
提高小规格钢绞线的伸直性
2016-09-05 06:19陈海祥韩文铎天津冶金集团中兴盛达钢业有限公司天津301616
天津冶金 2016年2期
陈海祥,韩文铎(天津冶金集团中兴盛达钢业有限公司,天津301616)
提高小规格钢绞线的伸直性
陈海祥,韩文铎
(天津冶金集团中兴盛达钢业有限公司,天津301616)
针对小规格预应力钢绞线伸直不合格的质量问题,对拉丝、捻股、层缠等工序的流程及各生产环节进行排查,最终确定捻股机矫直辊的下压量、中频炉温度的控制、冷却水槽水量的控制以及层缠平衡器张力的调整等是影响小规格钢绞线伸直合格率的主要因素。通过加强生产过程控制,及时调整设备运行状态,适当减小冷却水量及降低层缠平衡器张力,有效提高了小规格钢绞线的伸直性。
钢绞线;伸直性;稳定化处理;平衡器
1 引言
随着社会的发展,低松弛预应力钢绞线作为最新一代的预应力钢材,应用越来越广泛,需求量越来越大。由于基本都是用于桥梁、核岛等重点工程,因此对钢绞线的质量也提出了更高的要求。在生产过程中,小规格钢绞线相比较于大规格钢绞线,更容易发生伸直性不合格。如果伸直不合格,在施工的穿束中易造成别线或卡住的现象。伸直性不合格是绞线存在其他质量问题的表现,必须查找原因并及时解决。
在生产过程中,造成小规格钢绞线伸直不合格的原因有以下几方面:半成品钢丝的伸直性;捻制过程中钢绞线冷却的控制;捻制过程中各工装部位的运转状态;捻股捻制过程中“特殊过程”的控制;层缠张力的设定。为此笔者就造成小规格钢绞线伸直性不合格的原因及采取的预防措施进行论述,以提高产品的质量。
2 半成品钢丝的伸直性
半成品钢丝的伸直性是影响钢绞线伸直的一个因素。剪切3~5圈钢丝放到平整的地面上,钢丝放圈直径应在1.2~1.8 m,侧面翘起不应超过10 mm,不应有扭曲、缩圈及形成“∞”的现象。
2.1 模盒角度的调整
在钢丝拉拔过程中,要求钢丝与模孔要同心[1](如图1所示),模具的制造参数要符合工艺标准的要求。钢丝在通过模孔变形区时产生塑性变形,由于中心层和边缘层的流速不同,造成钢丝变形不均匀,从而会在钢丝内部形成残余应力[2]。残余应力是物体未受外力时,其内部存在的保持自身相互平衡的应力系统[3]。如果钢丝在拉拔时与模孔不同心形成偏角,则受外作用力不均匀,形成的多余的残余应力破坏了内部平衡,就会造成钢丝扭曲、缩圈及“∞”现象。这就需要调模盒角度,使钢丝垂直于模盒平面,也就是和模孔保持同心。
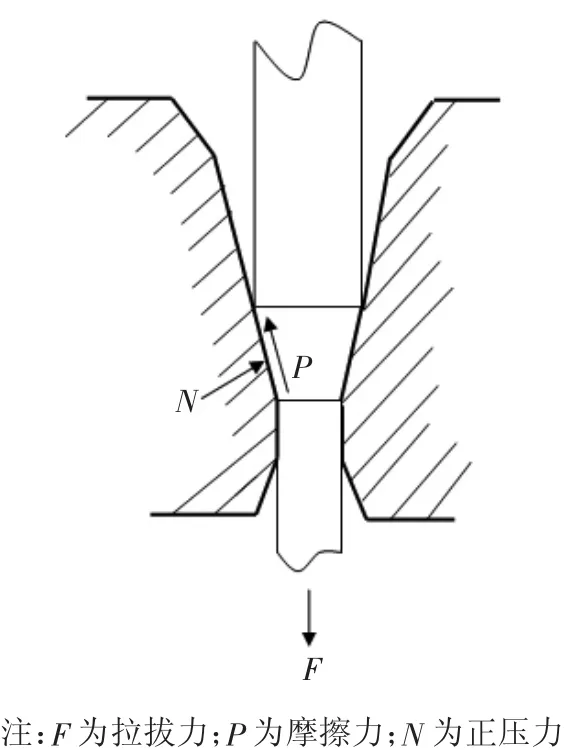
图1 钢丝在模具中的受力情况示意图
2.2 拉丝矫直辊的运行状态
拉丝矫直辊是消除钢丝因在模盒内变形产生的残余应力,同时起到矫直的作用。首先,矫直辊要能平滑运转,不能存在阻塞及不转的现象;其次,矫直辊的下压量要适中,根据钢丝的不同规格进行相应的调整,直径较大的钢丝下压量要大一点,而直径较小的钢丝下压量要小一点。下压量的标准是钢丝在上下矫直辊之间的上下位移的位置(1.2~1.5)d,d为钢丝直径[4]。
3 捻制过程的控制
目前国内低松弛预应力钢绞线稳定化处理设备大都采用感应加热张力轮式设备,如图2所示。

图2 捻股机绞线走向示意图
3.1 捻制过程中钢绞线冷却的控制
钢绞线在中频炉回火后,要经过冷却水槽进行冷却,然后再经过吹干器吹干,这是为了控制冷却时间,得到工艺要求的性能指标,保证绞线的伸直性。它主要包括两方面:冷却水量的控制和吹干器气量的控制。
3.1.1 冷却水量的控制
冷却水槽内水量的控制是钢绞线冷却效果好坏的直接因素。如果水冷喷嘴因堵塞造成喷水不畅,或水压不足造成冷却水槽内水量偏小,都会使收线轴上的钢绞线温度偏高,从而影响钢绞线的伸直性。因此在生产过程中,首先要保证水冷喷嘴不堵塞,要加强巡检力度;其次要保证要有充足的水压,这样才能保证水冷喷嘴的水流量。
3.1.2 吹干器气量的控制
吹干器的作用是利用压缩空气,吹干绞线表面的残余水分。在生产大规格绞线时,吹干器过线孔与大规格绞线配合相符,在生产中能起到吹干绞线表面残留水分的作用。但是在生产小规格绞线时,因绞线直径小,与吹干器过线孔留有较大的间隙,造成气量偏小,这样就没有完全彻底清除绞线表面的残留水分。为了避免钢绞线因表面残留水分造成绞线表面产生浮锈,操作工会将冷却水量调小,而一旦冷却水量过小,钢绞线温度就会偏高,结果影响钢绞线的伸直性。
经现场查看,水压达到0.16 MPa;气压达到0.48 MPa,虽能基本满足生产要求,但为保险起见,要求维修部门将水压提高到0.2 MPa,将气压提高到0.6 MPa。针对小规格钢绞线和吹干器配合不符的问题,根据绞线的规格制作相应配套的吹干器,确保吹干器在生产过程中的作用。同时,通过红外测温仪对出水槽后经压缩空气吹干后钢绞线表面温度进行测量,在45~57℃,符合工艺要求,如图3所示。
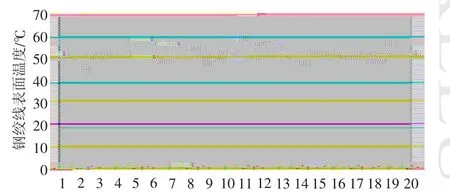
图3 吹干器后绞线表面温度
3.2 捻股捻制过程中特殊过程的控制
稳定化处理是捻股捻制中的特殊过程。捻股机在捻制钢绞线的过程中通过计算机程序对稳定化处理进行控制,可以对张力、温度及速度进行连续调整和自控,并将有关参数显示在控制台的屏幕上,便于操作工对生产线的监控,是目前自动化程度和生产效率较高的稳定化处理设备。
稳定化处理的工作原理:在稳定化处理过程中发生塑性应变时,运动位错被钢材中的C或N原子钉扎住,使之在更低的温度下难以产生塑性应变的状态(低松弛),保持通条力学性能的稳定[5]。在一定的张力下,温度的控制是关键,如果温度偏低,达不到工艺的要求,那么塑性应变不充分,就会影响钢绞线的伸直性。根据中频炉温度的变化做X-R数理统计图,通过图表可以表明设备在生产过程中炉温控制有效,满足生产需要,如图4、图5所示。
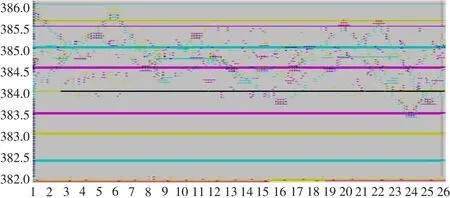
图4 中频炉温度X图
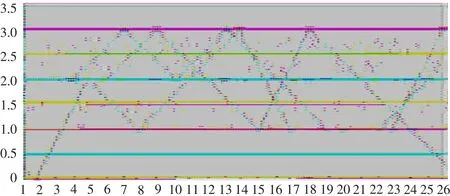
图5 中频炉温度R图
3.3 设备工况的影响
3.3.1 捻股矫直辊的调整
捻股机合拢口后矫直辊的作用是进一步消除半成品钢丝在拉丝拉拔过程中产生的残余应力,以及钢绞线在捻制过程中产生的捻制应力,并使钢绞线结构更加紧密,同时起到矫直的作用。首先,矫直辊要能平滑运转,不能存在阻塞及不转的现象;其次,矫直辊的下压量要适中,根据钢绞线的不同规格进行相应的调整,大规格钢绞线下压量要大一点,而小规格钢绞线的下压量就要小一点。下压量的标准是绞线在上下矫直辊之间的上下位移的位置(0.6~1.2)d,d为绞线直径。这样使钢绞线通过纵、横两组矫直辊,进行反弯曲及径向挤压,起到消除捻制应力的作用[6]。
3.3.2 放线阻尼
放线阻尼是指半成品钢丝在捻股机车厢内放线时受到的阻力,也就是半成品工字轮抱闸的松紧程度。在钢绞线捻制过程中,要求所有半成品钢丝的放线阻尼应保持一致。这样就能使钢绞线各半成品钢丝之间布置均匀,配合紧密,没有多余的外力,不会有起鼓的现象,保证了伸直性。此外,小规格钢绞线在生产过程中,如果放线阻尼过大,就会影响到半成品钢丝的受力,更易造成钢丝伸直性变差,进而会间接影响钢绞线的伸直性。所以在生产小规格钢绞线时,要适当调整工字轮的抱闸,降低放线阻尼。
4 层缠平衡器的调整
层缠平衡器的作用是根据设定值自动调整层缠张力的大小,消除和缓冲层线和放线之间的不同步造成的速度差。经现场检查发现,在生产小规格的绞线过程中,适当降低层缠平衡器张力,钢绞线伸直性明显好转。也就是说,层缠平衡器的调整直接影响着小规格钢绞线的伸直性。从2013年初开始,在生产小规格钢绞线时,按照上面的要求进行调整,效果良好。根据2012年以及2013年小规格钢绞线伸直性数据的统计,由原来的6~10 mm(有极少部分是10~15 mm)提高到2~7 mm。
5 结语
影响小规格钢绞线伸直性的原因很多,主要原因是捻股机矫直辊的下压量,中频炉温度的控制,冷却水槽水量的控制,以及层缠平衡器张力的调整
等。在生产过程中,尤其是在生产小规格钢绞线过程中,必须加强过程控制,保证每一道工序工况良好的生产状况,确保小规格钢绞线的伸直性。
[1]于仁伟,谢铁桥.拉丝模与润滑剂[M].北京:中国轻工业出版社,1991:112-116.
[2]徐萍,王伯健.钢丝拉拔过程中的残余应力[J].金属制品,2008(3):1-4.
[3]付学义,刘莉.残余应力的危害及对策[J].包钢科技,2006,11 (32)增刊:82-84.
[4]立健全.钢丝(绳)矫直器的选用[J].金属制品,1989(5):50-51.
[5]王福新,袁康,秦术宝,等.稳定化处理改善PC钢绞线性能机理初探[J].金属制品,1998(4):1-4.
[6]马明刚,唐章国,吴炳章.中频感应加热处理在提高航空钢丝绳疲劳性能中的运用[J].金属制品,2013(3):35-38.
Improving Straightness of Small Sized Steel Strand
CHEN Hai-xiang and HAN Wen-duo
(Tianjin Metallurgy Group Zhongxing Shengda Steel Industry Co.,Ltd.,Tianjin 301616,China)
Aiming at the problem of the unqualified straightness of small sized steel strand,investigation was made on the processes and production links of drawing,spinning and winding and found and determined main factors for the problem were the screw-down of the straightening roll of stranding machine,control over temperature at intermediate frequency furnace,control over water flow at cooling water tank and the tension adjustment of winding balancer.The straightness of small sized steel strand was effectively improved through strengthening production process control,timely adjusting the running state of equipment and appropriately reducing cooling water flow and winding balancer tension.
steel strand;straightness;stabilizing treatment;balancer
10.3969/j.issn.1006-110X.2016.02.006
2015-10-13
2015-11-02
陈海祥(1969—),男,本科,工程师,主要从事钢绞线方面的研究工作。
猜你喜欢
石家庄铁道大学学报(自然科学版)(2022年4期)2022-12-19
装备制造技术(2022年2期)2022-06-04
石材(2022年2期)2022-05-25
石材(2022年1期)2022-05-23
安徽建筑(2022年3期)2022-04-01
科技信息·学术版(2021年18期)2021-10-25
食品界(2020年4期)2020-05-03
中国重型装备(2016年4期)2016-12-19
科技资讯(2016年5期)2016-08-13
浙江大学学报(工学版)(2016年2期)2016-06-05
