
基于PLC的三自由度气动机械手控制系统设计
2016-09-01 08:01刘世勋吕明珠王振龙杜桐
电气开关 2016年1期
刘世勋,吕明珠,王振龙,杜桐
(1.中认(沈阳)北方实验室有限公司,辽宁 沈阳 110164; 2.辽宁装备制造职业技术学院自控学院,辽宁 沈阳 110161)
基于PLC的三自由度气动机械手控制系统设计
刘世勋1,吕明珠2,王振龙1,杜桐1
(1.中认(沈阳)北方实验室有限公司,辽宁沈阳110164; 2.辽宁装备制造职业技术学院自控学院,辽宁沈阳110161)
以自动化生产线中常用的三自由度气动机械手为研究对象,详细阐述了系统的组成和工作原理,并设计出可行的气动控制回路。在软件设计方面,以西门子S7-200PLC作为控制核心,采用步进控制指令完成了顺序功能图的绘制和梯形图程序的编写。实践证明,该控制方案可以实现气动机械手的高效、平稳、可靠运行。
三自由度;气动机械手;S7-200PLC;步进控制指令
1 引言
随着现代工业自动化程度的提高,机械手被广泛应用于加工制造、汽车装配、食品包装等领域[1]。机械手是一种通过软件编程来控制其运动方式和轨迹的多自由度机械设备[2],而气动机械手是采用气压传动驱动的机械手,由于以压缩空气作为工作介质,因而具有结构简单、动作灵活、占地空间小、控制精度高、易于维护、节能、对环境无污染等突出优点[3]。机械手不仅可以减轻劳动者的劳动强度、提高生产效率,还能在恶劣条件下操作以保护人员安全[4]。机械手最核心的部分是控制系统,本文主要介绍了基于西门子S7-200系列PLC对三自由度气动机械手的控制系统设计。
2 系统组成及工作流程
本机械手的执行终端为机械手臂和手爪,均为气压驱动[5],如图1所示。其中,机械手臂又分为水平臂和垂直臂,水平臂控制机械手的伸出和缩回动作,垂直臂控制机械手的上升和下降动作,搬运时机械臂可以实现右旋和左旋动作,因此本机械手可以实现3个自由度控制。
为了保证控制的可靠性,手臂部分采用了双电控的二位五通电磁阀实现方向控制,另外,我们希望旋转时它能在任意位置上停止,因此旋转动作采用双电控的二位五通电磁阀控制,执行元件则采用了双作用气缸实现手臂的伸缩、升降和左右移动,手爪部分则采用单电控电磁阀实现夹紧和松开,其气动部分原理图如图2所示。
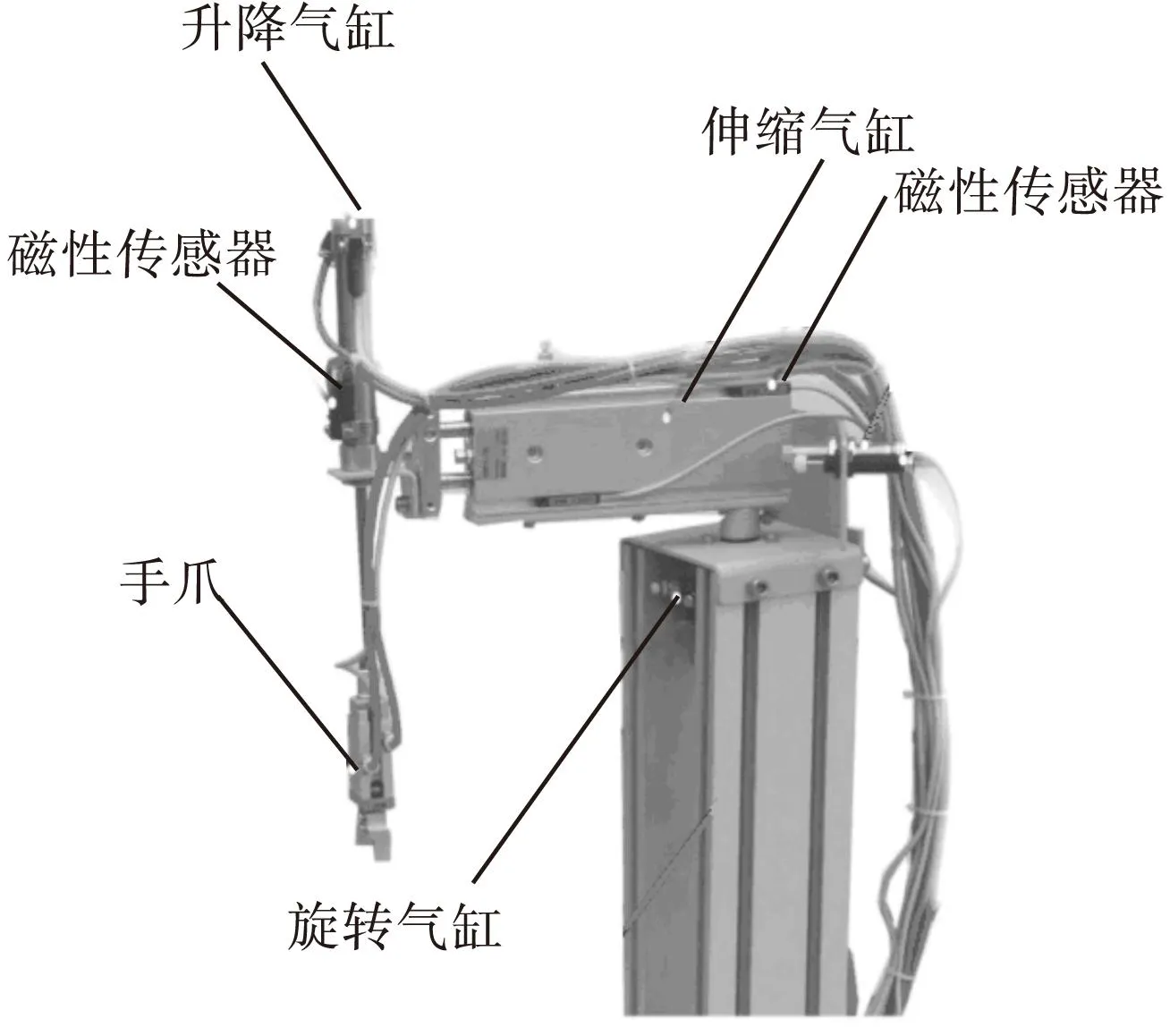
图1 气动机械手结构图
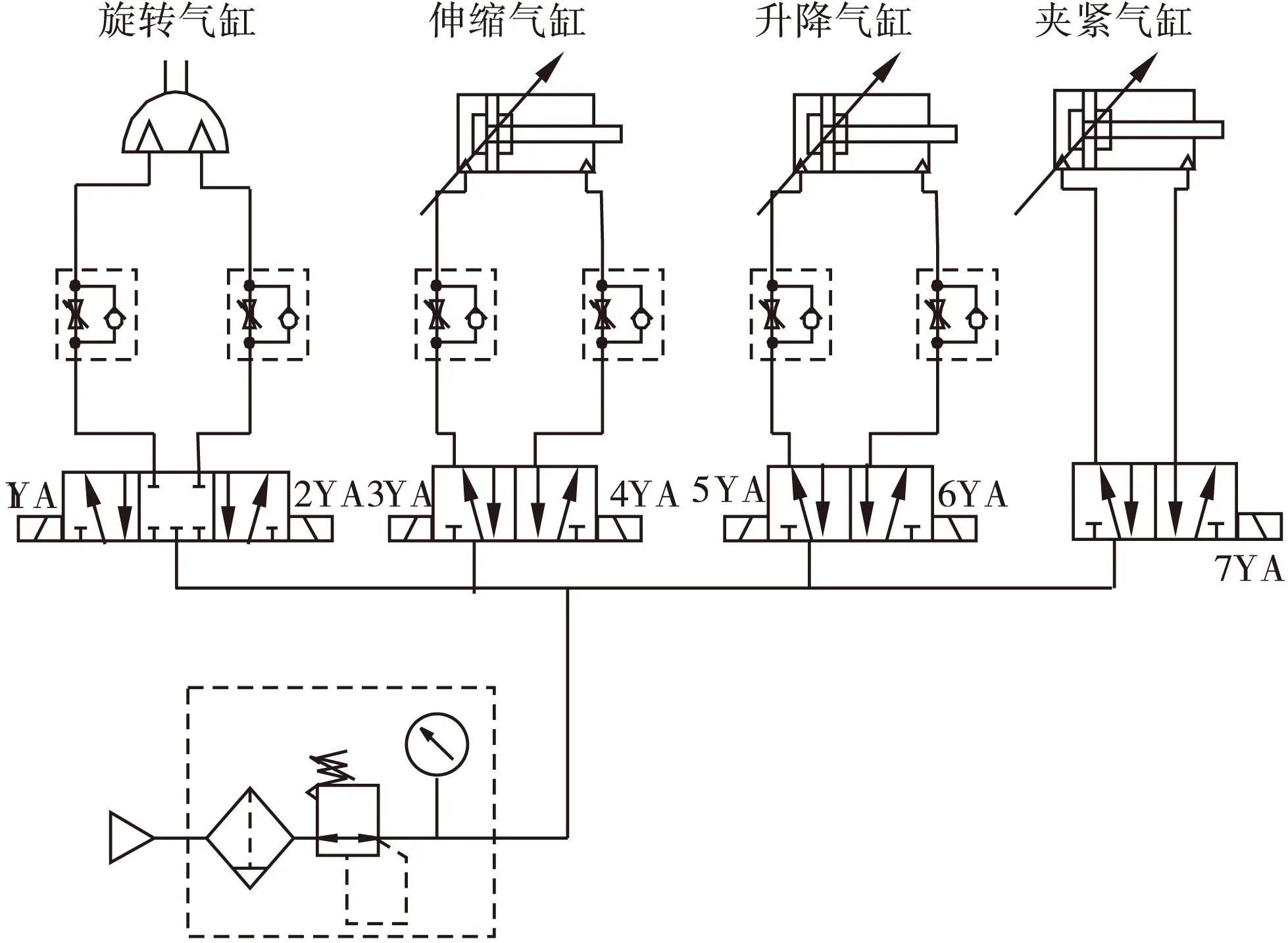
图2 气动部分原理图
还有物料工作台可以将工件送至工作位,便于机械手实现工件的抓取,由单控电磁阀配合物料提升气缸实现控制,其结构如图3所示。
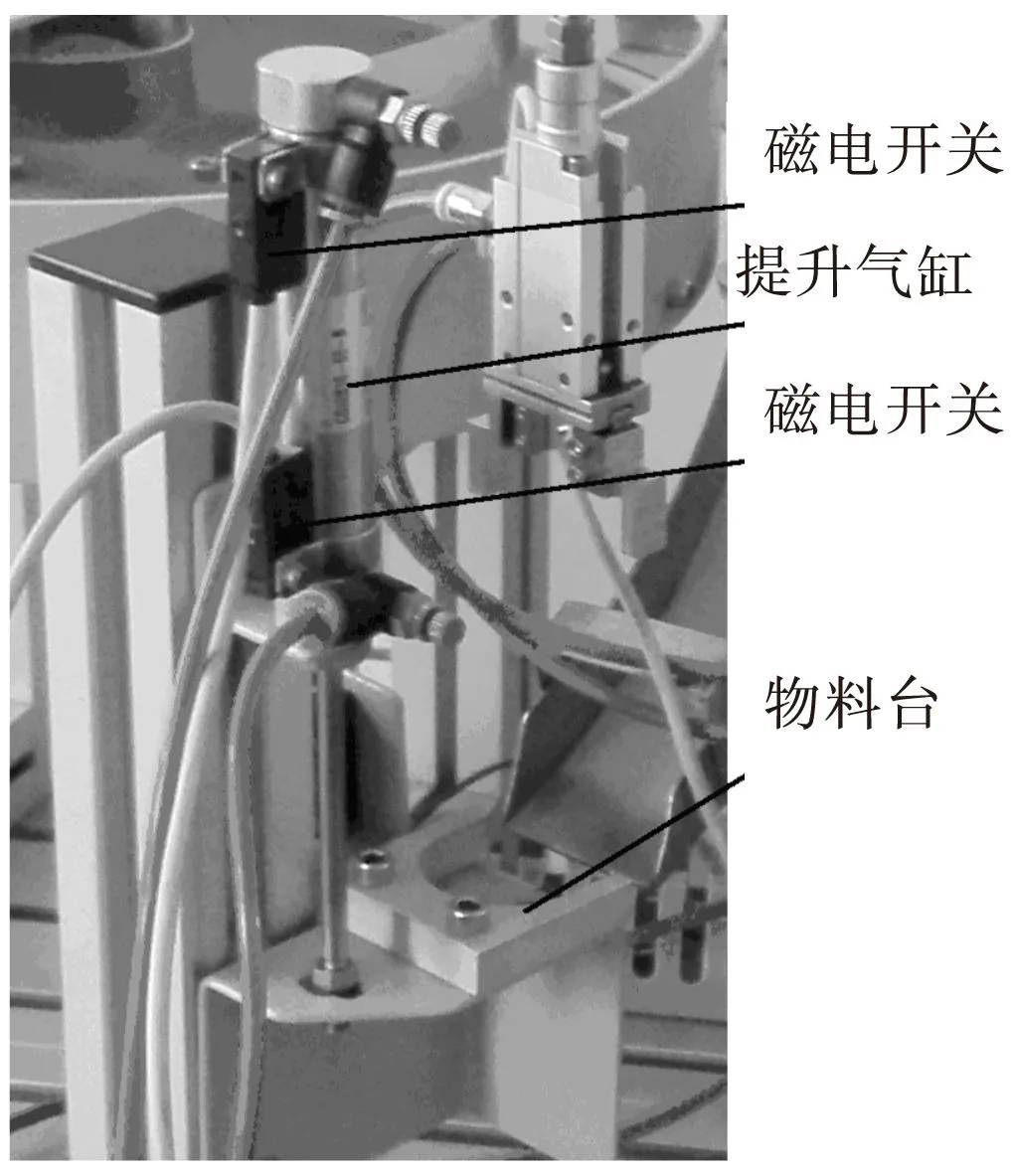
图3 物料工作台结构图
另外,为了提高控制精度,在气动机械手各个工作位置及终端均安装了传感器[6],如在物料台上安装了光电传感器用来检测有无工件,在手臂气缸的伸出、缩回、旋转终端各安装了限位磁性传感器防止运动超程,在手爪部分也安装了磁性传感器用来感知工件是否夹紧,再加上物料提升气缸的上下限位磁电开关,本机械手系统上共有10个信息输入采集点。
本气动机械手主要在工业现场中完成工件在不同地点的搬运功能,其工作流程如下:原位→水平臂伸出→垂直臂下降→夹紧工件→垂直臂上升→水平臂缩回→右行→水平臂伸出→垂直臂下降→下放工件→垂直臂上升→水平臂缩回→左行,完成一个周期的动作。
3 PLC控制设计
3.1PLC的地址分配
在控制系统的选取上,采用了目前使用比较普遍、性价比较高的西门子S7-200系列PLC,输入点数与传感器的数目相对应,总共有10点,而输出点数与电磁阀相对应,总共有8点,这样本机械手的输入、输出点数分配如表1所示。

表1 气动机械手PLC I/O地址分配表
3.2软件设计
机械手的动作是上电后处于原位,原位时机械手位于左边,水平臂为缩回状态,垂直臂保持上升状态。由于各手臂均采用双向电控阀控制,初始时可置位保持原位状态;当工作台检测到有工件时,物料提升气缸上升至上限位处,然后伸缩气缸伸出至前限位点,接下来升降气缸下降至下限位点,再由手爪夹紧工件,下一个动作是升降气缸上升至上限位点,然后是伸缩气缸缩回至后限位点,之后机械手右行至右限位点,右行到位后,物料提升气缸下降至下限位处,伸缩气缸在伸出至前限位,然后升降气缸再下降至下限位,下一步是手爪放松下放工件,完成工作的搬运。接下来,机械手应返回原位,即手臂先上升再缩回然后左行至左限位点。到此,气动机械手完成了一个工作周期,若工作台再检测到有工件时,则可立即进入下一循环。
必须指出,为了让每一个工作步执行到位之后再进入下一动作,在设计时应考虑加入一定的等待时间,如1s。
由于机械手的动作是按照顺序进行的,故可采用S7-200系列PLC的步进控制指令来编写控制程序,其顺序功能图如图4所示,有了此功能图就可以很方便地转换为梯形图程序,部分程序如图5所示。
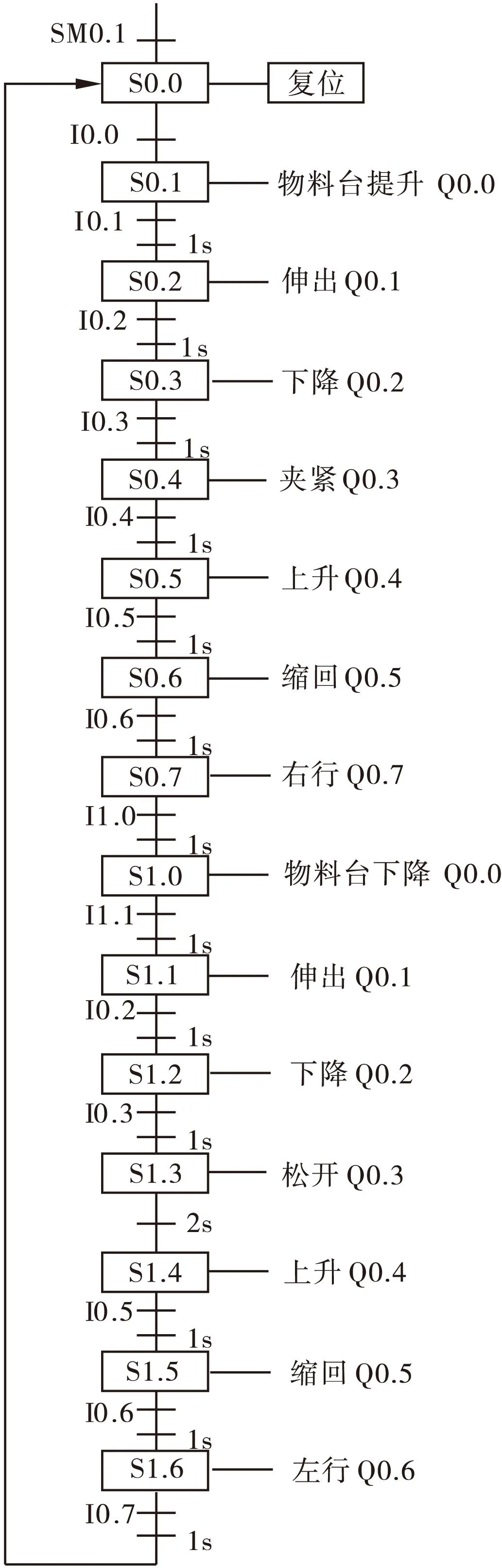
图4 PLC顺序功能图
4 结束语
通过S7-200系列PLC实现了对三自由度气动机械手的控制系统设计,完成了自动化生产线上对于机械手的搬运功能的要求,该控制程序具有运行可靠性高、平稳性好、修改容易等特点,有较强的实际应用意义。
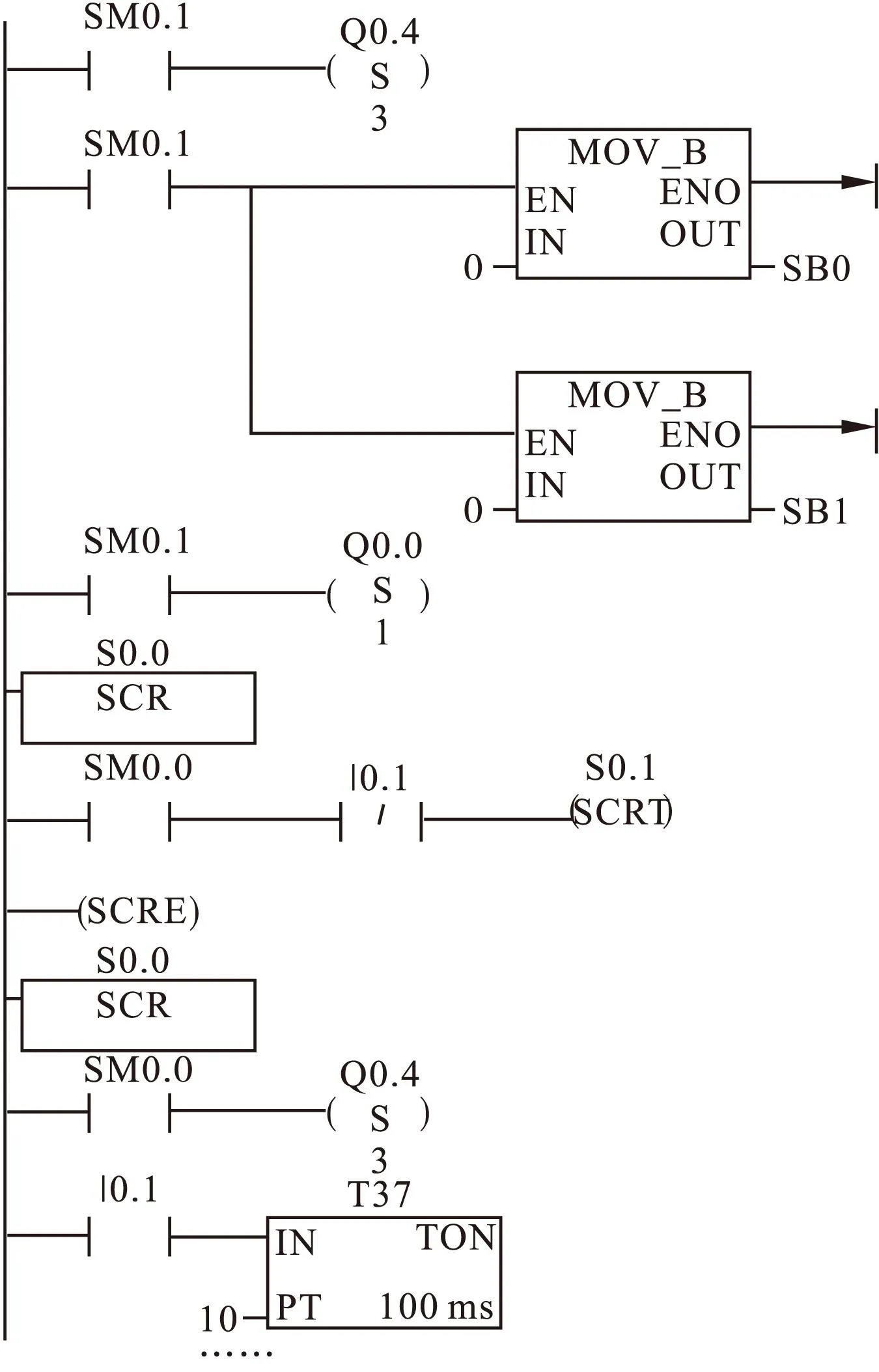
图5 部分PLC控制程序
[1]范金玲.基于PLC的气动机械手控制系统设计[J].液压与气动,2010,7:36-37.
[2]王月芹.基于PLC的机械手控制系统设计[J].液压与气动,2011,9:41-42.
[3]关明,周希伦,马立静,等.基于PLC的机械手控制系统设计[J].制造业自动化,2012,7(下):120-121.
[4]李坚雄.基于PLC的机械手爪控制系统设计[J].机电技术,2010,1:105-106.
[5]陆振先,袁 凯,曹琼兴,等.基于PLC的两自由度并联机械手控制系统研究[J] .徐州工程学院学报:自然科学版,2014,29(1):67-71.
[6]齐继阳,吴倩,何文灿,等.基于PLC和触摸屏的气动机械手控制系统的设计[J].液压与气动,2013,4:19-21.
Design of Three Degree of Freedom Pneumatic Manipulator Control System Based on PLC
LIU Shi-xun1,LV Ming-zhu2,WANG Zhen-long1,DU Tong1
(1.CQC North Laboratory (ShenYang)Co.,Ltd.Liaoning Shenyang 110164,China; 2.Department of Automatic Control,Liaoning Equipment Manufacturing Professional Technology Institute,Liaoning Shenyang 110161,China)
The three degree of freedom pneumatic manipulator used in automatic production line was studied in this paper.The composition and working principle of the system were described in detai,and then the feasible pneumatic control circuit was designed.As to software design,the paper took the SIEMENS S7-200 PLC as the control core,the sequential function chart and the ladder-shaped program were drawn by using the step control instructions.The practice proves that the system has run efficiently,steadily and reliably with the measures metioned.
three degree of freedom;pneumatic manipulator;S7-200PLC;step control instructions
1004-289X(2016)01-0038-03
TP241
A
2015-12-28
刘世勋(1980-),男,辽宁沈阳人,研究生学历,硕士学位,工程师,主要从事机电产品的检测和研究;
吕明珠(1980-),女,辽宁沈阳人,研究生学历,硕士学位,讲师,主要从事电气工程和自动控制领域的教学和研究。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
哈尔滨轴承(2020年4期)2020-03-17
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
制造技术与机床(2018年11期)2018-11-23
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17
河北农机(2017年12期)2018-01-20
荣誉杂志(2017年7期)2017-08-23
制造技术与机床(2017年4期)2017-06-22
