
一种铆压式斜槽铁心制造的新工艺及新装置
2016-08-11 08:15王菁
新技术新工艺 2016年7期
王 菁
(湘潭电机股份有限公司 特电研究所,湖南 湘潭 411101)
一种铆压式斜槽铁心制造的新工艺及新装置
王菁
(湘潭电机股份有限公司 特电研究所,湖南 湘潭 411101)
对于铆压式斜槽铁心的制造,现有的2种制造工艺存在不同的问题:一种须采用高精度分度的冲床冲制冲片,对设备要求高,生产费用高,并对冲片的排放、叠压的次序要求极高,操作不便;另一种虽采用普通冲床冲制冲片,但铆压成型的斜槽铁心的铆钉孔呈轴向斜线,导致斜槽铁心的结构不稳定,易歪斜,质量不可靠,影响了电机的电气性能。经工艺改进,研制出了一种全新的铆压式斜槽转子铁心制造的工艺及装置。该方案采用普通冲床冲制冲片,降低了生产成本;操作简单、方便,生产效率高;且铆压成型的斜槽转子铁心的铆钉孔整体加工呈轴向直线,使铆压式斜槽转子铁心的结构稳定,质量可靠,确保了电机的电气性能。经实际应用表明,效果良好。
铆压式斜槽铁心;制造;改进
转子铁心是电机中的重要部件,铆压式斜槽转子铁心是转子铁心的一种结构形式。
对于铆压式斜槽铁心的制造,现有的2种常规制造工艺存在不同的问题:一种须采用高精度分度的冲床冲制冲片,对设备要求高,生产费用高,而且对冲制后的冲片的排放、叠压的次序要求极高,操作不便;另一种虽采用普通冲床冲制铁心冲片,但最终铆压成型的铆压式斜槽铁心的铆钉孔呈轴向斜线,从而使铆压成型的斜槽铁心结构不稳定,易歪斜,质量不可靠,并影响电机的电气性能[1-3]。
湘潭电机股份有限公司对铆压式斜槽铁心的制造工艺和装置进行了研究和改进。
1 改进前的制造工艺和装置
1.1改进前的制造工艺及存在的问题
改进前铆压式斜槽铁心的制造工艺有2种:1)采用普通冲床冲制铁心冲片;2)采用高精度分度的冲床冲制冲片。
1)工艺1的制造步骤为:a.采用普通冲床,冲制铁心冲片完全成型,包括铁心槽、铆钉孔等冲片的全部要素,冲制出的每一片冲片完全一致;b.采用常规的铆压模,导斜、叠压;c.铁心保持在常规的铆压模中,装铆钉,铆压成型;d.退出常规的铆压模,得到铆钉孔呈轴向斜线的铆压式斜槽铁心。按照工艺1进行制造,最终铆压成型的铆压式斜槽铁心的铆钉孔呈轴向斜线,即铆钉孔的轴线与铆压式斜槽铁心的轴心存在一定夹角。由此导致成型后的铆压式斜槽铁心出现结构不稳定,容易歪斜,及铁心易产生错片、槽型不整齐等问题,影响下工序电机嵌线及电机的电气性能。
2)工艺2的制造步骤为:a.采用高精度分度冲床,冲制铁心冲片完全成型,包括铁心槽、铆钉孔等冲片的全部要素,但冲制出的每一片冲片都不相同,而是铁心槽与铆钉孔之间的夹角每一片冲片之间均需逐渐偏转一定角度;b.采用集片装置进行集片,将冲片严格按冲制的次序编号排列、放置;c.采用常规的铆压模导斜叠压,将冲片严格按冲制的次序叠放并压紧;d.铁心保持在常规的铆压模中,装铆钉,铆压成型;e.退出常规的铆压模,得到铆钉孔呈轴向直线的铆压式斜槽铁心。按照工艺2进行制造,最终铆压成型的铆压式斜槽铁心的铆钉孔呈轴向直线。由于对冲片的冲制设备要求极高,使生产费用大大提高;同时,对冲制后的冲片的排放、叠压的次序要求极高,否则将导致铆压成型的铆压式斜槽铁心的铁心槽出现片间“凸片”现象,影响下工序电机嵌线,且存在质量隐患,影响电机的电气性能。
1.2改进前的制造工装及存在的问题
改进前,铆压式斜槽铁心的制造工装为常规的铆压模,一般仅包括下压板、上压板、铆压心轴、导斜键、压紧螺栓和铆钉的铆压头。铆压式斜槽铁心的铆压模结构简单,且仅具有铁心斜叠、铆压等2种功能[4-6]。
2 改进后的新制造工艺和装置
为克服上述缺陷,研究了一种操作方便,经济、可靠,仅采用普通冲床冲制斜槽铁心冲片、并能使铆压成型的铆压式斜槽铁心的铆钉孔呈轴向直线的一种新的铆压式斜槽铁心制造方法,及新式叠钻铆一体式铆压装置。
2.1新工艺
改进后,采用一种新的铆压式斜槽铁心制造方法,包括能将斜槽铁心的斜叠、铁心轴向直线式铆钉孔的整体加工和铁心铆压成型集于一体的新一体式铆压装置,其制造步骤如下(以铆压式斜槽转子铁心为例)。
1)采用普通冲床冲制铁心冲片。仅冲制冲片的外型、槽孔,而冲片的铆钉孔、通风孔不冲制。冲制出的每一片冲片完全一致。转子铆压式斜槽铁心在叠压前的转子铁心冲片的结构示意图如图1所示。
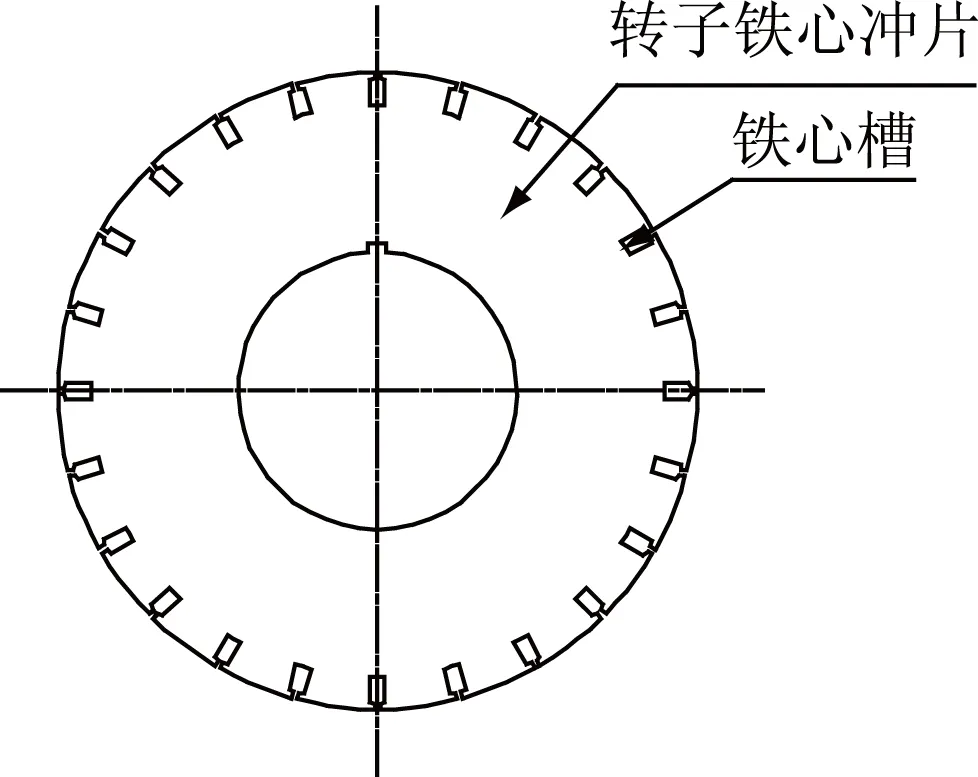
图1 转子铁心冲片的结构示意图
2)采用新的一体式铆压装置,导斜、叠压无铆钉孔、无通风孔的冲片,并压紧。转子铆压式斜槽铁心的新一体式铆压装置的结构示意图如图2所示。

图2 新一体式铆压装置结构示意图
3)铁心保持在新一体式铆压装置中,将固定叠压在一起的斜槽铁心冲片整体加工出轴向直线的铆钉孔、通风孔(设备为钻床、镗床、铣床和线切割机等)。转子铆压式斜槽铁心在新一体式铆压装置中钻铆钉孔的结构示意图如图3所示。
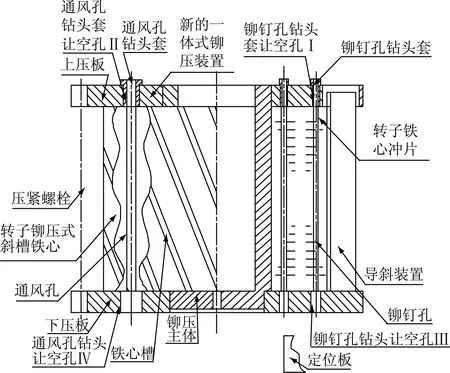
图3 钻铆钉孔的结构示意图
4)铁心保持在新一体式铆压装置中,拆除上压板的钻套,并加装下压板;装铆钉,将斜槽铁心铆压成型。转子铆压式斜槽铁心在新一体式铆压装置中铆压的结构示意图如图4所示。
5)铁心保持在新一体式铆压装置中,拆除铆压主体,整体加工出铁心轴孔的轴向直线式键槽(设备为插床、线切割机)。
6)退出新一体式铆压装置,即得到铆钉孔、通风孔都呈轴向直线的铆压式斜槽铁心。采用该种铆压式斜槽铁心制造新工艺及新一体式铆压装置制造的转子铆压式斜槽铁心的结构示意图如图5所示。

图4 铆压的结构示意图
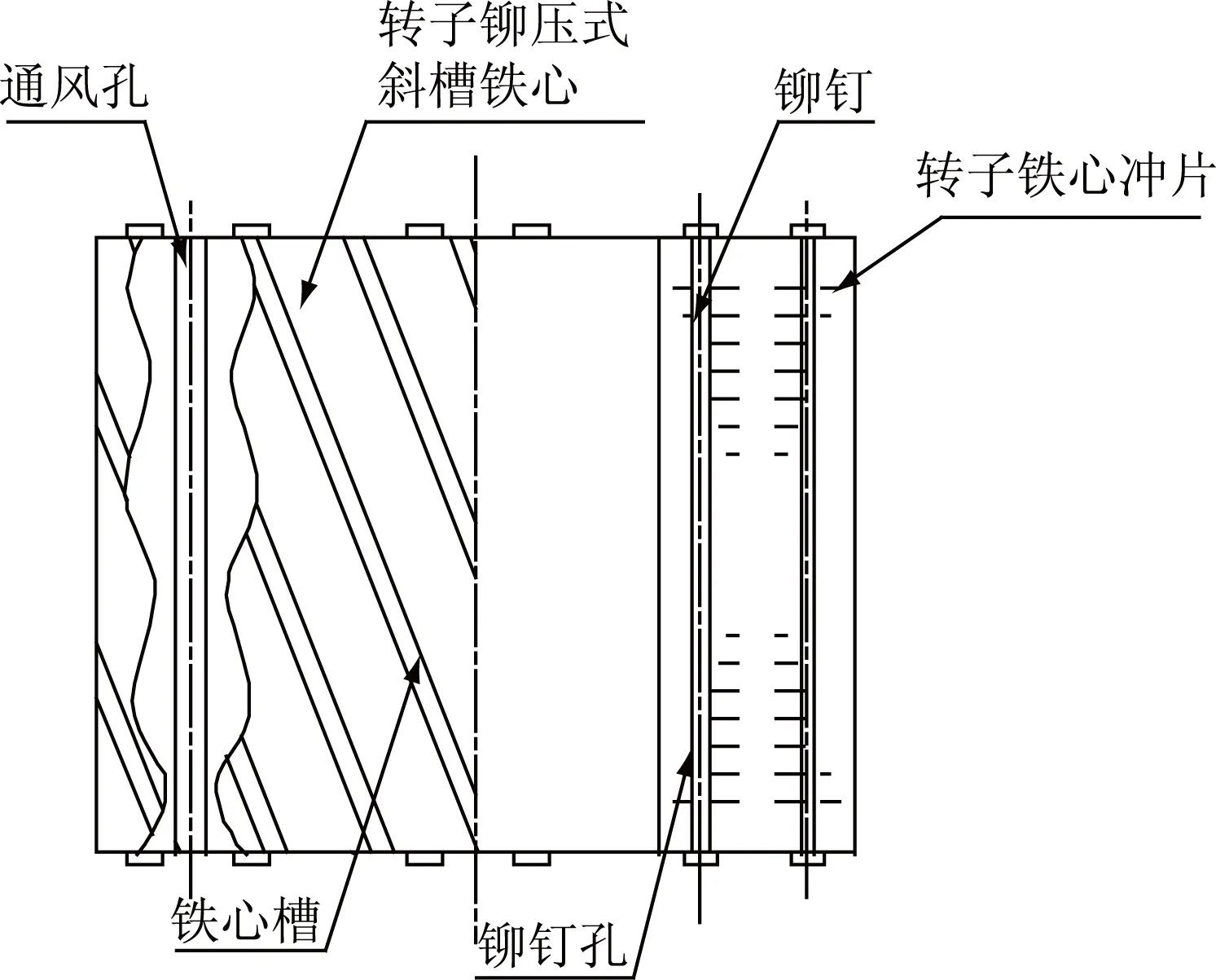
图5 转子铆压式斜槽铁心的结构示意图
2.2新一体式铆压装置
新一体式铆压装置集铁心斜叠、整体加工出斜槽铁心的轴向直线式铆钉孔及通风孔、铆压成型等3种功能于一体。新一体式铆压装置包括常规铆压装置的下压板、上压板、铆压主体、导斜装置、压紧螺栓、铆钉上端铆压头和铆钉下端铆压头,并新增结构,其特点如下。
1)在上压板上设置刀具引导套Ⅰ及其安装孔Ⅰ。刀具引导套Ⅰ的大小、分布的位置与铁心铆钉孔相匹配,并且在下压板的对应位置设置刀具让空孔Ⅰ。上压板的刀具引导套Ⅰ与下压板的刀具让空孔Ⅰ呈轴向直线分布。刀具引导套Ⅰ为钻头套Ⅰ或镗铣头套Ⅰ。刀具引导套Ⅰ可拆、装,以便于铁心的轴向直线式铆钉孔的整体加工及铆钉的安装。
2)在上压板上设置刀具引导套Ⅱ及其安装孔Ⅱ。刀具引导套Ⅱ的大小、分布的位置与铁心通风孔相匹配,并且在下压板的对应位置设置刀具让空孔Ⅱ。上压板的刀具引导套Ⅱ与下压板的刀具让空孔Ⅱ呈轴向直线分布。刀具引导套Ⅱ为钻头套Ⅱ或镗铣头套Ⅱ。刀具引导套Ⅱ可拆、装,以便于铁心的轴向直线式通风孔的整体加工及扩孔。
3)为使铆钉在轴向准确定位,并方便快捷地放置铆钉下端铆压头,在下压板的下方设置定位板,定位板上设有与铆钉数量、位置相匹配的孔,这些孔的尺寸与铆钉下端铆压头的端部尺寸相匹配,铆钉下端铆压头的端部置于定位板的孔内。
4)为方便定位板的退出,在定位板上还设有顶出工艺螺孔。
5)铆压主体可拆、装,以便于铁心叠压及铁心轴孔的轴向直线式键槽的整体加工。
2.3改进后的操作结果
改进后,采用普通冲床冲制铁心冲片,并且仅冲制冲片的外型、槽孔,而冲片的铆钉孔、通风孔不冲制;再采用新一体式铆压装置对铁心冲片进行斜叠,并整体加工出斜槽铁心的轴向直线式铆钉孔及通风孔,最终将铆压式斜槽铁心铆压成型。改进后,铆压成型的铆压式斜槽铁心的铆钉孔呈轴向直线,结构稳定。
3 新工艺及新装置的整体效果
新铆压式斜槽铁心的制造方法及新一体式铆压装置的效果如下。
1)仅采用普通冲床冲制铁心冲片。由此降低对冲制设备的要求,节约生产费用。
2)冲制出的每一片冲片完全一致。由此在铁心叠压、冲片存放等操作过程中,无需对冲片进行排序,从而使操作简单、方便和生产效率高,并避免因冲片排序而出现铁心叠压后的错片、凸片问题,保证了产品质量。
3)因为冲制时不包含冲片的铆钉孔、通风孔,因此冲片的冲模结构简单,制作方便、成本低。
4)由于采用铁心斜叠压后,再整体加工出斜槽铁心的轴向直线式铆钉孔及通风孔,确保最终铆压成型的铆压式斜槽铁心的铆钉孔呈轴向直线,从而保证铆压式斜槽铁心的结构稳定,由此避免了铆压式斜槽铁心歪斜及错片、槽型不整齐等问题,很好地保证了产品质量,确保了电机的电气性能。
5)改进后的新一体式铆压装置,集铁心斜叠、整体加工出斜槽铁心的轴向直线式铆钉孔及通风孔、铆压成型等3种功能于一体,操作方便,并大大降低了加工周期和生产成本。
4 结语
铆压式斜槽铁心制造新工艺及新一体式铆压装置,将冲片加工、铁心斜叠、轴向直线式铆钉孔及通风孔整体加工、铆压成型等4个不同的加工范畴有机地结合于一体。设备要求低,操作简单,方便快捷,经济实用,产品质量可靠。经在某中压整流发电机上实际应用,效果良好,可推广使用。已获得国家发明专利授权(专利号:ZL201210466820.0)。
[1] 机械电子工业部教育司.电机铁心装配工艺学[M].北京:机械工业出版社,1993.
[2] 朱东启,等.电机学[M].北京:机械工业出版社,1993.
[3] 上海电器科学研究所《中小型电机设计手册》编写组.中小型电机设计手册[M].北京:机械工业出版社,1995.
[4] 杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2004.
[5] 冯炳尧,等.模具设计与制造简明手册[M].上海:上海科学技术出版社,1994.
[6] 徐炜炯.模具设计[M].北京:中国轻工业出版社,1996.
责任编辑郑练
A New Technology and Device for Manufacturing with a Riveting Type Chute Core
WANG Jing
(Xiangtan Electric Manufacturing Co., Ltd., Special Electric Research Institute, Xiangtan 411101, China)
To the manufacture of riveting type chute cores, there are two kinds of existing manufacturing processes with different problems. A punching machine punching punching machine with high precision is required to produce high requirements for equipment and high production cost, and the sequence of the discharge and the pressure of the hedging sheet is extremely required, and the operation is inconvenient. Although the ordinary punch punching is existed, riveting rivet holes of the forming chute core are axially slash, making the chute core structure stable, easy to skew, quality reliable. Through process improvement, develop a new riveting type skewed rotor core manufacturing new technology and new equipment, reduce the equipment requirement, reduce the cost of production. It has the advantage of simple and convenient operation, high production efficiency. And the riveting molding skewed rotor iron core rivet holes of the overall processing is an axial line, effectively ensure the structural stability of the riveting type skewed rotor iron core, and ensure the electrical performance of the motor. The research has been applied, and achieves good results.
riveting type chute core, manufacture, improvement
2016-03-21
TM 305
A
王菁(1969-),女,硕士,高级工程师,主要从事电机产品的工艺开发、研制等工作。
猜你喜欢
陕西师范大学学报(自然科学版)(2022年6期)2022-12-02
机械工程与自动化(2022年1期)2022-03-15
防爆电机(2022年1期)2022-02-16
小资CHIC!ELEGANCE(2022年3期)2022-01-11
防爆电机(2021年3期)2021-07-21
装备制造技术(2020年2期)2020-12-14
消费导刊(2020年33期)2020-08-27
通信电源技术(2019年6期)2019-07-23
微特电机(2019年2期)2019-02-25
中国水泥(2018年2期)2018-02-01
