
一种筒类锻件工艺优化
2016-08-16 10:31赵达
大型铸锻件 2016年4期
赵 达
(中国第一重型机械股份公司铸锻钢事业部水压机锻造分厂,黑龙江161042)
一种筒类锻件工艺优化
赵达
(中国第一重型机械股份公司铸锻钢事业部水压机锻造分厂,黑龙江161042)
根据产品形状特征,利用已有附具实现异型筒体锻造工艺优化,减少加工余量,降低生产成本。
筒类锻件;锻造工艺;优化
产品为某水轮机大轴的轴身,零件形状不同于常规筒类锻件,外圆有变径且落差较大。尺寸如图1所示。
根据以往的经验,该产品只能锻成外径一致等壁厚的长筒类锻件。减少加工余量,提高锻件质量是我们必须要解决的一道难题。
文章以该产品为例,讲述如何利用现有附具且合理的锻造异型锻件的方法的研究。
1 优化前的锻造工艺
1.1锻件图
锻件图如图2所示。
1.2锻造工艺参数
锻造工艺参数如表1所示。
1.3锻件变形过程
锻件变性过程如表2所示。
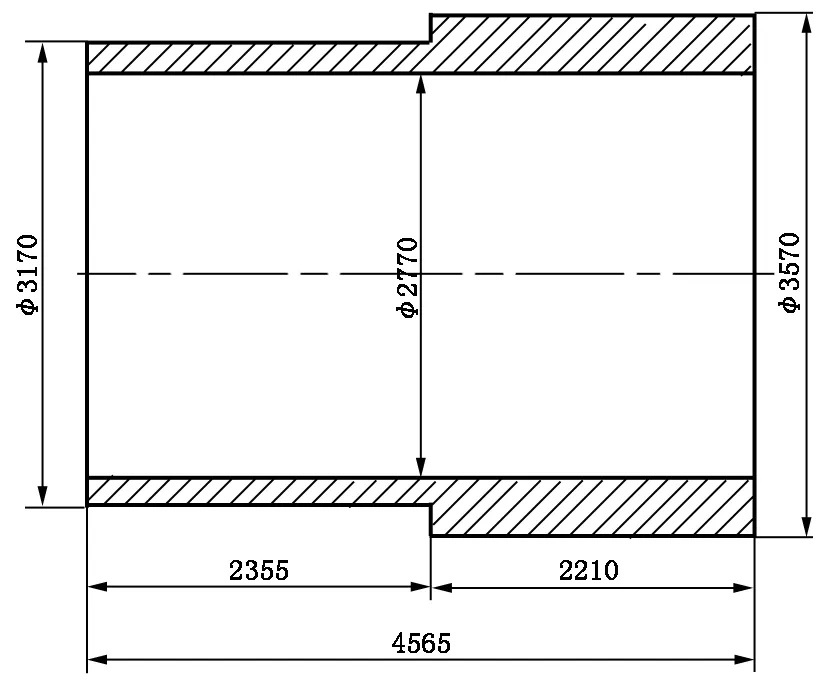
图1 水轮机轴轴身尺寸图Figure 1 The dimension sketch of turbine shaft body

图2 锻件图Figure 2 The forging drawing表1 锻造工艺参数Table 1 Parameters of forging process

锻件重/t锭型/t利用率(%)锻件最小壁厚/mm202.3936057480
2 优化工艺思路分析
(1)传统的锻造方法虽然可行,但是显然不适合激烈的市场竞争。优质高效的锻造出成本最低的锻件,才能实现更大的利润空间,同时也为赢得更多的市场订单提供有力保障。
(2)利用设备优势。随着150MN水压机正式投入使用,大锻件的生产能力大幅度提高。150MN水压机为生产优质锻件提供了最有利的先决条件。
(3)最终工艺方案确定。减少外径的余量就需要将该产品的变径锻出,这正是最大难点。若投制专用附具,生产成本将会增加,而且附具生产制造还需要一定周期,易导致产品交货期无法保证。
保证产品质量且缩短生产周期,利用现有附具制定新的合理的工艺方案来争取利益最大化是唯一出路。
3 优化后的锻造工艺
3.1锻件图
锻件图如图3所示。
3.2锻造工艺参数
锻造工艺参数见表3。
3.3锻件变形过程
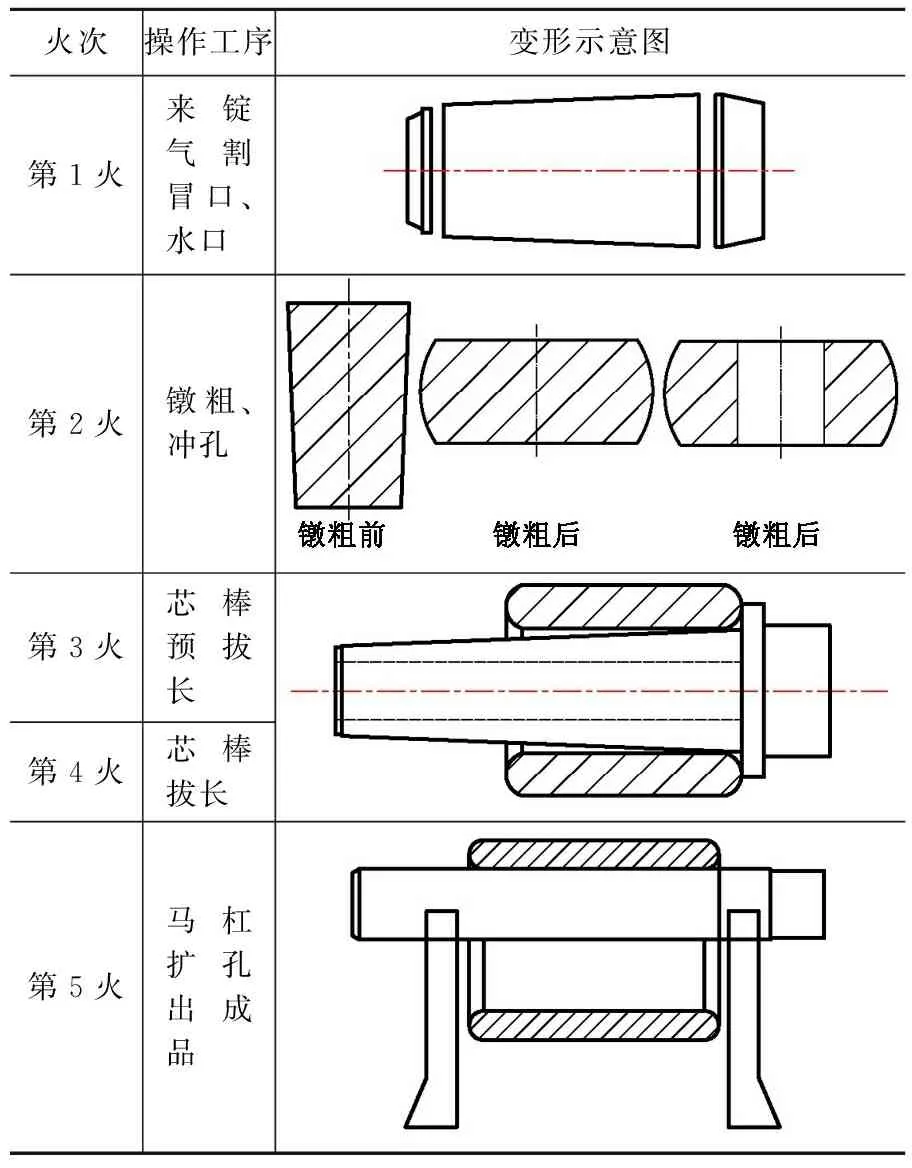
表2 锻件变性过程Table 2 The deformation process of forging
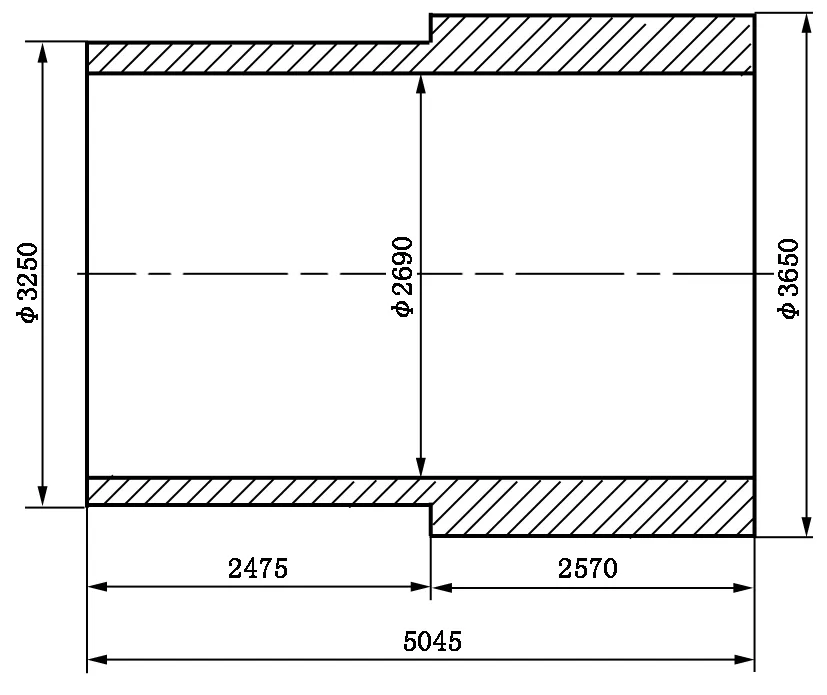
图3 优化后的锻件图Figure 3 The optimized forging drawing表3 优化后的锻造工艺参数Table 3 Parameters of optimized forging process

锻件重/t锭型/t利用率(%)锻件最小壁厚/mm157.3727258T大=480,T小=280

表4 优化后的锻件变性过程Table 4 The optimized deformation process of forging
锻件变性过程见表4。
3.4操作要点
与传统的锻造方案相比较,前三火的锻造工序基本一致,但后续火次区别较大。所以在操作过程中必须注意以下几点。
3.4.1芯棒拔长下料
(1)精确排料保证拔出外圆台阶同时满足外圆高度差值及长度方向尺寸的要求。
(2)在拔长下料时要保证压下量的均匀性,避免端面出现长短面等不利因素。
(3)长度满足工艺要求即可,其余留量全部保留在直径方向。
3.4.2马杠预扩孔
缺少专用扩孔砧是本火次最大的难点。鉴于平时工作经验的积累,我们对本火次的附具进行
了巧妙的借用。依据产品尺寸特点,采用砧板分段扩孔的方法进行预扩。
但是由于外圆两个直径过渡部分落差达200mm,压下量控制不合理会导致扩孔盲区,即过渡部分外径小于其他部分外径。使锻件∅3 250mm侧的端面出现喇叭口[1],控制压下量及锻造温度是关键。
3.4.3平砧扩孔出成品
本火次需要根据预扩孔后的尺寸确定工艺参数。本火次主要工作为利用1 200mm宽上平砧单扩过渡圆角部分至工艺要求。
4 结论
(1)优化前后锻件余量发生了巨大变化,锻件重量及锭型明显降低,每件锻件重量减少45.02t,经济效益非常可观。
(2)减少了专用附具的投置,大幅度的降低生产制造成本。
(3)在保证产品质量的前提下减少了加工余量,有效的缩短了生产周期。
(4)近两年的锻件市场一直处于低迷状态,只有充分的发挥自身的设备、附具等资源优势及采用合理的制造工艺,才能真正做到保证产品质量的同时降低制造成本,缩短制造周期,提高合同履约率。为公司提高市场竞争力提供更有力的支持。
[1]刘贺. 超大型变截面内孔空心主轴锻件锻造工艺研究[J].大型铸锻件,2015(6):39-41.
编辑杜青泉
ProcessOptimizationforaKindofShellForging
ZhaoDa
Accordingtotheshapefeaturesofproduct,byadoptingtheexistingauxiliaryappliance,theforgingprocessofspecialshapeshellhasbeenoptimized,soastoreducethemachiningallowanceandtheproductioncost.
shellforging;forgingprocess;optimization
2016—03—17
TG316B
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
热处理技术与装备(2022年5期)2022-10-26
河北理科教学研究(2022年2期)2022-09-17
一重技术(2021年5期)2022-01-18
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
世界有色金属(2019年7期)2019-06-11
制造技术与机床(2018年11期)2018-11-23
