
复合稀土球化剂对球铁石墨形态和球数的影响
2016-08-10 11:08宋贤发陈倩慧李凌羽宁志良孙剑飞
铸造设备与工艺 2016年3期
宋贤发,张 坤,陈倩慧,李凌羽,宁志良,孙剑飞
(1.日月重工股份有限公司研发中心,浙江宁波 315113;2.哈尔滨工业大学材料科学与工程学院,黑龙江哈尔滨 150001)
·试验研究·
复合稀土球化剂对球铁石墨形态和球数的影响
宋贤发1,张坤1,陈倩慧1,李凌羽1,宁志良2,孙剑飞2
(1.日月重工股份有限公司研发中心,浙江宁波315113;2.哈尔滨工业大学材料科学与工程学院,黑龙江哈尔滨 150001)
研究了两种球化剂及其加入量对球墨铸铁石墨形态和球数的影响,分析了复合稀土的作用机理。结果表明:含有稀土元素的球化剂加入量为1.5%时,铸态组织中形成了大量的蠕虫状石墨;加入量为1.8%时球化良好,同时球状石墨数量达到极值,圆整度高;继续增加球化剂加入量对于提高石墨球数没有明显作用,当加入量达到2.2%时局部区域出现了变态石墨。与单独加入镁球化剂相比,含RE等元素的球化剂使石墨球数增加,圆整度提高,石墨球平均直径减小。EDX分析表明石墨球中心富集了S、Y、Mg、Ca、Ce等元素,并可作为石墨形核的有效基底。
复合稀土;球墨铸铁;微观组织;石墨形态
厚大断面球墨铸铁件具有良好的强度和塑性等优点,并且生产工艺简单、成本低廉,在机动车曲轴、注塑机压板、核废料容器等大型构件上的应用越来越广泛[1-3]。但由于铸件断面厚,凝固时间长,容易在厚壁中心或热节处出现石墨球数减少、球径粗大、石墨畸变等缺陷,导致力学性能下降,尤其是塑性下降更为严重[4,5]。
球墨铸铁组织中,对性能影响最大的是石墨形态和石墨球数量[5-7],石墨形态和球数是评价球墨铸铁组织的重要参数。铁液中的微量元素,如Bi、Ti、Pb、Sb和As等,对于石墨形态有着极大的影响。向铁液中添加适量的稀土元素(RE)可以放宽对微量元素含量的限制。其中轻稀土元素Ce的研究较多,其作用主要有两方面:一是中和微量杂质元素,抑制各种异态石墨的出现[8-11];二是Ce与这些杂质元素的相互作用可以提高球化级别、增加石墨球数[8,12,13]。Liu[14]、Wang[15]的研究结果表明Y与Ce相比,脱S能力更强,高温抗球化衰退能力也优于Ce.但是Y基重稀土球化剂对所处理铁液的温度要求高,成分要求也比较严格。因此,采用轻、重稀土组成的复合球化剂,综合了各种元素的优点,可以拓宽其使用范围。
为了改善厚大断面球墨铸铁的组织,提高使用性能,要求短时凝固条件下石墨需要保证高的圆整度以及高的石墨球数,这样才能够使石墨长时间凝固时仍能保持球形,同时保证一定的球数。本文重点研究短时凝固条件下,混合RE(Ce和Y及少量的Ca等元素)球化剂加入量对球铁石墨形态和球数的影响,以期为改善厚大断面球墨铸铁的凝固组织提供理论依据。
1 实验材料及方法
采用优质生铁、废钢作为原材料,选用增碳剂调节含碳量,球化剂、孕育剂的成分分别如表1和表2所示。Ⅰ类球化剂的加入量(质量分数)分别为1.5%、1.8%、2.0%、2.2%,Ⅱ类球化剂的加入量(质量分数)为1.8%.铁液的熔炼在20 kg中频感应电炉中进行,在1 500℃~1 520℃出炉、球化处理及浇注。采用堤坝包冲入法进行球化处理,将球化剂置于预热至500℃的处理包凹坑内,中间层为孕育剂,上面覆盖一层废钢屑,以防止球化反应过于剧烈,从而提高Mg的吸收率。球化后扒渣,再向铁液中加入一定量的孕育剂并充分搅拌。处理后的铁液于1320℃~1350℃浇注16mm砂型试样,其化学成分如表3所示。采用标准金相试样制作方法试样,采用光学显微镜(OM)和附带能谱仪(EDX)的扫描电镜(SEM)进行组织分析。
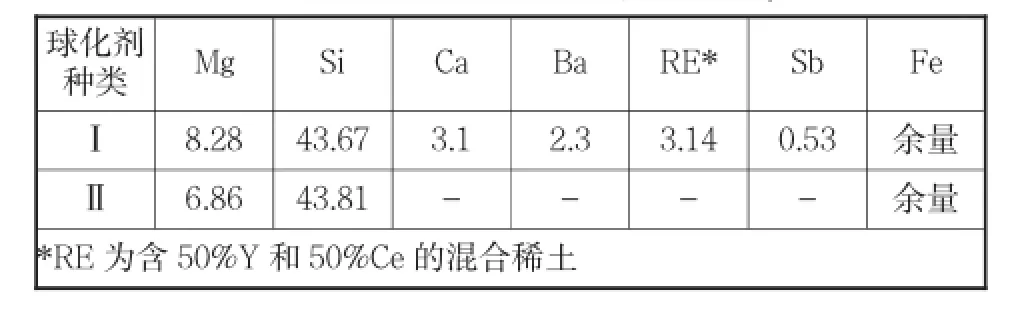
表1 球化剂的化学成分(质量分数,%)

表2 孕育剂的化学成分(质量分数,%)

表3 试样的化学成分(质量分数,%)
2 实验结果及分析
2.1球化剂加入量(Ⅰ类)对石墨形态和石墨球数的影响
图1为含有RE等元素的复合球化剂(Ⅰ类)加入量不同时的球墨铸铁铸态微观组织。从图中可以看出,球化剂加入量对球铁铸态组织的影响很大。当球化剂加入质量分数为1.5%时,石墨大部分呈蠕虫状,球状石墨所占比例很小(如图1a)),这是由于球化剂的加入量不足造成球化能力差所致。随着球化剂加入量的增加,球状石墨数量明显增多。球化剂质量分数达到1.8%时,石墨形态有效改善,如图1b).采用图像分析软件对石墨球数进行了统计分析[16],结果示于图2.其中球化剂加入质量分数为1.5%时,石墨大部分呈蠕虫状,无法进行球数的统计。从图2中可以看出,当球化剂加入质量分数为1.8%时,石墨球数可达最大值,为613个/mm2.

图1 球化剂(Ⅰ类)加入量(质量分数)对石墨形态的影响

图2 球化剂(Ⅰ)加入量(质量分数)对石墨球数的影响
按结晶学原理,界面能与生长速度成反比[17]。球化元素能强烈脱O、脱S,使石墨棱面的界面能提高,当石墨基面生长速度与棱面的生长速度接近时,石墨将长成球形,而S、O原子的干扰将使石墨晶体分支生长成非球状直至片状。球化剂加入量应保证在铁水中残留一定数量未化合的球化元素,方能维持石墨球化。继续提高球化剂的加入量,对石墨数量影响不大,球化剂加入量为2.0%和2.2%时,石墨球数分别为452个/mm2和510个/mm2(见图1c),1d)和图2)。可见,石墨球数并非随着球化剂加入量的提高而增加。图3给出了球化剂加入质量分数为2.2%时的高倍组织照片,可见出现了少量异态石墨。这主要是由于球化剂加入过量时,除一部分起脱S、脱O的作用外,剩余部分起表面活性元素作用,使棱面的界面能下降,从而促使石墨变态生长。从以上分析可以看出,为得到球化良好的球墨铸铁,球化剂加入量存在着一个最佳值。球化剂加入量太少,造成球化能力不足,组织中形成蠕虫状石墨;球化剂加入量过多,会形成变态石墨。

图3 球化剂(Ⅰ)加入(质量分数)2.2%时的组织
2.2球化剂种类对石墨形态和石墨球数的影响
图4为添加Ⅰ类与Ⅱ类球化剂下的石墨形态和石墨球数,其加入质量分数均为1.8%,由于吸收率不同,得到的试样残余镁量基本相同(加上残余Mg数)。从图中可以看出,Ⅰ类球化剂与Ⅱ类球化剂相比,石墨球数明显增多,球状石墨更加圆整。图像分析软件统计结果表明,含RE等元素的Ⅰ类球化剂不但提高了石墨球数,石墨球的平均直径也相应减小。这主要归结于Ⅰ类球化剂含有的RE、Ca等元素可与Mg、S形成高熔点的化合物,作为石墨形核的异质核心,如图5所示;同时RE还起到保护Mg的球化作用,因此改善了球铁的组织。
对典型球状石墨中心进行EDX检测得出的结果可知,石墨球中心富集的元素主要有S、Y、Mg、Ca、Ce等。晶体学认为,两个相互接触的晶面结构(原子排列情况、原子大小和原子间距)越近似,它们之间的界面能就越小。一般用错配度来表示晶核原子与结晶体之间的匹配关系,值越小,两者的匹配越好,其间的界面能就越低,非均质形核所需的过冷度就越小,也就越容易作为异质核心[18]。CaO、CaS与石墨晶体之间的错配度仅为7.55%和5%[19],可以成为石墨的核心。而核心越多,形成的石墨数量就越多。但是核心的存在仅仅是石墨球形成的一个必要条件,球化剂中Mg、RE元素清除S、O对石墨棱面的吸附作用,从而使石墨棱面与基面获得大致相同的生长速度,是石墨成球的更重要因素。

图4 球化剂种类对球铁微观组织的影响

图5 典型球状石墨的核心及能谱
3结论
1)复合稀土球化剂的加入量对球铁石墨形态和球数存在着明显的影响。含有RE等元素的球化剂加入质量分数1.5%时,形成大量的蠕虫状石墨;当加入质量分数达到1.8%时可保证形成球化良好的球墨铸铁,石墨球数出现极值;继续提高球化剂加入量,对于增加石墨球数没有明显作用,当球化剂加入质量分数达到2.2%时,还会恶化石墨形态。
2)球化剂中含有Y、Mg、Ca、Ce等元素形成的高熔点化合物,可以作为石墨的异质核心,促使球状石墨数量明显增多,球径减小,球化效果明显优于普通Mg球化剂。
[1] 苟华强.6MW风力发电机组主机架与轮毂铸件的研发和生产[J].铸造,2014,63(8):815-819.
[2] DIAO X G,NING Z L,CAO F Y,et al.Effects of antimony addition and section size on formation of chunky graphite in ductile iron[J].Materials Science and Technology,2011,27(4):834-838.
[3] 朱华明,辛国忠,胡苟生,张树林,彭红军.铸态低温高韧性球墨铸铁QT400-18L缸体的研究与应用[J].铸造技术,2014,35(1):106-108.
[4] DIAO X G,NING Z L,CAO F Y,et al.Graphite Morphology Evolution during Melt Holding of Ductile Iron[J].Key Engineering Materials,2011,457:31-36.
[5] 谭玉华,张福祥,赵红,等.厚大断面球铁件的研制[J].铸造技术,2014,35(12):3042-3044.
[6] PEDERSEN K M,TIEDJE NS.Graphite nodule count and size distribution in thin-walled ductile cast iron[J].Materials Characterization,2007(3):1-11.
[7] FRAS E,WIENCEK K,GOMY M,etc.Graphite nodule and eutectic cell count in cast Iron:theoretical model based on weibull statistics and Experimental Verification[J].Metallurgical and Materials transactions A,2007,38A:385-395.
[8] ITOFUJI H,MASUTANI A.Nucleation and Growth Behaviour of Chunky Graphite[J].International Journal of Cast Metals Research.2001,14(1):1-14.
[9] KIGUCHI S,SHINTANI M,SUMIMOTO H,et al.Formation Mechanism of Chunky Graphite in Heavy Section Spheroidal Graphite Cast Iron[J].Journal of Japan Foundry Engineering Society,2000,72(5):311-316.
[10] PAN E N,CHEN C Y.Effects of Bi and Sb on graphite structure of heavy-section ductile cast Iron[J].AFS Transactions,1996,70:845-858.
[11] OLUWOLE O O,OLORUNNIWO O E,OGUNDARE O O,et al.Effect of Magnesium and Calcium as Spheroidizers on the Graphite Morphology in Ductile Cast Iron[J].Journal of Minerals and Materials Characterization and Engineering,2007,6 (1):25-37.
[12] BUHR R K.The effects of Pb,Sb,Bi and Ce on microstructure of heavy section nodular iron castings[J].AFS Transactions,1971,79:247-252.
[13] SHENG D.Theoretical foundations of applications of rare earths on cast irons[J].Journal of Rare Earths,2003,21:5-9.
[14] LIU P C,LI T X,LI C L,et al.Study of the effect of yttrium,cerium and rare earths on the graphite morphology in heavy section ductile iron[J].AFS Transactions,1989(4):11-16.
[15] WANG L P,GUO E J,CHEN H B,et al.Effects of light and heavy rare earths on anti-degradation of nodular cast iron[J]. Journal of Rare Earths,2006,24:103-107.
[16] SCOZZAFAVA A,TOMOMESANI L,ZUCCHELLI A.Image analysis automation of spheroidal cast iron[J].Journal of Materials Processing Technology,2004,153/154:853-859
[17] 闵乃本.晶体生长的物理基础[M].上海:上海科学技术出版社,1982:95-98.
[18] 周昭喜,柳百成,李春立,王运辉.球墨铸铁的石墨核心及其结构[J].清华大学学报,1989,29(2):105-114.
[19] 周继扬.球状石墨的形核与孕育[J].现代铸铁,2002(3):7-12.
Effect of RE Nodularizer on Graphite Morphology and Nodule Count in Ductile Iron
SONG Xian-fa1,ZHANG Kun1,CHEN Qian-hui1,LI Ling-Yu1,NING Zhi-liang2,SUN Jian-fei2
(1.Research and Development Center,Riyue Heavy Industry CO.,LTD.,Ningbo Zhejiang 315113,China;2.School of Materials Science and Engineering,Harbin Institute of Technology,Harbin Heilongjiang 150001,China)
The effect of two types of nodulizer and amount on the graphite morphology and nodule count is studied and their action mechanism are also analyzed.The results show when the nodulizer containing RE and Ca addition is 1.5%,vermicular graphite is full of the microstructure in the specimen;while the nodulizer addition is up to 1.8%,graphite morphology becomes fully spheroidal and nodule count is the biggest.With the further increasing in nodulizer addition,no significant effect on improving nodule count was observed.Besides,some non-spherical graphite emerges when the nodulizer addition is 2.2%.Compared with the only Mg containing nodulizer,nodule count increases and nodularity improves as well as mean diameter of spheroidal graphite decreases.EDX result shows that there are S,Y,Mg,Ca and Ce existing in the nucleus of spheroidal graphite,indicating that these elements can form inclusions which are benefit for the growth of spheroidal graphite.
RE,ductile iron,microstructure,graphite morphology
TG143.5
A
1674-6694(2016)03-00241-04
10.16666/j.cnki.issn1004-6178.2016.03.007
2016-03-29
宋贤发(1966-),男,总工程师、教授级高级工程师,现主要从事大型铸件研发及产业化的研究。
2015宁波市产业技术创新重大专项(2015B11058).
猜你喜欢
理化检验(物理分册)(2022年6期)2022-07-04
昆钢科技(2022年1期)2022-04-19
金属加工(热加工)(2022年3期)2022-03-22
食品安全导刊(2021年20期)2021-08-30
纺织科学研究(2021年7期)2021-08-14
电脑报(2021年9期)2021-06-28
军事文摘(2020年20期)2020-11-16
TMR Modern Herbal Medicine(2020年2期)2020-05-07
汉语世界(The World of Chinese)(2019年1期)2019-03-18
百科探秘·航空航天(2017年5期)2017-07-10
