对比图。其中每个热处理温度下的强度值为同一热处理工艺下2个拉伸试样强度取平均值所获得。HT6~HT10分别为C-276合金所采用的表2中热处理工艺参数6~10。分析图中的数据,在800~1150℃内,随着热处理温度的提高,屈服强度变化不明显。800,900℃热处理后,合金的抗拉强度相比于沉积态提高不明显,而1000℃以上进行热处理时,合金抗拉强度随着热处理温度提高而升高。
对激光近净成形C-276合金沉积态组织分析,合金组织中存在白色的析出相,能谱分析(如图8所示)表明析出相中主要含Cr,Mo,Ni,W等元素,结合C-276合金组成元素分析,表明沉积态组织中析出相应为碳化物相,这些碳化物相集中分布于枝晶间,尺寸较大,导致合金出现微观成分偏析,影响合金的性能。在800,900℃热处理时,合金中的碳化物相并未出现溶解,且初始组织中的枝晶间距和晶粒大小并基本上没有变化,所以在较低温度下热处理后合金组织与沉积态基本相同,因而强度没有明显提升。同样可以得出,C-276合金在去应力热处理后,合金强度基本上没有提高。
当热处理温度升高到1070℃和1150℃后,热处理后合金的强度明显升高。对比图9中(a),(b)沉积态组织与(1150℃×1h)热处理态组织可得,热处理过程中沉积态组织中的分布于枝晶间的碳化物相溶解于基体,使得合金微观成分偏析减轻,热处理后合金组织中碳化物相分布更加均匀、细小,而使得合金的室温强度得到提升。经过分析表明,对于激光近净成形C-276镍基高温合金,在1070℃和1150℃固溶处理处理后,合金室温强度得到明显提高。可见对于C-276合金激光近净成形后需通过固溶热处理进一步优化组织来提高合金性能,在较低温度下去应力退火处理后合金的室温强度基本上不发生变化。
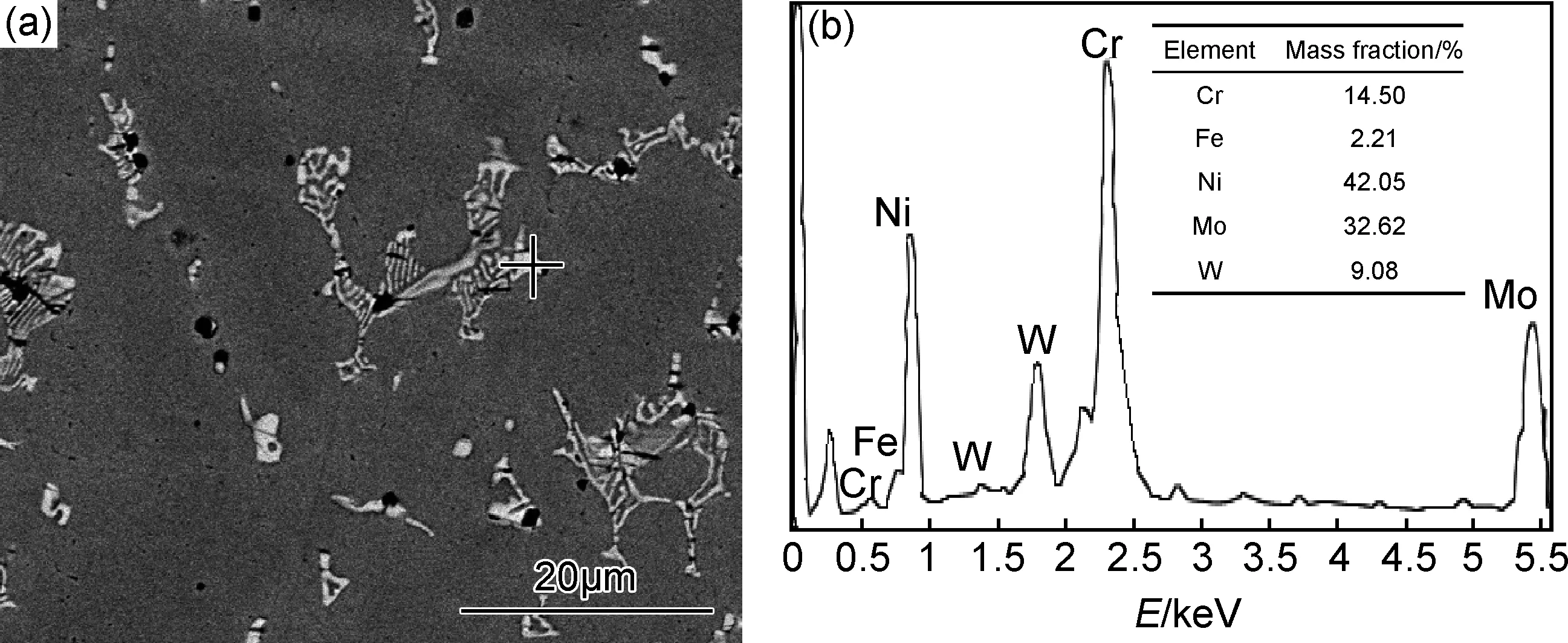
图8 激光近净成形C-276合金沉积态组织能谱分析 (a)SEM照片;(b)能谱分析结果 Fig.8 Spectrum analysis of C-276 precipitation phase by LENS (a)SEM micrograph;(b)EDS
表4为锻造工艺制备的C-276(N10276) 合金室温拉伸性能,对比本工作激光快速成形制备的C-276合金室温性能,可以得出激光近净成形制备的C-276合金热处理后室温性能达到锻件标准。激光近净成形C-276合金内部亚结构细小,基本上无缩松、气孔等缺陷,保证了其成形后零件高性能。相比于In625合金,在同样的工艺参数下,C-276合金相比于In625合金激光近净成形过程导热慢,熔池凝固速率小于In625合金(但仍然远大于常规铸造工艺凝固速率),因而在激光近净成形未出现缺陷。

表4 常规工艺制备的C-276合金力学性能
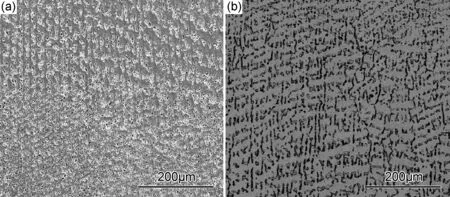
图9 C-276合金组织 (a)沉积态;(b)1150℃×1hFig.9 Microstructure of C-276 alloy (a)deposited condition;(b)1150℃×1h
2.3两种合金断口形貌分析
图10为In625合金沉积态和热处理态断口形貌照片,激光近净成形沉积态和800℃热处理态室温拉伸都呈穿晶断裂,断口照片中韧窝尺寸较大。经过1100℃热处理后,合金仍呈现穿晶断裂,韧窝变小,这是由于固溶热处理后,合金组织和成分更加均匀。图11为C-276合金沉积态和热处理态断口形貌照片,对比图中照片可以看出,激光近净成形沉积态和热处理态都呈现出韧性穿晶断裂。沉积态和1150℃固溶热处理态断口形貌相比可知,沉积态试样断口韧窝较大而深,固溶热处理后韧窝变小。
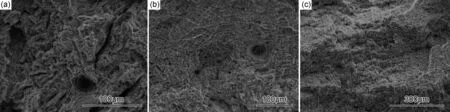
图10 不同状态下In625合金断口形貌 (a)沉积态;(b)800℃×1h;(c)1100℃×1hFig.10 Fracture morphology of In625 alloy under different conditions (a)deposited condition;(b)800℃×1h;(c)1100℃×1h
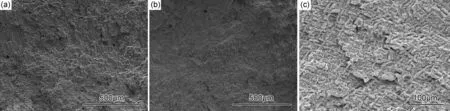
图11 不同状态下C-276合金断口形貌 (a)沉积态;(b)900℃×1.5h;(c)1150℃×1.5hFig.11 Fracture morphology of C-276 alloy under different conditions (a)deposited condition;(b)900℃×1.5h;(c)1150℃×1.5h
总结激光近净成形制备的两种镍基高温合金In625与C-276的室温拉伸断裂方式,表明C-276和In625断裂方式都呈穿晶断裂,在断口照片上能够观察到韧窝,可见采用激光近净成形工艺制备的两种镍基合金C-276和In625的韧性都较好,热处理态和沉积态室温拉伸都呈现韧性断裂。
3 结论
(1)激光近净成形In625合金在800,900℃去应力处理后,合金室温抗拉强度基本上没有提高,而固溶处理后,合金的抗拉强度得到提高。相比于沉积态,1100℃固溶处理后合金室温抗拉强度得到明显提高。激光近净成形工艺所制备的In625合金热处理后室温强度处于铸造态和锻造态之间。
(2)激光近净成形C-276合金在800,900℃去应力热处理后,合金室温强度基本上没有提高,而在1000℃以上固溶处理后,合金室温抗拉强度随着固溶温度提高逐渐提高,屈服强度基本上无变化。在1150℃进行热处理后,C-276合金的抗拉强度与沉积态相比得到明显提高。激光近净成形工艺所制备的C-276合金,室温强度达到了锻造态水平。
(3)激光近净成形制备的C-276和In625合金断裂方式都呈穿晶断裂,在断口照片上能够观察到韧窝,可见采用激光近净成形工艺制备的两种镍基高温合金的韧性都较好,呈现韧性断裂。
[1]倪莉,张军,王博,等. 镍基高温合金设计的研究进展[J]. 材料导报A,2014,28(2): 1-5.
NI Li,ZHANG Jun,WANG Bo,et al. Progress in alloy design of nickel-based superalloys[J]. Materials Review A,2014,28(2): 1-5.
[2]吕耀辉,徐富家,刘玉欣,等. 固溶温度对等离子快速成形Inconel625合金组织的影响[J]. 材料科学与工艺,2013,21(2):15-19.
LV Yao-hui,XU Fu-jia,LIU Yu-xin,et al. Effect of solution temperature on the microstructure of Inconel 625 alloy fabricated by PAW rapid prototyping[J]. Materials Science & Technology,2013,21(2): 15-19.
[3]焦少阳,朱冠妮,董建新,等. Hastelloy C-276中碳化物析出及晶界贫 Mo规律研究[J]. 材料工程,2011,(1): 47-52.
JIAO Shao-yang,ZHU Guan-ni,DONG Jian-xin,et al. Carbide evolution and Mo depletion law in hastelloy C-276[J]. Journal of Materials Engineering,2011,(1): 47-52.
[4]AHMAD M,AKHTER J I,AKHTAR M,et al. Microstructure and hardness studies of the electron beam welded zone of Hastelloy C-276[J]. Journal of Alloys and Compounds,2005,309: 88-93.
[5]黄卫东,林鑫. 激光立体成形高性能金属零件研究进展[J]. 中国材料进展,2010,29(6): 13-21.
HUANG Wei-dong,LIN Xin. Research progress in laser solid forming of high performance metallic component[J]. Materials China,2010,29(6): 13-21.
[6]闫世兴,董世运,徐滨士,等. 预热温度对灰铸铁表面激光熔覆镍基涂层组织与性能的影响[J]. 材料工程,2015,43(1): 30-36.
YAN Shi-xing,DONG Shi-yun,XU Bin-shi,et al. Effect of preheating temperature on microstructure and property of laser clad Ni-based alloy coating on gray cast iron substrate[J]. Journal of Materials Engineering,2015,43(1): 30-36.
[7]VILARO T,COLIN C,BARTOUT J D,et al. Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy[J]. Materials Science and Engineering: A,2012,534: 446-451.
[8]谭毅,廖娇,李佳艳,等. 电子束熔炼Inconel740合金不同热处理状态下的组织演变与显微硬度[J]. 材料工程,2015,43(4): 19-24.
TAN Yi,LIAO Jiao,LI Jia-yan,et al. Microstructure evolution and microhardness of Inconel 740 alloy in different heat-treatment conditions prepared by electron beam melting[J]. Journal of Materials Engineering,2015,43(4): 19-24.
[9]LIU F C,LIN X,YANG G L,et al. Microstructure and residual stress of laser rapid formed Inconel 718 nickel-base superalloy[J]. Optics & Laser Technology,2011,43: 208-213.
[10]LIU F C,LIN X,LENG H,et al. Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction[J]. Optics & Laser Technology,2013,45: 330-335.
[11]赵卫卫,林鑫,刘奋成,等. 热处理对激光立体成形Inconel 718高温合金组织和力学性能的影响[J]. 中国激光,2009,36(12): 3221-3225.
ZHAO Wei-wei,LIN Xin,LIU Fen-cheng,et al. Effect of heat treatment on microstructure and mechanical properties of laser solid forming Inconel 718 superalloy[J]. Chinese Journal of Lasers, 2009,36(12): 3221-3225.
[12]JIA Q B,GU D D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: densification,microstructure and properties[J]. Journal of Alloys and Compounds,2014,585: 713-721.
[13]ZHANG Y C,LI Z G,NIE P L. Carbide and nitride precipitation during laser cladding of Inconel 718 alloy coatings[J]. Optics & Laser Technology,2013,52: 30-36.
[14]DINDA G P,DADGUPTA A K,MAZUMDER J. Laser aided direct metal deposition of Inconel 625 superalloy: microstructural evolution and thermal stability[J]. Materials Science and Engineering: A,2009,509: 98-104.
[15]XING X X,DI X J,WANG B S. The effect of post-weld heat treatment temperature on the microstructure of Inconel 625 deposited metal[J]. Journal of Alloys and Compounds,2014,593:110-116.
[16]XU F J,LV Y H,LIU Y X,et al. Microstructural evolution and mechanical properties of Inconel 625 alloy during pulsed plasma arc deposition process[J]. Journal of Materials Science & Technology,2013,29(5): 480-488.
[17]GANESH P,KAUL R,PAUL C P,et al. Fatigue and fracture toughness characteristics of laser rapid manufactured Inconel 625 structures[J]. Materials Science and Engineering: A,2010,527: 7490-7497.
Influence of Vacuum Heat Treatment on Properties of Laser Engineered Net Shaping In625 and C-276 Alloy
ZHAO Ji-bin,WANG Zhi-guo,ZHAO Yu-hui,LONG Yu,WANG Fu-yu,LAI You-bin
(Equipment Manufacturing Technology Department,Shenyang Institute of Automation,Chinese Academy of Sciences,Shenyang 110016,China)
The heat treatment of laser engineered net shaping two kinds of nickel-based superalloy was carried out,and the influence of heat treatment parameters to the alloy’s property was analyzed. The analysis of results indicates that: the room temperature tensile strength of Inconel 625 superalloy is not improved obviously under the stress relieving heat treatment, nevertheless after the solution treatment is done over 1000℃,the room temperature tensile strength is improved. The tensile strength after 1100℃ heat treatment is improved obviously compared with the deposited condition. The room temperature strength of Hastelloy C-276 is not improved obviously under the stress relieving heat treatment. Whereas, when the heat treatment is done above 1000℃, the room temperature tensile strength of laser near net shaping Hastelloy C-276 superalloy gradually increases with the increase of heat treatment temperature. After 1150℃ heat treatment, the tensile strength of Hastelloy C-276 increases obviously, compared with the deposited condition. The fracture mode of the two kinds of laser engineered net shaping nickel-based superalloy is ductile fracture.
nickel-based superalloy;laser engineered net shaping;heat treatment;mechanical property
10.11868/j.issn.1001-4381.2016.03.005
TG146.4
A
1001-4381(2016)03-0028-07
中科院重点部署项目(KGZD-EW-T04-2)
2014-11-06;
2015-05-06
赵吉宾(1970-),男,研究员,博士,主要从事金属材料激光加工方面的研究,联系地址:沈阳市沈河区南塔街114号中国科学院沈阳自动化研究所(110016),E-mail:jbzhao@sia.cn
猜你喜欢
科学大观园(2023年17期)2023-08-30 05:16:14
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
煤气与热力(2021年2期)2021-03-19 08:55:50
模具制造(2019年10期)2020-01-06 09:13:08
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
制造技术与机床(2018年9期)2018-09-19 06:48:36
滇池(2017年5期)2017-05-19 03:23:19
焊接(2016年2期)2016-02-27 13:01:20
物理化学学报(2015年7期)2015-12-30 12:13:06
