
PE刨花板的制备工艺研究
2016-09-05 12:30赖莹莹廖益强李智育魏起华谢拥群
山东化工 2016年4期
赖莹莹,廖益强,林 铭,魏 微,王 威,李智育,魏起华,谢拥群
(福建农林大学材料工程学院 ,福建 福州 350002)
PE刨花板的制备工艺研究
赖莹莹,廖益强*,林 铭,魏 微,王 威,李智育,魏起华,谢拥群
(福建农林大学材料工程学院 ,福建 福州 350002)
采用杉木刨花、聚乙烯塑料(PE)为原料,通过热压制备PE刨花板。考察了脲醛树脂胶(UF)施胶量、PE用量、石蜡添加量及热压工艺等因素对PE刨花板的吸水厚度膨胀率、静曲强度、弹性模量、内结合强度等力学性能的影响。实验结果表明,UF施胶量8%、PE用量4%、石蜡添加量1.5%、热压温度180℃、热压时间7min,PE刨花板的力学性能较好。
PE刨花板;力学性能;吸水厚度膨胀率
刨花板的结构均匀,加工性能好,可根据需要加工成不同幅面的板材,是制作不同规格、不同样式家具的较好原材料[1]。近些年来,刨花板的制备工艺研究引起众多学者的关注[2-4]。脲醛树脂胶具有固化速度快、胶合强度高、成本低廉等诸多优点而被广泛使用[5-6]。据统计,我国人造板用胶中,脲醛树脂胶的用量超过了80%。日本、英国、德国等西方发达国家生产刨花板使用脲醛树脂胶基本都达到了70%以上[7]。但是,脲醛树脂胶黏剂生产的刨花板有较多的游离甲醛释放。游离甲醛能导致人们患上胃炎、胃痛、咽喉炎、视力下降等各类疾病,使人得癌症的概率增大。脲醛树脂胶在其生产及使用过程中严重地影响人类的健康[8]。如何有效的降低刨花板生产过程中的甲醛释放量尤其重要。
据研究表明,降低脲醛树脂胶的用量会使刨花板的物理力学性能降低[9]。聚乙烯塑料PE是一种高结晶度、不吸湿、非极性的热塑性和热黏流性树脂,具有优良的耐化学品、良好的防水蒸汽性的特性[10]。本实验采用添加一定量的聚乙烯塑料,利用了聚乙烯塑料的热塑性和热黏流性来部分代替脲醛树脂胶黏剂,通过热压制备力学性能优良的PE刨花板,以减少脲醛树脂胶的相对用量,能有效的降低游离甲醛的释放量。同时可回收利用废弃塑料,在环境保护方面及促进循环经济的发展有重要的实际意义。
1 材料与方法
1.1 实验原料与设备
1.1.1 实验原料
杉木刨花和脲醛树脂胶(固含量62%),取自福人木业有限公司;聚乙烯塑料(PE)购自东莞市山一塑化有限责任公司;石蜡由永林股份有限公司提供。
1.1.2 实验主要设备
BY301×1/15万能试验热压机(苏州新协力企业发展有限公司);JI01802429台锯(沈阳市利得木工机工机械制造厂);HM20立式搅拌机(广东南海涛力食品机械);W-70喷枪(宁波李氏实业有限公司);CMI6104万能力学试验机(深圳新三思计量技术有限公司);MP2000-1分析天平(上海第二天平仪器厂)。
1.2 实验方法
1.2.1 样品设计
样品密度为0.75 g·cm-3,样品规格350 mm×350 mm×10 mm,杉木刨花含水率5%。
1.2.2 PE刨花板的制备
取经干燥筛选后的杉木刨花置于搪瓷托盘,放入干燥箱中(105℃左右),恒温干燥12 h后取出,装入密封袋备用。称取一定质量经干燥后的杉木刨花,倒入微型搅拌机中,边搅拌边用高雾化喷枪喷施UF胶,同时均匀地加入一定量的石蜡和PE。将搅拌均匀的杉木刨花倒入铺装框内的垫板上,将杉木刨花均匀铺装。然后在热压机上按设定的工艺进行热压制备PE刨花板,相同工艺条件制备两块板进行平行实验。
1.2.3 性能测试
热板在恒温 20℃下冷却24h,进行砂光后,按照相关试样尺寸锯板。吸水厚度膨胀率的测定按国标GB/T4897.1~4897.7-2003,内结合强度(IB)的测定按国标GB/T4897.1~4897.7-2003,静曲强度(MOR)及弹性模量的测定按国标GB/T4897.1~4897.7-2003。
C/C-SiC复合材料,是对C/C复合材料进行基体改性后获得的复合材料。C/C复合材料在高温下强度高,但抗氧化性差,用SiC陶瓷对其进行基体改性可提高 1 400 ℃ 高温下的抗氧化性能[7],而且SiC在 2 000 ℃ 高温氧化后形成熔融的玻璃相[8],表现出较好的表面浸润性和愈合性能,由此提高了C/C-SiC复合材料的高温抗氧化性。
2 结果与讨论
2.1 聚乙烯塑料(PE)加入量对PE刨花板力学性能的影响
UF施加量为8%(固含量与绝干杉木刨花的质量比,下同),石蜡添加量1.5%,热压温度180℃,热压时间7 min,考察添加不同量PE制备的PE刨花板的力学性能测试结果见表1。
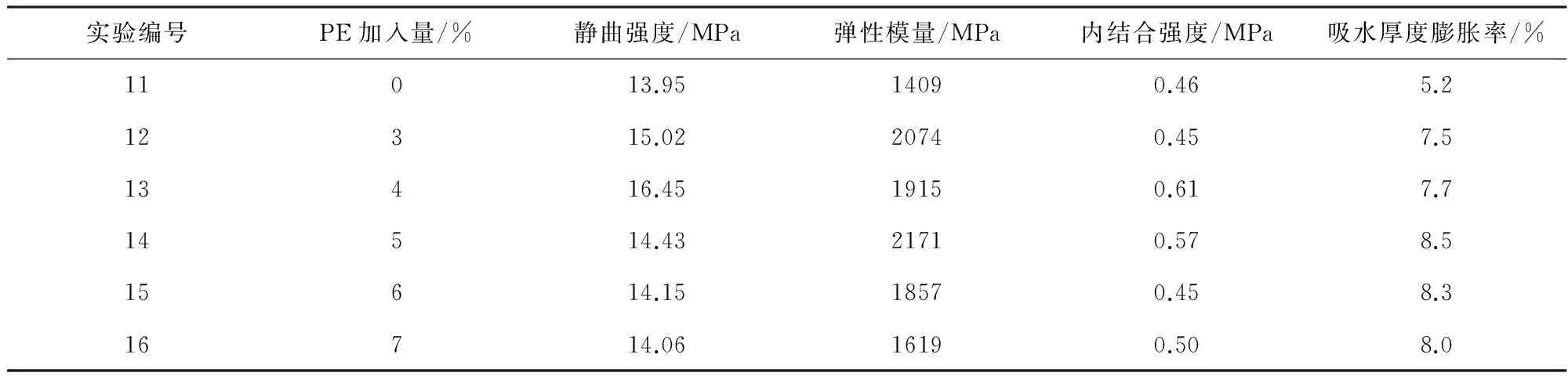
表1 PE加入量对PE刨花板力学性能的影响
添加了PE刨花板的静曲强度、弹性模量都会比不添加PE的刨花板大,是因为PE的熔点为92℃,热压温度180℃时有利于PE的软化,已达到完全融化的状态,可在原料刨花中较好地扩散,并能起到与胶黏剂相似的作用。PE刨花板内结合强度随PE添加量的增加呈现山峰型,中间高,两边低,可以看出,板的内结合强度在PE添加量为4%拥有最高值,超过4%之后,随着PE添加量的增加,内结合强度开始下降,在PE添加量为4%时,PE刨花板的内结合强度达到一个相对优值。PE刨花板的吸水厚度膨胀率会大于没添加PE的刨花板,因为树脂的水解化能力是影响树脂耐水性差的因素之一,树脂的水解化越小,树脂的耐水解能力就越弱[11]。其二是杉木刨花与PE之间的相容性很差,界面的粘结力比较小,所以导致板中有很多的孔隙,水分极易进入板中。PE刨花板吸水膨胀率随着PE添加量的增加而上升。从PE添加量为5%之后,吸水膨胀率开始呈下降趋势,是因为PE在杉木刨花中起到了较好的隔水作用。综上所述,取PE用量为4%制备的PE刨花板的力学性能较好。
2.2 脲醛树脂胶(UF)加入量对PE刨花板性能的影响
PE添加量为4%,石蜡添加量1.5%,热压温度180℃,热压时间7 min,考察添加不同量UF制备的PE刨花板的力学性能测试结果见表2。
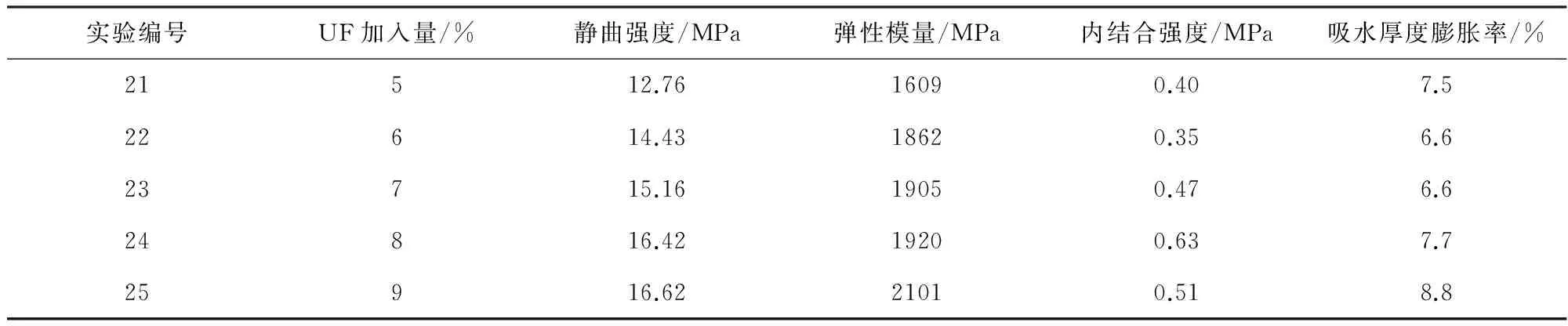
表2 UF加入量对PE刨花板力学性能的影响
适当地增加施胶量,可以增加胶粘剂与杉木刨花的胶接点,增强了杉木刨花间的结合力,形成更多有效的胶钉结构,能承受更大的内应力,使得力学性能得到提提高。UF施胶量的增加,弹性模量和静曲强度也逐渐提高。UF施胶量增加至8%时内结合强度达到最大值,选择8%UF施胶量作为下一组实验的固定量。当UF施加量少,UF对PE刨花板胶黏强度低,使PE刨花板的静曲强度值偏低,随着UF用量的增加,PE刨花板的胶黏强度增大,化学稳定性也逐渐提高,静曲强度增大,之后趋于平缓。当UF的添加量达到9%时,胶黏剂固化后形成的胶层化学稳定性高,对于PE刨花板的胶黏强度达到最大,PE刨花板的静曲强度达到最大。
当UF的用量从6%~8%时,PE刨花板的内结合强度逐渐上升,这是由于UF使胶黏强度提高,从而使PE刨花板的胶层强度提高,因而内结合强度也相应的上升。但当UF的加入量达到9%时,游离甲醛含量的增多使PE刨花板的胶层强度明显降低,从而引起内结合强度的下降。
PE刨花板的吸水厚度膨胀率随UF施加量增加先降低后上升,在6%和7%时达到最小值。刚开始是由于UF的施加量增加,吸水厚度膨胀率降低。由于随施胶量增加,将增加胶接点数目,使PE刨花板的各项强度都有增加,胶接点的增加,使得体系能够承受更大的内应力作用,因而降低因胶接点破坏所产生的不可逆厚度膨胀率,使吸水厚度膨胀率降低。UF的用量加大吸水厚度膨胀率增大是由于树脂在固化后的脲醛树脂体形结构中还存在着如羟基、氨基、亚氨基、羰基等亲水基团,PE板耐水性相对较差,特别是耐沸水能力更差[12]。导致PE刨花板的吸收厚度膨胀率提高。
2.3 石蜡(PW)加入量对PE刨花板性能的影响
PE添加量为4%,UF施加量8%,热压温度180℃,热压时间7 min,考察添加不同量PW制备的PE刨花板的力学性能测试结果见表3。
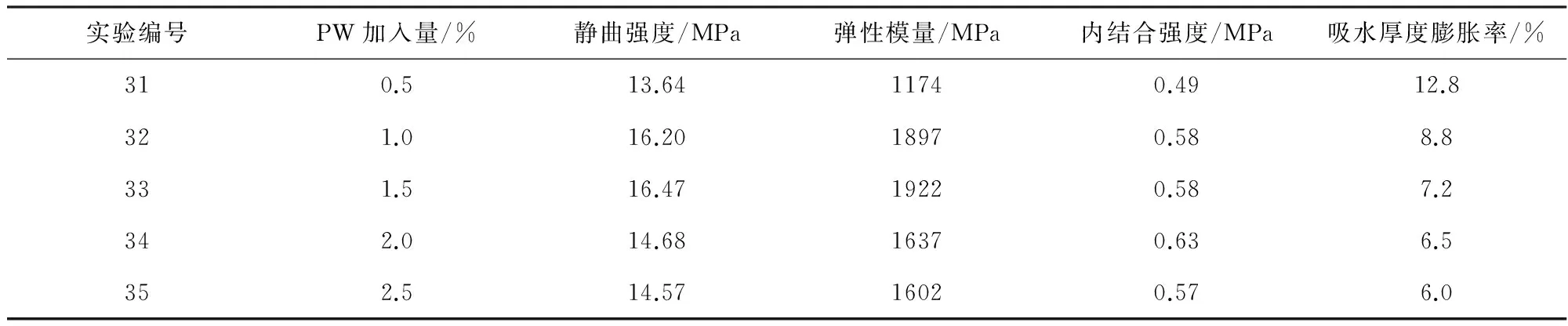
表3 PW加入量对PE刨花板力学性能的影响
PE刨花板的吸水厚度膨胀率总体随石蜡添加量的增加而减小,在2.5%时达到最小值。石蜡是一种防水剂,石蜡加入量提升明显降低吸水厚度膨胀率,因为石蜡的憎水性,可以在一定程度上阻碍水分进入板内,降低吸水厚度膨胀率[13]。但是过量施加会削弱脲醛树脂与PE刨花的胶接强度,反而降低板材的各种性能。所以石蜡的添加量应控制在1.50%左右有较好的效果。
2.4 热压温度对PE刨花板性能的影响
PE添加量为4%,UF施加量8%,PW用量1.5%,热压时间7 min,考察不同的热压温度条件下制备的PE刨花板的力学性能测试结果见表4。
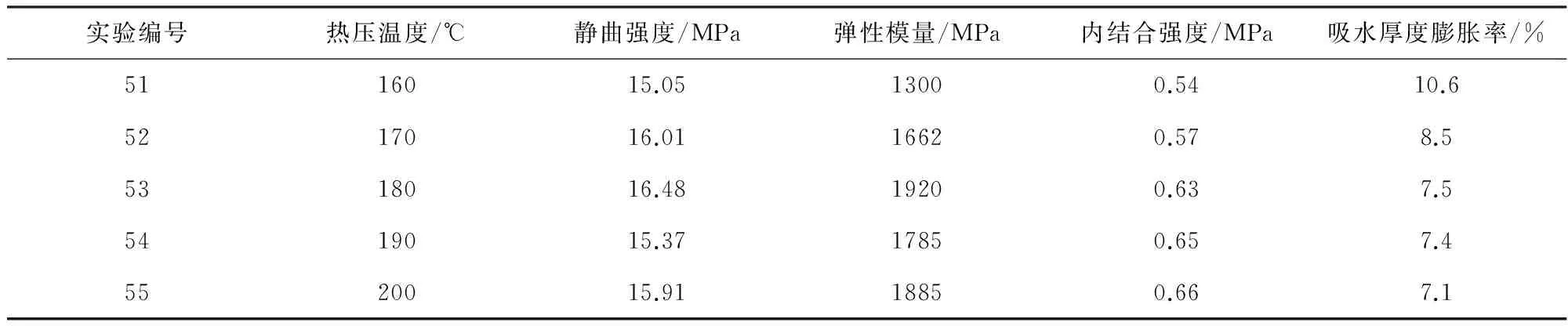
表4 热压温度对PE刨花板力学性能的影响
提高热压温度有助于提高传热推动力,缩短热压时间,但温度过高,木材和胶粘剂都容易发生降解;温度低节省能耗,有助于节约成本,但需要更长的热压时间,否则胶粘剂固化不完全,影响PE刨花板的性能。热温度达180℃时,PE板的各项力学性能较好。热压温度继续升高,木材主要成分纤维素、半纤维素等,在较高温条件下发生降解,木材提取物中部分成分发生裂解而大量挥发,而降低PE板的力学性能。板坯中心温度较高,板坯内部易挥发抽出物与裂解产物在高温、较高蒸汽压力作用下随着水分大量迁移而迅速释放。热压温度一般高于木材中部分成分的玻璃化温度,在此状态下木材的力学性能将会明显地发生变化[14]。PE常温下不溶于一般溶剂,吸水性小,熔点为100℃~130℃,温度越高,越有利于其熔融与软化,它在杉木刨花基质中的分布越均匀,则水分就越不容易进入板内,所以随着热压温度的升高,PE板的吸水厚度膨胀率先是较快降低,而后趋于稳定。热压温度取180℃较好。
2.5 热压时间对PE刨花板性能的影响
PE添加量为4%,UF施加量8%,PW用量1.5%,热压温度180℃,考察不同的热压时间制备的PE刨花板的力学能力测试结果见表5。
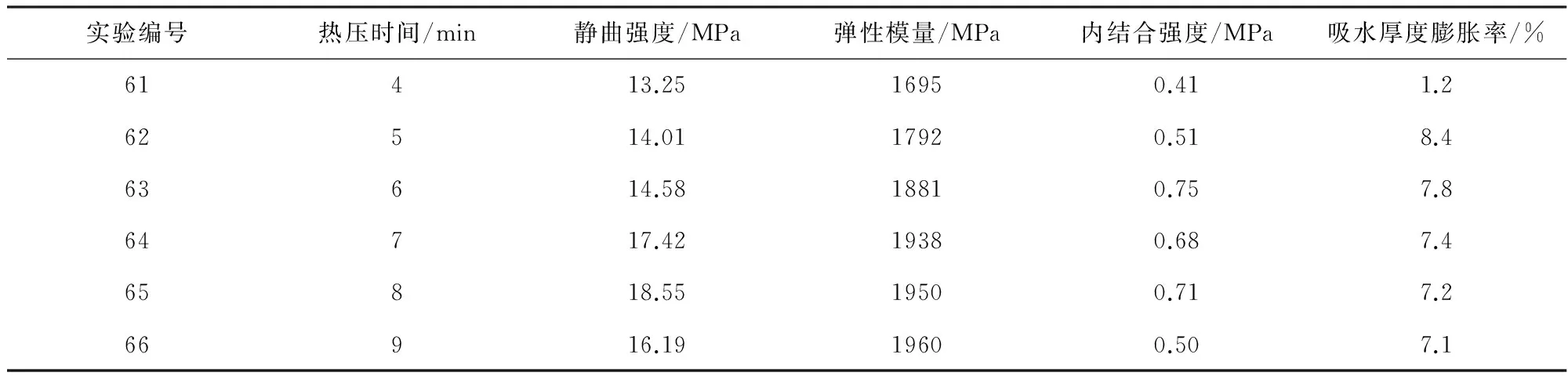
表5 热压时间对PE刨花板力学性能的影响
适当延长热压时间有助于提高胶的固化程度及热塑性塑料的熔融,增加杉木刨花之间的胶结力,减少胶层间的吸附断裂和降低杉木刨花对水的吸收,从而提高PE刨花板的各项性能[14]。随着热压时间的延长,PE板的静曲强度先上升,到一定时间后下降。其原因是当热压时间过短,芯层部位的胶粘剂不能较好地固化,使芯层杉木刨花不能产生比较好地结合,从而减弱了抵御剪应力的能力。而热压时间过长,引起生产效率下降,而且易导致胶和塑料的热降解,使得表层胶粘剂脆化,表层杉木刨花间的胶合强度下降,抵御正应力的能力减弱。内结合强度随着热压时间的增加先增加后减小,在4min到9min内有最高值。热压时间长,胶粘剂受到热作用,胶液和芯层杉木刨花之间的接触更好,胶粘剂更好地固化,所以会使内结合强度变大。但时间过长,则会破坏胶液的作用,使得内结合强度下降。板材的吸水厚度膨胀率随时间减少明显下降。热压温度是成板时保证胶粘剂固化和水分排除的必要条件。热压时间越长,PE板的吸水厚度膨胀率逐渐减小,但热压时间7 min以后,PE板的吸水厚度膨胀率减小的比较缓慢,取热压时间为7min比较合适。
3 结论
聚乙烯塑料PE可以部分代替脲醛树脂胶应用于杉木刨花板的生产,并能减少脲醛树脂胶的用量,从而减少刨花板在生产及应用过程中甲醛的释放量。
在UF用量有限的情况下,添加PE可提高板材的力学性能,但会增加PE板的吸水厚度膨胀率。增加UF用量,能够提高PE板的静曲强度、弹性模量,过量时将降低板材的内结合强度。石蜡的添加量对板材的吸水厚度膨胀率有较大的影响,随着石蜡用量的增加板材的吸水厚度膨胀率减小。
在本实验条件下,脲醛树脂胶UF施胶量为8%、聚乙烯塑料PE用量4%、石蜡添加量1.5%、热压温度180℃、热压时间7min,PE刨花板的力学性能达到应用标准。
[1] 安秉华. 刨花板行业面临的挑战与发展趋势[J].林业经济,2011(7):76-79.
[2] 张佳荣. 超低甲醛释放刨花板的研制[D]. 南京:南京林业大学,2012.
[3] 吕 蕾,王 正,郭文静,等. 废纸制浆固废物刨花板制备工艺研究[J]. 西北农林科技大学学报(自然科学版),2014,42(8):105-110.
[4] 李晓平,杜官本,吴章康. 不同工艺参数对UF工业大麻秆刨花板性能的影响研究[J]. 林产工业,2013,40(4):20-23.
[5] 刘志英,袁运增,刘 博. 低甲醛释放高强度共缩聚树脂胶粘剂研制[J].粘接,2014(2):61-63.
[6] Geng Y, Simonsen J. Investigation of polyaminoamide-epich lorohydrin/s tearic anhydride composites[J]. J Appl Polym Sci, 2006, 99:712-718.
[7] Renneckar K, Johnson R K, Zink S A, et al. Fiber Modification By Steam-explosion:13C NMR and Dynamic Mechanical Analysis Studies of Co-refined Wood And Polypropylene[J].Composite Interfaces, 2005, 12(6): 559-580.
[8] 蒙冕武,齐丛亮,刘庆业,等. 刨花板及其家具空间内的甲醛释放特性研究[J]. 环境卫生学杂志,2014,4(6):530-534.
[9] 沈 隽,刘 玉,朱晓冬. 热压工艺对刨花板甲醛及其他有机挥发物释放总量的影响[J].林业科学,2009,45(10):130-133.
[10] Qin T F, Huang L H, Li G Y. Effect of Chemical Modification on the Properties of Wood/Polypropylene Composites[J]. Journal of Foresty Research, 2005, 16(3):241-244.
[11] 李晓平,吴章康,邹 全,等. 不同胶黏剂和阻燃剂对刨花板燃烧性能的影响[J]. 浙江农林大学学报,2014,34(5):739-744.
[12] 兰从荣. 刨花板厚度及含水率对吸水厚度膨胀率的影响[J].林产工业,2013,40(3):19-20.
[13] 叶平昊. 桉树刨花板吸水厚度膨胀率影响因素及工艺研究[D].福州:福建农林大学,2012.
[14] 刘悦婷. 热压过程中刨花板甲醛散发量的研究[D].南京:南京林业大学,2011.
(本文文献格式:赖莹莹,廖益强,林 铭,等.PE刨花板的制备工艺研究[J].山东化工,2016,45(04):8-11.)
Study on the Preparing Technology of PE Particle Board
Lai Yingying, Liao Yiqiang Lin Ming, Wei Wei, Wang Wei, Li Zhiyu, Wei Qihua, Xie Yongqun
(College of Materials Engineering, Fujian Agriculture and Forestry University, Fuzhou, Fujian 350002, China)
PE particle boards were prepared with woo shaving and PE, by hot pressing process. Some preparing technology facts were studied, such as supplemental levels of UF, usage of PE, additive amount of PW and hot pressing technologies. The effects of these facts on mechanical property of PE particle board and thickness swelling rate of water absorption were discussed. The experimental results showed that mechanical property of PE particle board had advantage of good mechanical properties, as supplemental levels of UF 8%, usage of PE 4%, additive amount of PW 1.5%, hot pressing temperature 180℃ and hot pressing time 7 min.
2016-01-11
福建省自然科学基金项目(2014J01069);国家级大学生创新创业训练计划项目(201410389024);福建省大学生创业训练项目(201510389055)
赖莹莹(1993—),女,2013级材料化工创新班,本科生;通讯作者:廖益强(1971—),福建仙游人,博士,副教授,硕导,主要从事生物质材料与能源研究。
TB332
A
1008-021X(2016)04-0008-04
猜你喜欢
林产工业(2022年4期)2022-04-20
绿色科技(2020年1期)2020-11-29
农家科技中旬版(2020年4期)2020-05-25
绿色科技(2020年1期)2020-04-19
合成树脂及塑料(2020年6期)2020-01-14
国际木业(2016年7期)2017-01-15
国际木业(2016年12期)2016-12-21
国际木业(2016年3期)2016-12-01
武汉工程大学学报(2016年3期)2016-09-27
国际木业(2016年6期)2016-02-28
