真丝/T400新弹缎脱胶染色一浴法工艺研究
2016-08-11 08:11:47王晓芳余志成
丝绸 2016年4期
王晓芳,王 彩,吴 岚,应 乐,余志成
(1.达利(中国)有限公司研发中心,杭州 311231; 2.浙江理工大学 材料与纺织学院,杭州 310018)
真丝/T400新弹缎脱胶染色一浴法工艺研究
王晓芳1,王彩1,吴岚1,应乐2,余志成2
(1.达利(中国)有限公司研发中心,杭州 311231; 2.浙江理工大学 材料与纺织学院,杭州 310018)
摘要:真丝是天然蛋白质纤维,T400是新型弹力纤维。将真丝与T400交织,能使真丝织物的抗皱性、尺寸稳定性、耐磨性得以改善。文章针对真丝/T400新弹缎的染色工艺流程长、蚕丝易受损、分散染料易对真丝沾色等染整问题,采用真丝脱胶和分散染料染色一浴法工艺解决。研究了真丝脱胶和分散染料染色的适宜温度及pH值,通过研究pH值和分散染料结构对真丝沾色性能的影响,并结合酸性还原或碱性还原清洗,以减轻对真丝的沾色,使真丝/T400新弹缎保持良好的风格及服用性能,对实际生产具有良好的指导意义,可为新型真丝产品的开发提供借鉴。
关键词:T400纤维;真丝;一浴法;染色
含弹性纤维衣物贴合人体体型,迎合了人们对舒适性的要求。T400是一种新型复合弹性纤维,由热收缩率不同的两种组分PET和PTT通过并列复合纺丝获得,具有自然卷曲能力、可提供优良弹性的纤维[1],克服了氨纶在耐高温、耐碱、耐氯性能方面的缺点。蚕丝是天然蛋白质纤维,素有“纤维皇后”和“人体第二肌肤”美称,外观轻柔、飘逸,并且护肤、保健。以桑蚕丝作经,纯或含T400纤维作纬,制成双(多)组分纤维织物,可集蚕丝纤维和合成弹性纤维优点于一身,改善蚕丝织物尺寸的稳定性、耐磨性和抗皱性。
目前,虽然有研究者对真丝/T400织物进行了相关研究,但较少。马旭红[2]探讨了绢丝/T400长丝交织物织造生产工艺;专利CN200810244375[3]以纯棉作经、以真丝和T400混纺纱作纬,提供了一种筒子纱染色、织造、后整理方法;专利[4-6]分别公开了棉/T400、天丝/T400、竹/涤/T400新型织物。宋心远[7]对新型弹力纤维PTT的性能及PTT纤维纺织品染整加工中存在的问题进行了介绍。梅士英等[8]概述了真丝/涤纶纺织品的染色方法。程中浩等[9]对涤纶/真丝针织绸使用两浴法染色,即先染涤纶后染真丝。汪澜等[10]采用两浴法染真丝/涤纶织物,在高温高压分散染料染涤纶的同时对真丝脱胶,然后还原清洗,再酸性染料套染真丝。唐人成[11]也探讨了两浴法对真丝/涤纶交织物染色,并探讨了一浴两步法,即先分散染料高温染涤纶同时真丝脱胶,再降温加碱,使活性染料在真丝上固着。但是,未见真丝/T400织物一浴法染色工艺的研究报道。
在真丝/T400织物一浴法染色工艺研究中,对于真丝组分染浅色时采用了分散/活性染料一浴一步法工艺;对于真丝组分染深色时采用了分散/活性染料一浴两步法工艺;对于真丝组分留白仅T400组分染色时则采用了真丝脱胶和分散染料染色一浴一步法工艺。本文重点研究了真丝/T400新弹缎真丝脱胶和分散染料染色一浴法工艺,确定了脱胶染色的适宜条件,并主要针对分散染料容易对真丝产生沾色的问题,研究了pH值和分散染料结构对真丝沾色性能的影响,结合酸性还原清洗和碱性还原清洗,为真丝/T400织物脱胶染色一浴法工艺提供了指导,并成功开发出真丝/T400新弹缎产品,实现产业化生产。
1 实 验
1.1材料与仪器
织物:100%桑蚕丝织物、100% T400织物、五枚缎组织的新弹缎(经线22.2~24.4 dtex真丝,纬线83.3 dtex T400长丝),达利丝绸(浙江)有限公司。
化学药剂:碳酸钠、小苏打等为分析纯,保险粉、元明粉等为化学纯,高温匀染剂LEVEGAL LPA为工业级(拓钠化学有限公司),丝素保护剂(工业级,浙江日华化学有限公司),净洗剂209(工业级,杭州科成化工有限公司),酸性还原剂色乐康P-ACT(工业级,德司达有限公司)。
分散染料:分散红玉ETD、分散翠蓝ETD、分散黑ETD、分散红AC-E、分散黄AC-E、分散蓝AC-E、分散红玉S-3B、分散橙S-G、分散蓝S-2G等(德司达有限公司)。
仪器:HH-6型数显恒温水浴锅(常州国华电器有限公司),BF-A12型红外染色机(瑞士Mathis有限公司),R-3型热定型小样机(广州鸿靖实验设备有限公司),SF600型电脑测配色仪(美国Datacolor公司)。
1.2测试方法
1.2.1真丝脱胶与分散染料染色一浴法工艺研究
1)确定T400纤维染色温度的工艺:50 ℃入染,以1 ℃/min分别逐渐升温至所需温度100、110、120、130 ℃,保温60 min。
染色配方:分散红玉ETD相对织物质量分数为1.5%(o.w.f),高温匀染剂LEVEGAL LPA质量浓度为2 g/L。
2)确定一浴法pH值的工艺:室温入染,以2 ℃/min逐渐升温至所需温度120 ℃,pH值分别为6.0、6.5、7.0、7.5、8.0、8.5、9.0,处理时间60 min。
1.2.2分散染料对真丝的沾色
分散染料相对织物质量分数为1%(o.w.f),高温匀染剂LEVEGAL LPA质量浓度为2 g/L,温度120 ℃,时间60 min,浴比1:50。
1.2.3还原清洗
酸性/碱性还原剂质量浓度为2.0 g/L,浴比1:20,处理时间30 min,温度80 ℃,然后清水洗。
1.2.4织物练减率测试
采用称重法,并按下式计算织物练减率:

(1)
式中:W0为精练前织物干重;W1为精练后织物干重。
1.2.5织物K/S值测试
采用电脑测配色仪(D65光源,观测角45°)对织物的颜色表观深度(即K/S值)进行测定。
2 结果与分析
2.1染色温度对T400纤维上染率和K/S值的影响
从图1可看出,开始时染料对T400的上染率很低,只有10%左右;从70~80 ℃开始,上染率有一定提高,从10%上升到20%;随着温度从80~100 ℃,上染率逐渐上升;当温度在100~130 ℃,上染率有了大幅度上升。这是因为T400纤维是由双组分纤维PTT和PET复合而成,PTT和PET微结构紧密,染色温度超过它们的玻璃化温度后,染料才能扩散进入纤维内部。PTT的玻璃化温度在45~65 ℃,比PET低约20 ℃,因此升温过程中PTT比PET先上色[12],当温度升到100 ℃,PET也大量上染,所以上染率有大幅提高。故在实际染色时应控制好温度,否则易造成两种组分深浅双色。

所用染料为分散红玉ETD,相对织物质量分数为1%(o.w.f)图1 染色温度对T400上染率的影响Fig.1 The effect of dyeing temperature on dyeing rate of T400 fiber
为了进一步探究适宜的染色温度,在不同染色温度条件下,通过K/S值判断染料在两种纤维的上染情况,从而找出最佳的染色温度。根据图1的上染情况,将实验的温度条件设为100、110、120、130 ℃。
从图2可以发现,温度从100 ℃升高到120 ℃时,T400织物的K/S值明显变大,颜色深度有很大提高,这是因为T400中PET在100~120 ℃内上染率有明显的提高。而温度从120 ℃上升至130 ℃时,T400织物的K/S值略有升高,可能的原因是120 ℃时,PTT上染率已接近饱和,PET上染率也在90%以上。此时升高温度,虽然染料上染率也有一定的提高,但考虑到温度太高,对于真丝/T400新弹缎的染整加工来说,真丝会容易受损,故T400染色温度选为120 ℃。

所用染料相对织物质量分数为1%(o.w.f)图2 不同温度下T400织物K/S值Fig.2 The K/S values of T400 fiber with different temperatures
2.2pH值对真丝织物练减率的影响
为了解120 ℃时不同pH值条件下真丝的脱胶程度,研究测试了不同pH值条件下真丝的练减率,如图3所示。

脱胶温度120 ℃,时间1 h,浴比1:50图3 不同pH值条件下真丝的练减率Fig.3 Degumming loss rate of silk with different pH values
由图3可见,温度在120 ℃时,随着pH值升高,真丝的练减率也增大;当pH值为8时,真丝的练减率已接近24%,说明已完全脱胶;进一步提高pH值,练减率也稍微有所提高,但此时碱性太强,丝素容易受损,故pH值选择8。同时,一浴法脱胶染色时应选用较强耐碱性的分散染料。由于T400染色温度在120 ℃,说明120 ℃条件下真丝/T400新弹缎真丝脱胶与分散染料染色一浴法是可行的。
2.3染色pH值对T400颜色特征的影响
由表1可知,不同pH值条件下,T400纤维色光变化主要是由分散染料酸碱稳定性引起的。分散红玉S-2G在不同pH值条件下,无论K/S值还是色光变化都比较明显,这是因为分散红玉S-2G在碱性条件下,极易水解,染料结构遭到破坏。而分散黄棕PX由于耐碱性好,故色光的变化差异较小。由于真丝/T400织物脱胶染色一浴法时为碱性环境,因此,要选用耐碱性高的分散染料。
2.4不同结构的分散染料对真丝沾色
分散染料结构对真丝/T400交织物的染色效果也有一定影响。唐人成等[13]发现分散染料对真丝的亲和性是造成真丝组分沾色的根本原因。不同类型的分散染料对真丝沾色程度不同:蒽醌类分散染料对蚕丝的亲和力较低;含有乙基氨基的分散染料会引起真丝组分严重沾色。为了更好地说明不同结构的分散染料对真丝沾色性能的差别,表2选择不同的分散染料,采用对真丝/T400新弹缎真丝脱胶与分散染料染色一浴法工艺,通过测试K/S值、L*、a*、b*值来比较沾色程度。

表1 不同pH值条件下T400颜色特征值
注:分散染料相对织物质量分数为1%(o.w.f),高温匀染剂LEVEGAL LPA 质量浓度为2 g/L,浴比1:50,温度120 ℃。
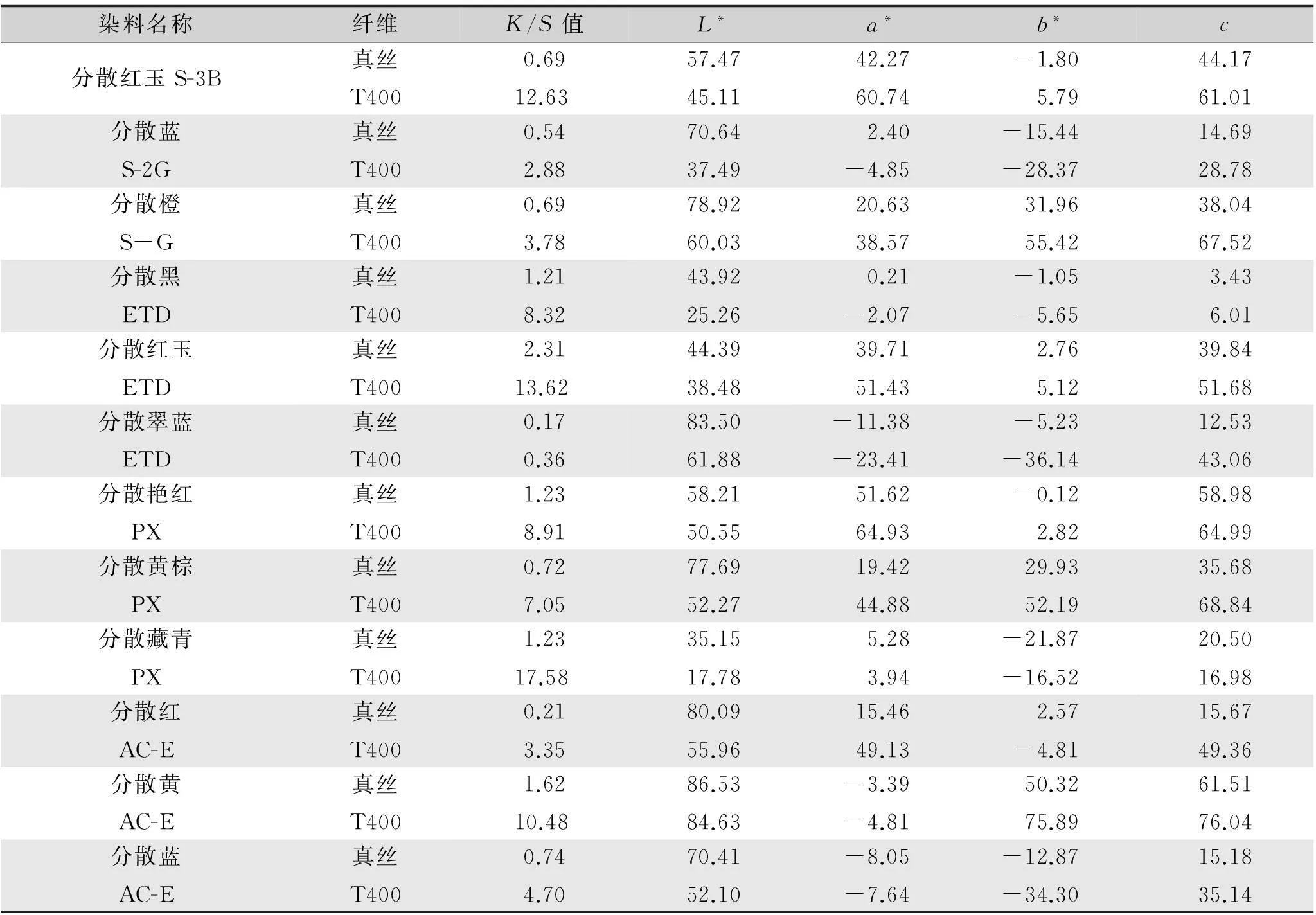
表2 不同结构分散染料对真丝的沾色和对T400的染色
注:分散染料相对织物质量分数为1%(o.w.f),高温匀染剂LEVEGAL LPA质量浓度为2 g/L,pH值8,浴比1:50,温度120 ℃。
分散染料容易对真丝沾色,这是由于分散染料对真丝的亲和力引起的。真丝属于亲水性纤维,T400属于疏水性纤维,分散染料对真丝的亲和力主要取决于其结构上的极性基团。从表1可发现,蒽醌结构的分散艳红PX、分散红AC-E对T400纤维的亲和力较高,对真丝的亲和力较低,沾色较轻;单偶氮类结构的分散红玉S-3B、分散藏青PX、分散橙S-G、分散黄棕PX对真丝的沾色较严重;杂环类结构的分散黄AC-E也沾色比较严重。
2.5不同pH值条件下分散染料对真丝的沾色
传统真丝绸染色一般采用熟坯,由于T400需要在高温高压条件下用分散染料染色,且分散染料极易对真丝造成沾色,因此,为减少甚至消除染色过程中分散染料对真丝的沾色,并降低高温对丝素的破坏,采用真丝生坯与T400进行真丝脱胶与分散染料染色一浴法工艺。表3为不同pH值条件下,碱性可染分散染料对真丝的沾色。

表3 不同pH值条件下分散染料对真丝的沾色
注:分散染料相对织物质量分数为1%(o.w.f),高温匀染剂LEVEGAL LPA质量浓度为2 g/L,浴比1:50,温度120 ℃。
由表3可知,当pH值为6时,分散染料对真丝的沾色较为严重,且藏青、黑色等染料的沾色更为严重;随着pH值的提高,沾色有所减轻,这是因为分散染料首先吸附在丝胶上,随着染色过程的进行,丝胶不断溶解,沾在丝胶上的分散染料随着丝胶溶解在染浴中。当pH值较大时,脱胶较为充分,从而对真丝的沾色程度降低。当pH值为8和9时,分散染料对真丝沾色程度差不多。
2.6还原清洗
分散染料染色后一般均需进行还原清洗,以去除织物表面的浮色,提高色牢度。同时,还原清洗还可减轻分散染料对真丝的沾色。
2.6.1碱性还原清洗
从表4可以看出,经过碱性还原清洗,沾色真丝的明度变化ΔL*和颜色饱和度变化Δc较大,其中,ΔL*正值越大,代表清洗后颜色越明亮,Δc负值越大,代表颜色越不饱和,尤其是分散红AC-E、分散蓝AC-E、分散红玉S-3B、分散橙S-G染色后真丝的颜色变得尤为明亮,不饱和度尤为下降,都代表沾色程度变轻。同时,Δa*、Δb*的变化结合起来分析,碱性还原清洗后颜色色相都发生了一定变化,如分散红AC-E,Δa*负值变大,代表清洗后色相往偏绿光方向移动;Δb*为负值进一步说明分散红沾色的真丝还原清洗后,红色色相减弱,绿色色相增强,表明沾色程度变轻。此外,从图4中碱性还原清洗前后T400的K/S值变化可知,碱性还原清洗对T400的染色K/S值影响不大。

表4 碱性还原清洗后真丝上沾色的变化
注:ΔK/S为清洗前后真丝的K/S值之差;ΔL*为清洗前后真丝的明度变化;Δa*、Δb*为清洗前后真丝的色相变化;Δc为清洗前后真丝的颜色饱和度变化。

保险粉质量浓度为2 g/L,碳酸钠2 g/L,浴比1:50,时间30 min, 温度80 ℃图4 碱性还原清洗后T400 K/S值变化Fig.4 Effect on the K/S value of T400 after alkaline reduction cleaning
2.6.2酸性还原清洗
利用酸性还原剂清洗后真丝上沾色的变化如表5所示。
由表5可以看出,通过酸性还原清洗后,沾色真丝的明度变化ΔL*正值和颜色饱和度变化Δc负值较大,ΔL*正值越大,代表清洗后颜色越明亮,Δc负值越大,代表颜色越不饱和,表5染料沾色后真丝的颜色变得均更为明亮,除了分散黄AC-E外颜色不饱和度均下降,都代表沾色程度变轻。同时,Δa*、Δb*的变化结合起来分析,酸性还原清洗后颜色色相都发生了一定变化,分散红玉S-3B红光Δa*、分散红AC-E红光Δa*,分散蓝S-2G蓝光Δb*变化较大,证明沾色已极其轻微。

表5 酸性还原清洗后真丝上沾色的变化
注:ΔK/S为清洗前后真丝的K/S值之差;ΔL*为清洗前后真丝的明度变化;Δa*、Δb*为清洗前后真丝的色相变化;Δc为清洗前后真丝的颜色饱和度变化。
从图5可以看出,酸性还原清洗对T400的染色K/S值影响不大。此外,从表4和表5总体对比来看,酸性还原清洗效果比碱性还原清洗效果好。同一只分散染料经酸性还原清洗后的ΔK/S值大都比碱性还原清洗后的要大,仅有分散黄AC-E、分散蓝AC-E的略小,表明酸性还原清洗后沾色程度更小,清洗效果更好。

酸性还原剂质量浓度为2 g/L,pH值5~6,浴比1:50,时间30 min,温度80 ℃图5 酸性还原清洗后T400的K/S值变化Fig.5 Effect on the K/S value of T400 after acid reduction cleaning
3 结 论
1)T400纤维的染色温度选在120 ℃。当120 ℃,pH值为8时,真丝已完全脱胶,这为真丝/T400新弹缎真丝脱胶与分散染料染色一浴法工艺提供了可行性。
2)针对真丝脱胶与分散染料染色一浴法工艺中分散染料易对真丝沾色的问题,研究了分散染料结构、pH值对沾色性能的影响,发现蒽醌结构的分散染料对真丝的亲和力较低,沾色较轻;120 ℃,pH值为8时,分散染料对真丝沾色程度较轻,从而在染料选择、工艺条件控制上为真丝/T400新弹缎真丝脱胶与分散染料染色一浴法工艺提供了指导。
3)酸性/碱性还原清洗对T400的K/S值影响不大,酸性还原效果比碱性还原效果好,进一步减轻了分散染料对真丝的沾色;
4)真丝/T400新弹缎真丝脱胶与分散染料染色一浴法工艺为:分散染料相对织物质量分数为X%(o.w.f),高温匀染剂LEVEGAL LPA质量浓度为2 g/L,温度120 ℃,时间60 min,pH值为8;酸性还原清洗工艺:酸性还原剂质量浓度为2 g/L,pH值5~6,浴比1:50,时间30 min,温度80 ℃。
参考文献:
[1]顾飞.PTT/PET并列双组分纤维的弹性研究[D].上海:东华大学,2010:7.
GU Fei.Research on the Elasticity of PTT/PET Bicomponent Fiber[D].Shanghai:Donghua University,2010:7.
[2]马旭红.绢丝T400长丝交织物的生产工艺[J].棉纺织技术,2012,40(8):53-54.
MA Xuhong.Production of spun silk and T400 filament union fabric[J].Cotton Textile Technology,2012,40(8):53-54.
[3]唐文君,姚金龙,徐小萍,等.棉真丝T400交织物及其生产方法:ZL200810244375.7[P].2009-05-20.
TANG Wenjun, YAO Jinlong, XU Xiaoping, et al.Fabrics made of cotton, silk and T400 and its production method:ZL200810244375.7[P].2009-05-20.
[4]黄长根,唐文君,姚金龙,等.棉T400吸湿快干免烫弹力交织物及后整理工艺:ZL200810154865.8[P].2009-03-11.HUANG Changgen, TANG Wenjun, YAO Jinlong, et al.Fabrics made of cotton and T400 with the function of quick drying and free ironing and its finishing process:ZL200810154865.8[P].2009-03-11.
[5]吴水明,徐宝法.天丝T400牛仔弹力面料:ZL201110187520.4[P].2012-01-11.
WU Shuiming, XU Baofa.Denim elastic fabrics made of tencel and T400:ZL201110187520.4[P].2012-01-11.
[6]吴水明,徐宝法.竹涤T400吸湿快干弹力面料:ZL201120051863.3[P].2011-09-07.
WU Shuiming, XU Baofa.Elastic fabric made of bamboo fiber, polyester fiber and T400:ZL201120051863.3[P].2011-09-07.
[7]宋心远.新型弹力纤维纺织品染整[J].印染,2011(11):39-43.
SONG Xinyuan.Dyeing and finishing of new elastic fibers[J].Dyeing and Printing,2011(11):39-43.
[8]梅士英,唐人成.新型多组分纤维纺织品染整:12[J].印染,2010(2):45-48.
MEI Shiying, TANG Rencheng.Dyeing and finishing of a new type of multi component fiber textile:12[J].Dyeing & Printing,2010(2):45-48.
[9]程中浩,孙玉钗,李志民.涤纶DTY丝与真丝交织针织绸的生产实践[J].丝绸,2006(4):14-15.
CHENG Zhonghao, SUN Yuchai, LI Zhimin.Production practice of polyester DTY and silk interlaced knitted fabric[J].Journal of Silk,2006(4):14-15.
[10]汪澜,周秋宝.真丝/涤纶交织物的练染技术探讨[J].印染,2001(1):14-16.
WANG Lan, ZHOU Qiubao.Study on the technology of scouring and dyeing of the fabric of silk and polyester[J].Dyeing & Printing,2001(1):14-16.
[11]唐人成.蚕丝/涤纶微纤维交织物的一浴精练和染色[J].苏州丝绸工学院学报,1996(3):47-54.
TANG Rencheng.One bath scouring and dyeing of woven fabric made of silk and polyester fiber[J].Journal of Suzhou Silk Industry College,1996(3):47-54.
[12]白小静,赵俐.双组分PTT和T400的对比[J].针织工业,2005(4):51-54.
BAI Xiaojing, ZHAO Li.The contrast of bicomponent PTT and T400[J].Knitting Industry,2005(4):51-54.
[13]唐人成,赵建平,夏永林,等.分散染料对丝/涤交织物蚕丝组分的沾色[J].纺织学报,2004,23(6):15-17.TANG Rencheng, ZHAO Jianping, XIA Yonglin, et al.Staioning of disperse dyes to silk component of silk / polyester[J].Journal of Textile Research,2004,23(6):15-17.
DOI:10.3969/j.issn.1001-7003.2016.04.004
收稿日期:2015-11-24; 修回日期:2016-03-11
作者简介:王晓芳(1984—),女,工程师,硕士研究生,主要从事丝绸印染新技术研究和产品开发。通信作者:余志成,教授,yuzhicheng8@aliyun.com。
中图分类号:TS193.5
文献标志码:A
文章编号:1001-7003(2016)04-0018-07引用页码:041104
Study on one bath process of degumming & dyeing of the silk/T400 interwoven fabric
WANG Xiaofang1, WANG Cai1, WU Lan1, YING Le2, YU Zhicheng2
(1.R&D Center in Daly (China) Co.,Ltd., Hangzhou 311231, China; 2.College of Material and Textile, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Abstract:Silk is natural protein fiber.T400 is a new type of elastic fiber.When interweaving silk fabric with T400, its wrinkle resistance, dimensional stability and abrasion resistance can be improved.This paper adopted one bath process of silk degumming and disperse dyeing process to solve dyeing and finishing problems of silk/T400 interwoven fabric, such as long dyeing process, easily damaged, and easily stained by disperse dye, etc.The proper temperature and pH value for silk degumming and dyeing with disperse dye were studied.By studying the impact of pH and structure of disperse dyes on the dyeing behavior, and in combing acid reduction cleaning or alkaline reduction cleaning to reduce staining of silk and to retain style and good wearability of silk/T400 interwoven fabric.It can guide actual production and provide experiences for developing new silk products.
Key words:T400 fiber; silk; one bath method; dyeing
猜你喜欢
作文小学高年级(2023年1期)2023-03-13 02:59:10
青春(2020年12期)2020-12-23 09:37:26
中国质量与标准导报(2018年12期)2018-09-10 05:02:54
家庭生活指南(2017年7期)2017-09-19 06:40:52
伴侣(2017年6期)2017-06-07 08:54:18
中国市场(2017年5期)2017-03-15 16:48:37
华东师范大学学报(自然科学版)(2017年1期)2017-02-27 13:41:06
高师理科学刊(2016年8期)2016-06-15 20:27:48
中国组织化学与细胞化学杂志(2016年4期)2016-02-27 11:16:04
山西大同大学学报(自然科学版)(2015年1期)2015-01-22 07:14:05