
磁力泵开车不成功原因分析及处理措施
2016-09-03 08:06罗伟雄中海石油化学股份有限公司装置保运部海南东方572600
化工设计通讯 2016年5期
罗伟雄(中海石油化学股份有限公司装置保运部,海南东方 572600)
磁力泵开车不成功原因分析及处理措施
罗伟雄
(中海石油化学股份有限公司装置保运部,海南东方 572600)
分析磁力泵在检修后开车反复出现轴抱死原因,提出该磁力泵开车程序存在的问题及改进措施,成功解决了该故障,为今后同类设备出现类似故障提供参考。
甲醇;磁力泵;抱死;汽化;开车程序
80万t/a甲醇生产装置是中海油化学股份有限公司海南东方基地的化工装置,该装置采用英国DAVY工艺技术。由于磁力泵的优越性能及良好生产安全性,使磁力泵在化工生产越来越得到广泛使用,80万t/a甲醇装置就采用了10台各种规格型号的磁力泵,驱动电机匀为变频电机。2015年1月,工艺操作人员在将运行的B泵倒为A泵运行操作时,A泵抱死。检修人员随即展开检修,但检修后的泵在开车几分钟内,轴再次抱死,反复二次情况基本一样。本文就开车失败的原因及处理方法进行分析。
1 磁力泵的工艺流程及结构特点简介
精馏塔回流槽D332压力为0.7MPa的甲醇,经精馏塔回流泵J433输送到精馏塔D232顶部分馏(见图1)。磁力泵是先进的悬臂式离心泵,由电机,内磁转子和外磁转子组成。如图2所示:叶轮、泵轴、径向轴承、止推轴承和内磁缸组成内磁转子;外磁转子由外磁缸、传动轴和滚动球轴承组成;内磁缸与外磁缸之间有一个隔离套。内磁缸与外磁缸的磁力相互作用,使内磁转子在隔离套密封的工作腔内高速旋转输送液体,外磁转子的球轴承润滑为机油润滑,而内磁转子的轴承则依靠介质本身润滑和冷却。内磁转子被隔离套封闭在泵壳内,没有轴端密封,具有零泄漏、无机械密封冷却器及辅助管线等特点,在化工行业特别是易燃易爆、有毒有害介质输送场所,得到广泛采用。
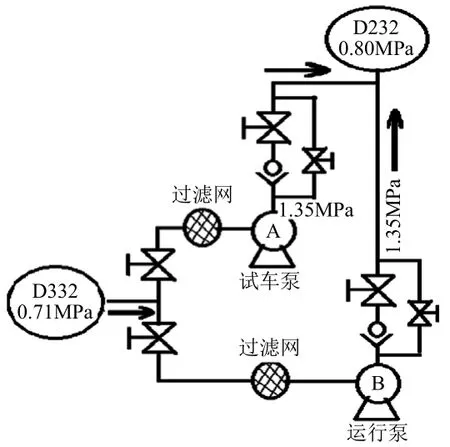
图1 磁力泵工艺流程图
内磁转子的径向和止推轴承均为碳化硅滑动轴承,在高温下烧结而成。碳化硅轴承虽然硬度很高,但一旦润滑和冷却不到位或不正常,几分钟内碳化硅轴承就因相互研磨而粉碎,造成设备严重损坏。在生产装置建成原始开车时,由于工艺介质经过一系列的静设备后,携带着各种的细微颗粒,特别是更换新的触媒,40目的泵入口过滤网不能阻挡粉状触媒粉,堵塞了润滑冷却通道而使泵严重损坏,这种情况在装置试车初期,磁力泵曾发生过几次的。
那么,甲醇是如何润滑和冷却磁力泵内磁转子轴承的呢?如图3所示,首先一根管道将甲醇从泵出口引入泵盖内通道A,进入轴承支架内部后,分B、C、E三路,其中C、E二路分别进入前后轴承,E路甲醇进入前轴承,经润滑和冷却直接回到泵叶轮背侧,C路进入后轴承,经润滑和冷却后流到轴承支架和内磁缸之间腔体内;另一路,B路甲醇从轴承支架通过轴侧上的四个直径为¢10mm 的孔,进入直径为¢16mm长度约300mm的轴中心孔通道后从轴头后端流出,来到内磁缸与隔离套的轴向缝隙里,接着180°折返,带着内磁缸和外磁缸相互作用产生的热与B路会合形成D路,一起流入叶轮背面,最后从叶轮平衡孔流回叶轮入口。润滑冷却液通道的入口在泵的出口,出口在泵的入口,泵正常工作情况下,出口压力为1.35MPa,入口压力为0.71MPa,出口与入口的压力差使介质产生流动而不断循环、不断更新。为了保证介质在这过程中不断循环,带走轴承产生的摩擦热,磁力泵在启动及运转中严禁小流量状态下运行,设备操作手册特别强调出口阀不能完全关闭,必须确保有最小1/4的开度。这是磁力泵与普通离心泵启动时的不同之处。

图2 磁力泵结构图

图3 磁力泵润滑流动图
2 磁力泵故障发生过程
2015年1月17日,工艺在倒泵开车过程中,发生A泵传动轴抱死盘不动车,根据经验,磁力泵传动轴抱死,基本上都是内磁转子抱死,而内磁转子抱死都是碳化硅轴承损坏造成。经解体检修故障泵,发现碳化硅轴承损坏,特别是后轴承损坏较重。磁力泵检修过程是严格按程序进行的,第二天下午完成检修后,按工艺开车程序试车,但启动不到一分钟,泵体发出异常的响声而采取紧急停泵措施。
断开联轴节后,泵轴盘不动,再次解体检查发现,后径向轴承和止推轴承已经损坏。判断可能是灌泵排气不彻底,隔离套内有空气,致使润滑、冷却不到位,碳化硅轴承旋转产生的摩擦热,使液态甲醇迅速汽化为汽态甲醇,汽态甲醇封住润滑通道进出口,缺乏冷却润滑液的碳化硅轴承即刻损坏。为了确保开车前隔离套内的空气排尽,技术人员想出了从泵体到隔离套法兰一直钻通,然后在隔离套法兰上加工管螺纹并安装1/2〃仪表阀(见图3),作为磁力泵工作腔内的排汽阀,此举也得到厂家现场技术员认可。经改造加装排气阀的磁力泵,已能够确保灌泵排气彻底,随即按程序进行试车,但很快磁力泵再次因泵发出异常响声而被迫停泵。
解体检查发现同样也是后轴承损坏,特别是止推轴承损坏较严重,这是轴向力过大引起。前轴承未损坏,应该是泵在发出异常响声后,操作人员及时停泵未造成更严重后果。

图3 加装的排气阀
3 磁力泵故障原因分析
磁力泵二次开车匀失败后,不得不重新审视检修和开车到底哪个环节出了问题。厂家现场技术员之前曾多次和维修人员一起检修,厂家技术员认为整个检修过程的程序很规范,质量控制很到位,检修质量是没有问题的。
如果检修质量没有问题,那么就是开车环节了。通过对磁力泵结构特点,及设备操作手册要求和现场开车程序的梳理,初步认为问题应该出在开车方面。见图1,普通离心泵即轴端密封为机械密封的开车程序:B为运行泵,A为检修好的试车泵,操作人员首先将A泵出口阀关闭,将入口阀缓慢打开进行灌泵,入口压力低的可打开出口旁路阀灌泵,同时打开高处排气阀排气,之后关闭旁路阀,盘车检查正常后启动A泵,当出口压力正常后,缓慢打开A泵出口阀,同时关闭B泵出口阀。待A泵正常运行后,才关停B泵。
磁力泵的内磁转子是依靠介质本身来润滑冷却的,设备操作手册强调,任何情况下不允许小流量运行,特别是严禁出口阀处于关闭状态,因为当泵的流量为零时,叶轮所吸收的功率就转变为热能传给所输送的介质,这将使甲醇汽化,缺乏润滑液的碳化硅轴承将很快磨损并损坏,因此要求,磁力泵启动前出口阀先开启1/4。众所周知,化工装置工艺流程特点是连续、稳定的运行,工艺人员在倒泵和试车操作时,为保险起见及确保工艺的运行稳定性,通常要求试车泵运行正常后,才关停另一台泵。问题就出在这里,见图1,首先看泵入口管道设计,A、B泵共用一根入口管线,如果B泵运行状态下启动A泵,势必出现二台泵抢流量而造成入口流量不足,而B泵的转速一直处于正常运转状态,并且磁力泵是变频电机驱动,启动过程是个逐步升速的过程,在这段时间里,正在启动的A泵由于转速较低,入口流量抢不过正常运行的B泵。再看出口管道的布局,A、B泵出口管线也是汇合到一根管线上,正常运行的B泵出口压力高达1.35MPa的甲醇,完全将A泵出口止逆阀死死顶住,只有A泵出口压力也达到1.35MPa才能顶开止逆阀。因此,在A泵止逆阀打开之前这段过程的时间里,A泵一直处于无流量运行,此时泵的流量虽然为零,但叶轮所作的功并不为零,这使叶轮作功产生的热能及碳化硅轴承摩擦产生的热能,全部给甲醇吸收,吸收大量热能的液体甲醇,温度一旦超过饱和汽化温度将迅速汽化,无液体润滑的碳化硅轴承很快损坏。不断膨胀的汽态甲醇,使转子轴向力变大,同时电机升速的过程也使转子轴向力加大,二个变大的轴向力叠加,造成后止推轴承片最先损坏。假如B泵处于停止状态会是什么情况?首先,二台泵就不会出现入口争抢流量的情况,而且A泵的出口止逆阀的压力就不是B泵的出口压力1.35MPa,只要达到精馏塔D233的操作压力0.8MPa,A泵就可顶开出口止逆阀。计算可知,停B泵再启动A泵,泵只需要升压0.8-0.71 =0.09MPa(约1kg/cm2);而不停B泵就启动A泵,泵则需要升压1.35-0.71 =0.64MPa(约6.5kg/ cm2),B泵停和不停二种情况下启动A泵,打开止逆阀二者的压力相差约6倍。因此,该磁力泵不能按普通离心泵操作程序进行倒泵和开车。
为什么其他磁力泵就没有出现在倒泵过程轴抱死的情况呢?首先要清楚甲醇的一个物理特性,在大气压0.101 3MPa (760mmHg)时,即一个标准大气压下,精甲醇的汽化温度64.7℃。从表1可以看到,前三台磁力泵的介质为粗甲醇,成分含各种杂质和水,含杂质和水粗甲醇汽化温度应该比精甲醇的要高。再看后二台,精馏塔回流泵J433和回收塔回流泵J436的介质都是精甲醇,但J433的入口温度远远超过J436的入口温度,而且是汽化温度64.7℃的二倍,高达123℃。当泵启动时,不合理的启动程序,会造成入口流量不足,特别是出口止逆阀关闭状态下,易诱使高温液态甲醇汽化,造成碳化硅轴承损坏,这应是J433开车时容易发生故障的原因之一。

表1 磁力泵性能参数表
4 故障原因及采取措施
通过现场勘察和设备操作手册仔细研究,找到精馏塔回流泵J433检修开车易发生抱轴的原因,主要是设备开车程序上的原因,采取了普通离心泵操作程序进行倒泵和开车,结果会产生磁力泵维护操作手册中,禁止小流量或无流量状态运行情况发生。
改进的开车及倒泵程序:见图5。①利用管道上最高排汽阀或在泵体上加装的排汽阀彻底灌泵排汽;②由于介质温度太高,适当进行暖泵;③进口阀保持全开状态,泵出口已经有止逆阀,所以出口截止阀也全打开(说明:A/B是带连锁自动控制启动的,二台泵正常情况下,进/出口截止阀都处于开户状态,只有检修需要置换和隔离介质,才关闭进/出口截止阀);④盘车检查无卡涩现象,同时也能搅动液体,排气更有利;⑤特别强调,只有当运行泵按操作程序停止运行后,才能开始启动试车泵。

图5 开车/倒泵程序方块图
5 结束语
按改进后的开车程序及一些辅助措施,磁力泵J433终于顺利启动了,并投入生产装置中。这次故障的成功处理,解决了生产困扰的问题,消除了给生产造成的不稳定因素,为今后出现类似故障提供解决思路。
Magnetic Drive Pumps Unsuccessful Cause Analysis and Treatment Measures
Luo Wei-xiong
The magnetic pump after overhaul drive shaft locking recurring reasons,the proposed magnetic drive pump problems and procedural improvements,the successful resolution of the failure to provide a reference for future similar equipment similar failure.
methanol;magnetic pump;lock;vaporization;startup procedure
TQ051
B
1003-6490(2016)05-0005-02
2016-04-25
罗伟雄(1972—),男,广东兴宁人,机械维修高级技师/机械工程师,中海石油化学股份有限公司现场技术指导。
猜你喜欢
中学生数理化·八年级物理人教版(2022年10期)2022-11-10
材料与冶金学报(2022年2期)2022-08-10
中国交通信息化(2022年4期)2022-06-17
核科学与工程(2021年4期)2022-01-12
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
中国交通信息化(2020年7期)2021-01-14
动漫星空(兴趣百科)(2018年5期)2018-10-26
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
