添加微量Ce对BiCuSn系高温无铅焊料焊接性能的影响*
2016-09-05 08:54:53杨元政陈先朝谢致薇
材料研究与应用 2016年2期
游 晋,杨元政,陈先朝,谢致薇
广东工业大学 材料与能源学院,广东 广州510006
添加微量Ce对BiCuSn系高温无铅焊料焊接性能的影响*
游晋,杨元政,陈先朝,谢致薇
广东工业大学 材料与能源学院,广东 广州510006
通过向Bi-2Cu-1Sn系钎料合金中添加微量稀土Ce,研究稀土元素Ce添加量对Bi-2Cu-1Sn钎料合金的熔点、润湿性、力学性能以及显微组织的影响.结果表明:添加适量的Ce可明显改善Bi-2Cu-1Sn合金的润湿性和焊接强度.当添加Ce质量分数为 0.3%时,钎料合金熔点为最低267.6℃,润湿面积增加26%,润湿角达到最小41°,焊接剪切强度达到最大19.6 MPa,此时焊料合金的综合性能最佳.
高温无铅焊料;熔点;润湿性;剪切强度; IMC
随着科学技术的不断发展以及国际上对环境要求的不断提高,在电子产品应用领域中对钎料等互连材料的要求越来越严格.传统的Sn/Pb系钎料由于熔点低,在高温工作环境下无法保证焊接的稳定性,再加上Pb对环境的污染,已经不能满足现代电子工业对钎料的要求,因此研究和开发无铅高温软钎料产品迫在眉睫.高温钎料在电子封装领域包括初级焊接过程及半导体最终连接过程的应用是不可或缺的[1].随着电子工业的发展,高温无铅软钎料的需求越来越大.
纯金属铋的熔点为271.4 ℃,Bi-Cu系合金被公认为可替代高铅焊料用于高温电子封装.Bi-Cu共晶钎料的熔化温度和硬度接近Pb-Sn钎料,价格也比Sn-80Au便宜.因此,Bi-Cu合金有望发展成为代替有毒的高Pb钎料或昂贵的Au基钎料用于高温电子封装.研究表明[2-5],在无铅焊料中适量添加稀土元素对无铅焊料的物理性能、力学性能以及微观结构都有很大的改善作用,并能获得非常强的界面结合力.
本文探讨了Ce对Bi-2Cu-1Sn无铅钎料熔点、润湿性、焊接剪切强度以及微观组织的影响规律.
1 实验部分
1.1样品制备
本实验以Bi-2Cu-1Sn系合金为基础,将一定量的稀土元素Ce添加到基础合金中.所用原材料为纯Bi,Cu,Sn,Ce,纯度均为99.95%以上.将Bi,Cu,Sn,Ce等元素按表1所示的配比用电子天平称取,精度为1 mg.将称量的原料在真空度为5×10-3Pa的非自耗真空电弧炉中熔炼,为保证合金的均匀度,将合金翻转反复熔炼四次.
1.2熔点的测定
用SDT2960型热重分析仪测定无铅焊料的熔化温度.样品质量为10 mg,在氮气的动态气氛中进行测试,升温速率为10 ℃/min,升温范围为100~350 ℃.
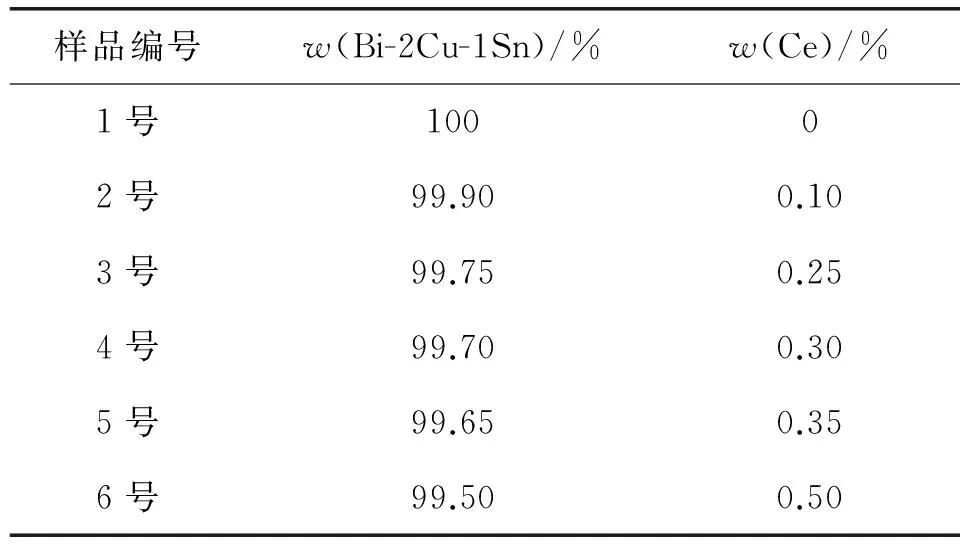
表1 焊料合金组成
1.3润湿性的测试
通过测定钎料合金润湿角和铺展面积反映钎料合金的润湿性能.采用纯度99.9%的紫铜片为基板,钎料合金试样0.2 g,偏差±1%.用高纯松香作助焊剂,将润湿试样在350 ℃的箱式电阻炉内保温10 min,取出空冷.铺展试样用丙酮清洗,拍照后利用AutoCAD的面积查询功能测定铺展面积.用线切割机将焊接试样沿中心切开,拍摄焊接试样的截面轮廓,然后利用AutoCAD的角度标注功能测定润湿角.
1.4剪切强度的测试
参照中国国家标准GB11364-89《钎焊材料铺展性及填缝性试验方法》制备剪切试样,所用Cu基板的纯度为99.9%,尺寸为50mm×10mm×2mm.剪切试样如图1所示,焊接接头面积为10mm×5mm.焊接前先用水砂纸将紫铜板打磨,再用5%的HCl水溶液、5%的NaOH水溶液、无水酒精依次浸泡后置于盛有丙酮的烧杯中,然后超声波清洗,吹干备用.剪切试验中使用的钎料试样是质量约为40 mg的小薄片.Cu基板和钎料片分别 涂上膏状松香助焊剂.
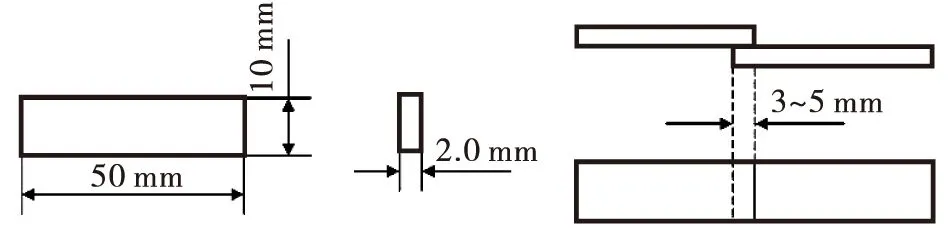
图1 剪切试样的尺寸Fig.1 Specimen sizes of shearing tests
在室温下,用WD-20KE电子万能试验机进行焊接试样的静态拉伸试验,加载速率为1 mm/min,测出钎料合金焊接接头被拉断所用的最大加载载荷.对试样断口拍摄后,利用AutoCAD精确测量剪切断口面积.钎焊接头的剪切强度由式(1)计算:
τ=Ps/A
(1)
式(1)中:τ为焊接接头的剪切强度,N/mm2;Ps为最大加载载荷,N;A为剪切试样断口面积,mm2.
2 实验结果与分析
2.1钎料合金的熔点
添加Ce的BiCuSn系合金样品1号~6号的DSC曲线如图2所示.对图2数据进行处理后,得到各样品钎料合金的熔点,结果如图3所示.
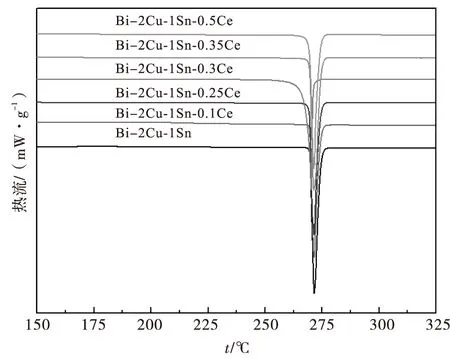
图2 Ce含量对BiCuSn系钎料合金DSC曲线的影响Fig.2 Effect of Ce content on DSC curve of BiCuSn solder alloys
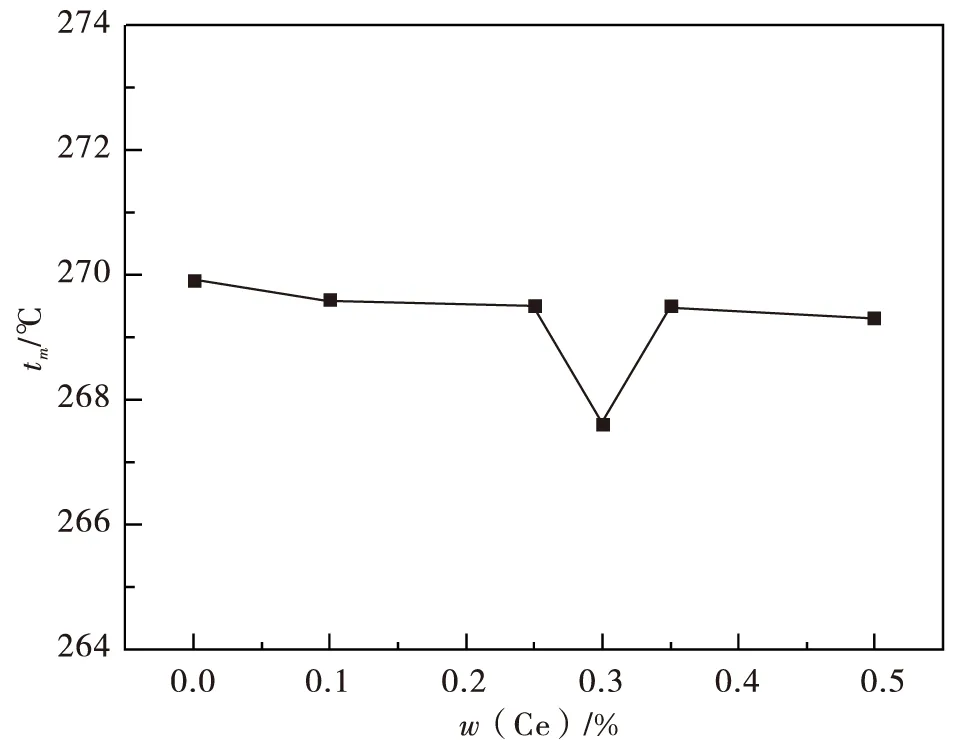
图3 Ce含量对BiCuSn系钎料合金熔点的影响Fig.3 Effect of Ce content on melting point ofBiCuSn solder alloys
从图2和图3可看出,随着稀土Ce添加量的增加,钎料合金的熔点呈先降后升的趋势.当Ce质量分数为0.3%时,钎料合金的熔点最低,为267.6 ℃.可见,添加适量的稀土Ce可使Bi-2Cu-1Sn合金的熔点降低.
2.2润湿性与焊接剪切性能
合金的润湿性能是通过钎料在金属基板上的铺展面积和润湿角来评价的,钎料铺展面积越大,润湿角越小,说明钎料在润湿过程中对母材的润湿程度越大,即润湿性越好.Ce含量对BiCuSn系无铅钎料合金和铜基板的铺展面积及润湿角的影响如图4所示.由图4可知,随稀土Ce添加量的增加,合金钎料的铺展面积呈先升后降的趋势,润湿角呈先降后升的趋势.当Ce质量分数为0.3%时,合金钎料铺展面积从不添加Ce时的26.2mm2增加到最大值33.1 mm2,润湿角从55°减小为最小值41°,此时润湿性能最好.
在温度和压强恒定的条件下,表面吸附是表面自由能降低的自发过程[6].在吸附过程中,某些元素会在合金的表面发生偏聚现象,使这种元素在合金溶液表层的浓度比内部的高得多.在BiCuSn系钎料合金中,稀土元素是表面活性元素,稀土Ce加入钎料中容易在合金表面发生偏聚,这种偏聚作用使合金的表面活性增强,并在焊料界面处富集,降低了界面自由能,从而减小焊料的表面张力[7],使焊料在母材上容易铺展,提高了焊料的润湿性.但当稀土含量太高时,由于稀土元素的化学性质很活泼,在焊接过程中容易被氧化而产生氧化渣阻碍焊料的流动,从而使焊料的润湿性变差.随着稀土添加量的增加,这种阻碍作用越来越明显,使钎料合金的润湿性能降低.
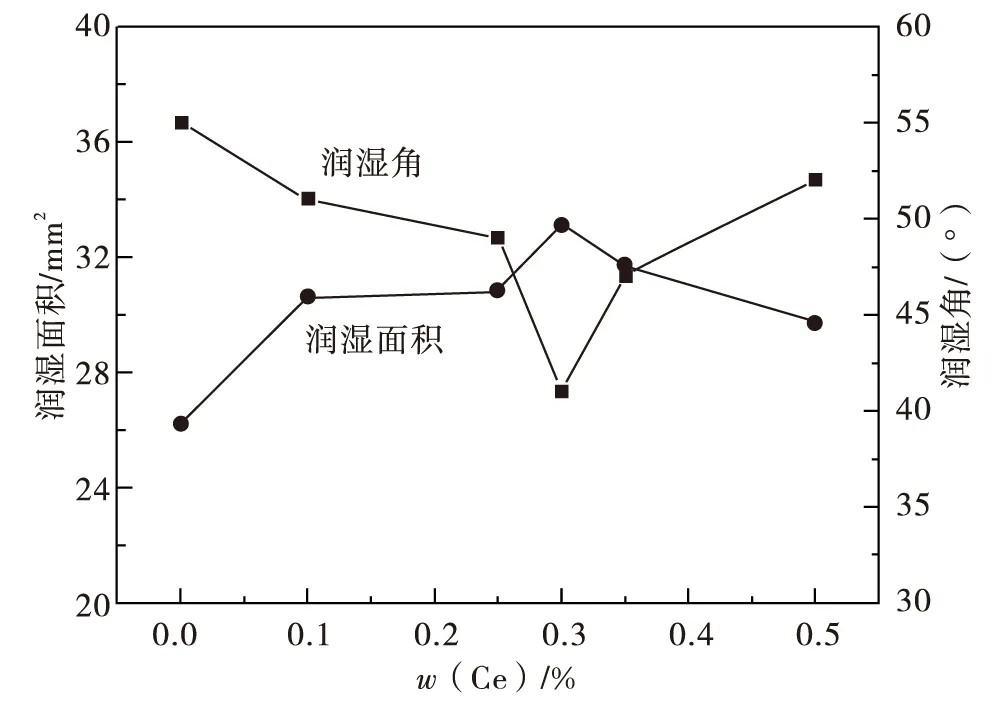
图4 Ce含量对BiCuSn系钎料合金铺展面积和润湿角的影响Fig.4 Effect of Ce content on the spreading area and wetting angle of BiCuSn solder alloys
在Bi-2Cu-1Sn焊料中添加不同含量的稀土元素Ce对焊接剪切性能的影响如图5所示.由图5可知,随着Ce含量的增加,钎料合金与Cu板焊接试样的剪切强度呈先增后降的趋势.当Ce质量分数为0.3%时,剪切强度达到最大19.6 MPa.
由于表面活性物质在晶体某些面上的吸附,降低了它在该晶面上的生长速度,并使晶粒相应细化,从而影响焊料合金的力学性能.另外,在焊料中加入微量的表面活性元素Ce可降低焊料的晶体边界应变,预防空洞形核[8].因此,在BiCuSn合金焊料中加入Ce有利于细化合金微观组织,进而提高焊料的力学性能.但当稀土的添加量过多,尤其是当Ce的质量分数高于0.3%时,会生成大量的稀土氧化物,这些氧化物颗粒在焊料处于熔融状态时无法及时全部浮到焊料表面,焊料凝固后会在合金内部形成夹杂等缺陷,影响焊料的力学性能.因此,当添加Ce质量分数超过0.3%时,合金焊料的力学性能变差.
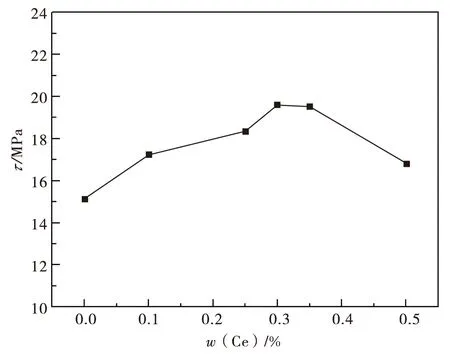
图5 Ce含量对BiCuSn系钎料合金焊接试样剪切强度的影响 Fig.5 Effect of Ce content on shear strength of BiCuSn solder alloys
2.3焊点界面处的组织
图6为焊接后焊料区的微观组织.从图6可看出,随着Ce含量的增加,合金组织的晶粒呈明显细化的趋势,但Ce含量增加一定程度,合金组织出现微孔、裂纹.当Ce质量分数为0.3%时,合金组织最细密、均匀,有效提高了合金焊接力学性能.图7为钎料合金/Cu基板界面的微观形态,界面中黑色部分是钎料中焊料与Cu基板反应形成的金属间化合物(IMC层).从图7可看出,添加Ce后,界面处IMC层的厚度增加.说明稀土元素Ce能够促进 IMC层生长,这有利于焊料合金与基板的结合,进而提高焊接稳定性.研究表明[9-10], IMC层属于脆硬相,过厚的IMC层会导致焊点的断裂韧性和抗疲劳能力下降,从而导致焊点的可靠性下降.因此,只有添加适量的Ce时,焊接微观组织形态较好,焊接稳定性较高.
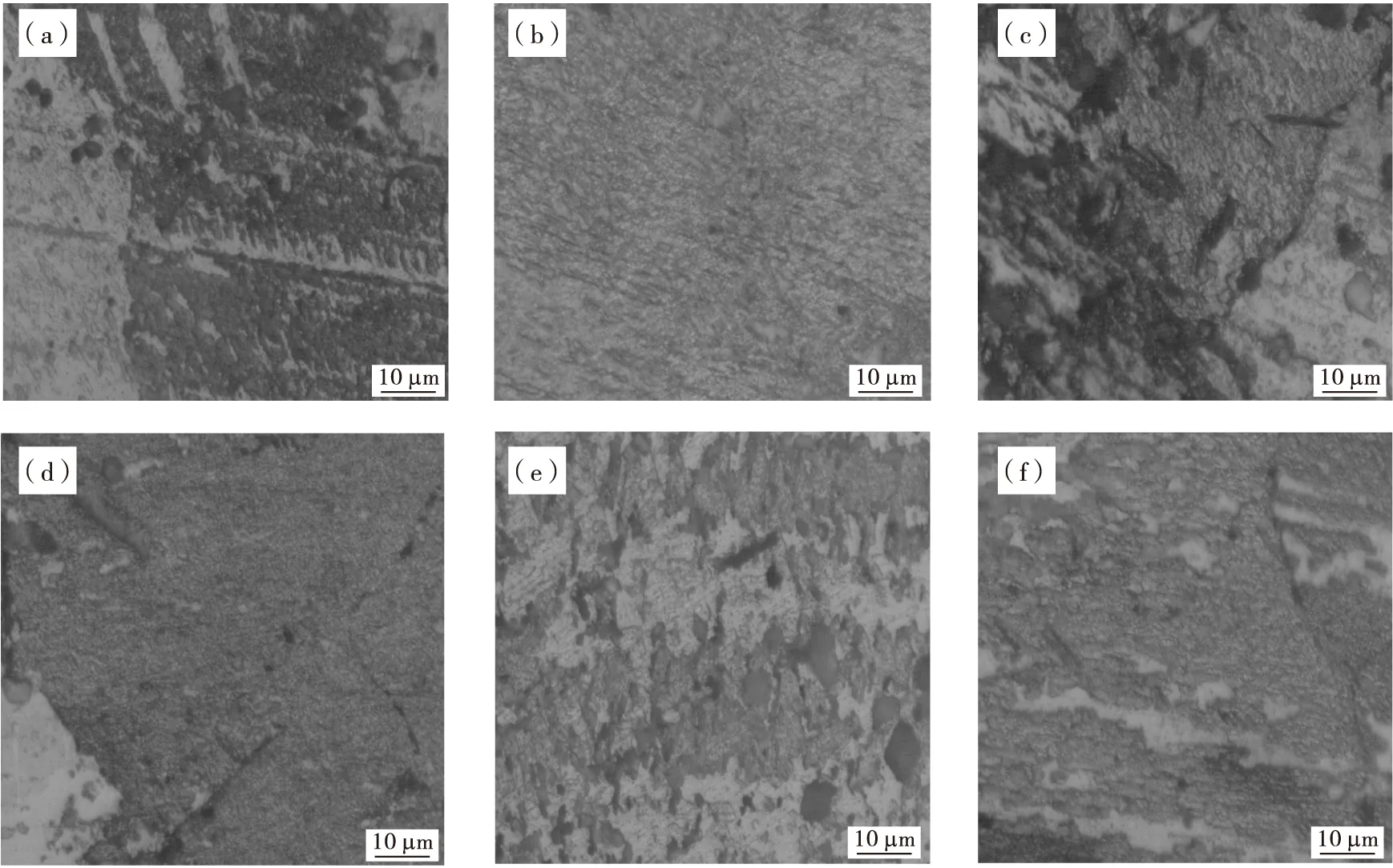
图6 Bi-2Cu-1Sn系合金的微观组织Fig.6 Microstructure of Bi-2Cu-Sn solder alloys(a)Bi-2Cu-1Sn ; (b)Bi-2Cu-1Sn-0.1Ce; (c)Bi-2Cu-1Sn-0.25Ce;(d)Bi-2Cu-1Sn-0.3Ce; (e)Bi-2Cu-1Sn-0.35Ce;(f)Bi-2Cu-1Sn-0.5Ce
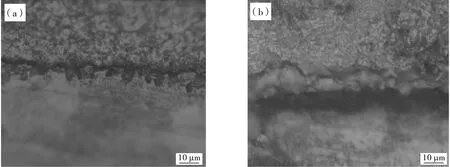
图7 焊料/Cu 界面处的显微组织Fig.7 Microsturcture of solder/Cu interfaces(2)Bi-2Cu-1Sn;(b) Bi-2Cu-1Sn-0.3Ce
3 结 论
(1)随着稀土Ce添加量的增加,BiCuSn系钎料合金的熔点呈先降后升的趋势,铺展面积呈先增后降的趋势,润湿角呈先降后升的趋势,剪切强度呈先增后降的趋势.当Ce质量分数为 0.3%时,钎料合金的熔点为最低267.6 ℃,润湿面积比不加Ce增大26%,润湿角达到最小41°,钎料合金的剪切强度达到最大19.6 MPa,此时润湿性能最好.
(2)在添加Ce 质量分数低于0.3%时,随着添加量的增加,钎料合金组织晶粒逐渐细化,钎料合金与Cu板界面处IMC层厚度增加.当添加Ce质量分数为0.3%时,钎料合金的焊接综合性能最佳.
[1] 史耀武,房卫萍,夏志东,等.电子组装用高温无铅钎料的研究进展[J].电子元件与材料,2009,28(3):71-74.
[2] 栗慧,卢斌,王娟辉,等.微量铈对Sn57Bi1Ag焊料合金组织性能的影响[J].热加工工艺,2010,17(39):176-179.
[3] CHEN W X,XUE S,WANG H,et al.Effects of rare earth Ce on properties of Sn-9Zn lead-free solder[J].Journal of Materials Science Materials in Electronics,2010,21(2):11-119.
[4] ZHAO N,HUANG M L,ZHONG Y,et al.Effects of rare earth Ce addition on the microstructure, wettability and interfacial reactions of eutectic Sn-0.7Cu solder[J].Journal of Materials Science Materials in Electronics, 2014,26(1):345-352.
[5] 张亮,孙磊,郭永环,等.SnAgCu-xEu钎料润湿性能及焊点力学性能研究[J].稀土,2015(4):51-55.
[6] 张航宇,卢斌,戴贤斌,等.Ce对SnAgCu系无铅焊料合金组织和性能的影响[J].材料研究与应用,2007, 1(4):295-299.
[7] 张亮,韩继光,何成文,等.稀土元素对无铅钎料组织和性能影响[J].中国有色金属学报,2012,22(6):1680-1696.
[8] WU C M L,YU D Q,LAW C M T,et al. Microstructure and mechanical properties of new lead-free Sn-Cu-Re solder alloys[J].Journal of Electronic Materials,2002,31(9):928-932.
[9] 冯武锋,王春青,李明雨.电子元件焊接中的钎料合金研制及设计方法[J].电子工艺技术,2000,21(2):47-52.
[10] YOON J W,NOH B I,JUNG S B.Effect of rare earth metal Ce addition to Sn-Ag solder on interfacial reactions with Cu substrate[J].Metals & Materials International,2014,20(3):515-519.
Effect of Ce addition on soldering property of BiCuSn system high temperature lead-free solder
YOU Jin,YANG Yuanzheng,CHEN Xianchao,XIE Zhiwei
SchoolofMaterialsandEnergy,GuangdongUniversityofTechnology,Guangzhou510006,China
The influence of rare earth element Ce on melting temperature,wetting properties,mechanical properties and microstructure of Bi-2Cu-1Sn solder has been studied.The results shows that,the doping suitable amount of Ce can improve wetting properties and mechanical properties of Bi-2Cu-1Sn,when the addition of 0.3wt% Ce, the melting point of the solder alloy is 267.6 ℃,the spreading area is increased by 26%,the shear strength is 19.6 MPa,respectively.The solder alloy Bi-2Cu-1Sn-0.3Ce has a superior comprehensive properties at aforementioned parameters.
high-temperature lead-free solder;melting point;wetting properties;shear strength;IMC
2016-03-26
高等学校博士学科点专项科研基金(20124420110007);广东省联合培养研究生示范基地人才培养项目(2013JDXM27)
游晋(1988-),男,湖北黄冈人,硕士研究生.
杨元政(1966-),男,湖南泸溪人,教授,主要从事先进金属材料工程的研究.
1673-9981(2016)02-0106-05
TG425
A
猜你喜欢
机电信息(2022年15期)2022-08-08 11:02:24
电子元件与材料(2021年10期)2021-11-04 06:36:30
陶瓷学报(2021年3期)2021-07-22 01:05:00
电子制作(2017年20期)2017-04-26 06:57:40
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2015年5期)2015-07-18 11:03:41
电子世界(2015年18期)2015-02-06 08:53:21