
1 890 MPa三面刻痕预应力钢绞线的研制
2016-09-05 06:19蔺秀艳天津冶金集团中兴盛达钢业有限公司天津301616
天津冶金 2016年2期
蔺秀艳(天津冶金集团中兴盛达钢业有限公司,天津301616)
1 890 MPa三面刻痕预应力钢绞线的研制
蔺秀艳
(天津冶金集团中兴盛达钢业有限公司,天津301616)
为满足市场需求,在1×19结构系列大规格高强度光圆预应力钢绞线的基础上,研制出一种高握裹力、高强度、低松弛1×19S—21.8多层丝三面刻痕预应力钢绞线。成品性能超出用户要求的1 890 MPa级预定指标,具有高强度、高延伸率、低松弛的特点,已实现批量化、规模化生产。
三面刻痕;预应力钢绞线;拉拔;捻制;稳定化处理
1 引言
低松弛预应力钢绞线是高效、节能、环保的绿色钢材产品,广泛用于铁路、公路桥梁,边坡锚固、煤矿巷道支护及水力发电工程等众多工程领域[1-2],特别是治理自然灾害的河堤大坝的边坡锚固,更是突显了优势。天津冶金集团中兴盛达钢业有限公司(简称中兴盛达)在开发了1×19结构系列大规格高强度光圆预应力钢绞线的基础上,为满足国内外市场的需求,开发研制了高握裹力、高强度、低松弛1×19S—21.8多层丝三面刻痕预应力钢绞线。
2 研制过程
2.1 产品设计
在预应力混凝土结构中,钢绞线和混凝土之间的握裹力是提高构件强度、刚度和提升承载力的关键。预应力钢绞线的表面状态直接影响两者之间的握裹力。为了增加预应力钢绞线与混凝土之间的握裹力,满足客户大规格21.8 mm、高强度1 890 MPa的要求,1×19结构21.8 mm钢绞线外层丝设计为三面刻痕钢丝。为使各层钢丝在捻制和使用状态受力均匀不产生滑动,中心丝和内层丝设计为光圆钢丝,在实现预应力钢绞线与混凝土高握裹力的同时,提高其综合力学性能[3]。
2.2 刻痕装置的研制
目前国内三面刻痕预应力钢丝的成型均在稳定化处理前完成,钢丝拉拔后实现。要实现钢绞线的三面刻痕,必须在捻制合股前的半成品钢丝完成。为了实现连续化生产,钢丝刻痕装置设计在L120D-9直进式拉丝机上。中兴盛达于2009年与意大利弗瑞吉奥(M.F)公司共同研制了三维一体式成型装备,该装置安装在拉丝机的第九罐体后,拉拔与刻痕同步完成。3个支撑架分别安装3个刻痕辊,且成120°均匀分布,钢丝从3个辊片之间穿过,刻痕辊片与钢丝相接触并包裹钢丝成360°,刻痕辊片凸槽方向与钢丝拉拔方向一致,三个方向刻制出的痕均匀一致。刻制过程中不会因受力不均而产生影响钢丝表面质量的问题。三个刻痕辊片与钢丝的接触,通过机械传动装置,定量控制刻痕辊的压下量,来达到钢丝痕深度尺寸的控制。
2.3 刻痕钢丝外形及尺寸的设计
刻痕钢丝的外形和尺寸对钢丝的力学性能有着重要的影响。GB/T5223-2014《预应力混凝土用钢丝》标准,刻痕钢丝有两种外形,第一种外形如图1所示[4],痕的四侧边与光圆钢丝的连接均形成大小不等的角度,左下角呈30°锐角状,在刻痕变形的过程中,钢丝很容易产生应力集中,增加钢丝断裂的倾向。第二种外形如图2所示,两短边与钢丝轴向相同、两长边向外延伸呈弧形,痕的四个侧边与光圆钢丝的连接处均为弧形过渡,钢丝刻痕变形的过程中应力集中减小,避免了钢绞线在加工时的断裂倾向。钢丝变形程度较小,且无棱角连接,提高了钢丝的破断力和抗裂性能。我们选择了图2所示的外形进行痕的尺寸设计,痕的尺寸要求见表1。

图1 三面刻痕钢丝外形示意图

图2 三面刻痕钢丝外形示意图
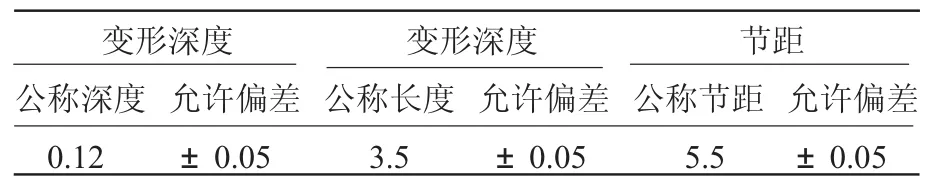
表1 刻痕钢丝尺寸及允许偏差 /mm
2.4 工艺流程设计
原料(盘条)→检、试验→酸洗、磷化→拉拔+刻痕→检、试验→捻制→稳定化处理→层绕→检、试验→包装→入库。
2.5 原料(盘条)的研究
普通光圆1×19结构21.8 mm 1 860 MPa级钢绞线原料选择,外层钢丝使用YL 82B Φ13.0 mm盘条生产,内层钢丝使用YL 82B Φ8.0 mm盘条生产,中心丝使用YL 82B Φ14.0 mm盘条生产。三面刻痕钢绞线用户要求强度级为1 890 MPa,0.2%屈服力为1 746 MPa,最大力总延伸率不小于5.5%。按照工艺设计方案,研究制定适合的盘条直径、盘条抗拉强度和金相显微组织,及最佳的化学成分范围,确保1×19—21.8三面刻痕钢绞线实现高强度、高延展性、低松弛、高握裹力的研制目标。根据抗拉强度计算的经验公式[5]:式中,Rn为拉拔后钢丝的抗拉强度,MPa;k为与拉拔条件(润滑、冷却)有关的强化系数;R0为盘条的原始抗拉强度,MPa;d0为盘条拉拔前的直径,mm;dn为拉拔后钢丝的直径,mm。

半成品钢丝尺寸已经设计确定,根据中兴盛达拉丝设备特点及拉拔强化系数k(k一般按1.03系数计算)的具体情况,按公式(1)进行理论计算,YL 82B Φ14.0 mm盘条原始抗拉强度大于等于1 220 MPa,才能满足三面刻痕钢绞线外层钢丝原料的要求;YL 82B Φ15.0 mm盘条原始抗拉强度不小于1 240 MPa,作为中心丝的原料;原始抗拉强度不小于1 180 MPa普通的YL 82B Φ8.0 mm作为钢绞线内层丝的原料;盘条断后伸长率不小于9%,断面收缩率小于30%。为了保证预应力钢丝高速冷拔后的高强度、高塑性和高韧性指标,对盘条的组织结构提出了要求。为了满足冷拔变形的条件,要求原料(盘条)具有均匀一致的索氏体组织[6],其体积分数不小于85%,塑性、脆性非金属夹杂物等级小于2.5级,盘条一边的脱碳层深度不大于盘条工程直径的1.5倍。不允许存在全封闭的网状渗碳体和马氏体等高倍显微组织缺陷[7]。
因此在选择原料时考虑抗拉强度的同时,也充分考虑到钢丝因刻痕变形而对力学性能的影响,中兴盛达与某钢厂共同研制了微合金化的YL 82B-G Φ14.0 mm和YL 82B-GΦ15.0 mm盘条,作为刻痕变形外层钢丝和中心丝的原料试制。拉拔过程为压力加工冷变形的范畴,盘条会出现因总压缩率大、变形程度加大、冷加工硬化现象强烈而出现拉拔断裂情况发生,原料中的硫、磷、铜等有害化学成分元素的含量应严格控制。对原料的化学成分实测情况见表2。

表2 微合金化原料(盘条)化学成分 w/%
普通的YL 82B Φ14.0 mm和Φ15.0 mm盘条抗拉强度只能达到1 160~1 190 MPa,很难实现刻痕钢绞线1 890 MPa的强度级别的要求。为了保证刻痕钢丝的强度和韧性指标,钢中加入小于0.3%的铬和小于0.1%的钒,通过控冷盘条抗拉强度达到1 220~1 300 MPa,满足刻痕钢丝对盘条抗拉强度的要求。铬和钒均具有体心立方点阵,在钢中缩小γ相区,能与α-Fe形成无限固溶体,在钢种起到固溶强化的作用。同时与碳有很强的亲和力,是强碳化物形成元素,形成最稳定的MC型碳化物。在1 100℃以上大量溶于γ-Fe中,在500~700℃范围析出时,具有较低的聚集长大速度[8],因而成为钢中的强化相,起到了弥散强化的作用。材料的强化主要取决于合金化和生产工艺,合金化能避免因加工工艺造成的缺陷和不足。冷拉拔过程中,增大道次压缩率,可以提高抗拉强度,同时随着形变速率的提高,钢丝的塑性和韧性将急剧降低,脆性增加,容易造成拉拔断裂的发生。微合金化盘条提高了钢丝的原始强度和提高了拉拔的强化系数,可以通过减小道次压缩率,来提高冷拉钢丝的塑性和韧性,达到高强度、高塑性、高韧性的目的。
2.6 拉拔与刻痕工艺的研制
2.6.1 拉拔工艺的设计与研制
拉拔和刻痕的成型,采用中兴盛达与意大利弗瑞吉奥(F.M)公司共同研制开发的L120D-9直进式拉丝机上进行。设备拉拔盘条的能力最大为Φ16 mm,最小Φ3 mm,拉拔速度达14 m/s。拉丝机卷筒冷却系统采用水冷加风冷的冷却方式,冷却能力优良,使钢丝在拉拔过程中产生的热量,得到迅速的冷却。拉拔后的钢丝既得到了高的抗拉强度,又具有了良好的塑性、韧性指标,保证了钢丝的综合力学性能。同时,成品道次均采用旋转模,可有效保证半成品钢丝的椭圆度。拉丝机车盘直径为1 200 mm,有利于减小钢丝加工中的弯曲应力。拉丝机为9道次,有利于均匀分配各道次的压缩率,提高钢丝的强度,同时改善塑性指标。
根据设计的外层钢丝,内层钢丝,中心钢丝直径,拉拔总压缩率中心丝为83.46%、内层丝为84.98%、外层丝为84.28%;平均压缩率中心丝为18.12%、内层丝为18.99%、外层丝为18.58%;道次压缩率最大控制不超过20%。在L120D-9型拉丝机上分别进行9道次拉拔,控制中心丝拉拔速度不大于5.0 m/s,内层钢丝拉拔速度不大于8.0 m/s,外层表面变形钢丝拉拔速度为3.0 m/s。外层钢丝的刻痕是在第九道次拉拔车盘后同步进行,合理的拉拔速度是保证拉拔与刻痕同步进行的关键,刻痕完全依靠收线装置的张拉力和拉拔力的送线完成的,刻痕滚与钢丝产生表面变形是被动进行的过程。且钢丝表面变形形成的痕深受压下量的控制,压下量越大,钢丝痕越深,钢丝与刻痕辊片之间的摩擦力越大。如果拉拔速度太快,刻痕过程因摩擦力与送线速度不匹配产生九道次罐体钢丝脱落发生断丝的现象,因此合理的控制拉拔速是相当重要的。
2.6.2 刻痕工艺的设计与研制
为了得到最佳的刻痕工艺参数,研制过程安排了一组试验,验证工艺参数压下量对刻痕深度和钢丝力学性能的影响。压下量与压下量数值呈反比,压下量也大,压下量数值越小反之越大。压下量数值代表刻痕辊片离开钢丝距离大小的量,压下量数值越大,刻痕辊片与钢丝间的距离越大,接触点越小,痕的深度越浅。反之痕的深度越深。压下量数值为79、80和不进行刻痕时分别截取半成品钢丝做力学性能试验,试验结果见表3;实测痕的尺寸见表4。

3 不同压下量下半成品钢丝性能

表4 不同压下量下钢丝刻痕尺寸
由上表3、表4可以看出,压下量越大,钢丝与刻痕辊片之间的接触越小,钢丝刻痕后拉力值损失越小,韧性指标越好。钢丝性能均能满足钢绞线的要求,但考虑到80压下量数值时钢丝的痕比较浅,79压下量数值时痕的深度刚好在0.1 mm。为了增加预应力钢绞线与混凝土之间的握裹力,确定最佳的压下量数值参数为79,进行生产。
2.7 捻制和稳定化处理工艺
捻制在1×19预应力钢绞线专用生产线上进行,19根半成品钢丝一次捻制完成1×19—21.8三面刻痕钢绞线的合股过程。在施加40~43%公称抗拉强度张拉力的状态下进行稳定化处理。设计的捻制及稳定化处理工艺参数见表5。
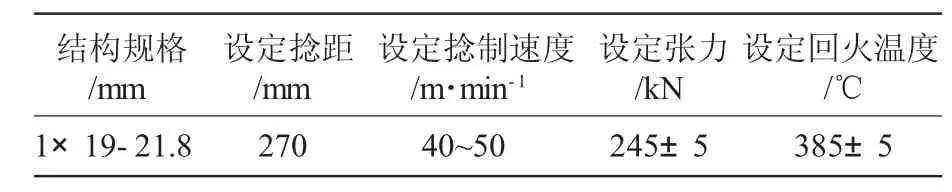
表5 钢绞线捻制及稳定化处理工艺参数
3 产品性能
3.1 钢丝力学性能
研制的半成品钢丝各项性能指标如下:
3.1.1 中心钢丝
平均抗拉强度达到1 991 MPa;标距200 mm的平均断后伸长率达到4.50%;平均弯曲次数达到9.0次(180°)。
3.1.2 内层钢丝
平均抗拉强度达到2 002 MPa;标距200 mm的平均断后伸长率4.3%;平均弯曲次数9.2次(180°)。
3.1.3 外层刻痕钢丝
平均抗拉强度达到1 943 MPa;标距200 mm的平均断后伸长率4.4%;平均弯曲次数9.0次(180°)。
3.2 成品力学性能
三面刻痕钢绞线抗拉强度平均为1 987 MPa,规定非比例延伸强度均平均为1 824 MPa,最大力总延伸率Agt品均为6.20%。超出了用户要求的抗拉强度≥1 890 MPa,0.2%屈服强度为1 746 MPa,最大力总延伸率不小于5.5%的指标,达到了三面刻痕预应力钢绞线设计目标。
1 ×19S-21.8三面刻痕钢绞线性能检测见表6。

表6 成品力学性能检验
初始力按实际最大力的70%加载,在1 000 kN松弛试验机上进行松弛试验。实测松弛值,1 000 h松弛值1.82%,达到了低松弛的目标。
4 结论
钢绞线刻痕形状和尺寸设计合理,选型正确,工艺参数制定准确,能够满足三面刻痕预应力钢绞线与混凝土高握裹力的要求利用微合金化的专用盘条,成功的研制开发了1×19结构21.8 mm三面刻痕预应力钢绞线产品。该产品性能超出用户要求的1 890 MPa级预定指标,具有高强度、高延伸率、低松弛的特点,并能实现批量化、规模化生产。
[1]翟巧玲,蔺秀艳,朱龙.1×7—21.6高强度预应力钢绞线的研究[J].金属制品,2007(3):1-2.
[2]金庆波,蔺秀艳.1×19S—21.8多层丝预应力钢绞线的研制及在煤矿巷道支护的应用[J].金属制品,2015(4):17.
[3]胡晓玲,夏楠,张静.1 860 MPa级1×19W—28.6钢绞线结构设计[J].金属制品,2011(1):30-31.
[4]全国钢标准化技术委员会.GB/T 5223—2014预应力混凝土用钢绞线[S].北京:中国标准出版社,2014.
[5]李志深.钢丝生产(上册)[M].湘潭:湘潭钢铁公司职工大学,1992.
[6]孙金茂.钢丝生产[M].北京:冶金工业部技工学校教材编审办公室,1985.
[7]全国钢标准化技术委员会.GB/T 24238—2009,预应力钢丝及钢绞线用热轧盘条[S].北京:中国标准出版社,2014.
[8]章守华.合金钢[M].北京:冶金工业出版社,1981.
Development of 1 890 MPa Three Side Indented Pre-Stressed Steel Strand
LIN Xiu-yan
(Tianjin Metallurgy Group Zhongxing Shengda Steel Industry Co.,Ltd.,Tianjin 301616,China)
In order to meet the demand by the market,high cohesion high strength low relaxation 1×19S-21.8 multiple-lay three side notched pre-stressed steel strand was developed on basis of 1×19 structure series big sized high strength plain pre-stressed steel strand.The properties of the finish product exceeded the preset index of 1 890 MPa grade required by the customer.Characterized by high strength,high elongation and low relaxation,the batch and scale production of the product has realized.
three side notch;pre-stressed steel strand;drawing;spinning;stabilizing treatment
10.3969/j.issn.1006-110X.2016.02.005
2015-10-13
2015-11-02
蔺秀艳(1965—),女,高级工程师,主要从事金属材料及热处理专业方面的研究工作。
猜你喜欢
昆钢科技(2022年1期)2022-04-19
矿冶工程(2022年1期)2022-03-19
杂文选刊(2021年9期)2021-09-09
机械制造文摘·焊接分册(2020年1期)2020-04-20
金秋(2019年14期)2019-10-23
保健与生活(2019年4期)2019-08-01
山东工业技术(2019年1期)2019-02-08
发明与创新·中学生(2017年12期)2017-12-11
鞍钢技术(2015年2期)2015-09-24
冶金与材料(2015年5期)2015-08-20
