热处理温度与浸渍方式对竹丝质量增加率的影响1)
2016-08-08 00:56黄文娟武亚峰赵紫剑何正斌伊松林
东北林业大学学报 2016年8期
黄文娟 武亚峰 赵紫剑 何正斌 伊松林
(木材科学与工程北京市重点实验室(北京林业大学),北京,100083)
热处理温度与浸渍方式对竹丝质量增加率的影响1)
黄文娟武亚峰赵紫剑何正斌伊松林
(木材科学与工程北京市重点实验室(北京林业大学),北京,100083)
摘要以毛竹竹丝为试材,在温度140、160、180、200 ℃条件下处理2 h,之后分别在常压和真空条件下用酚醛树脂浸渍15、30、60 min,探究不同热处理温度及两种浸渍方法、浸渍时间对竹丝质量增加率的影响。结果表明,不同热处理温度处理试材,真空浸渍得到的质量增加率都比常压浸渍的大,而且随着浸渍时间的增加,差异越来越明显。对于同一种浸渍方式,当热处理温度为160 ℃,浸渍时间为60 min时,质量增加效果最显著。
关键词竹材;热处理;浸渍;质量增加率
重竹地板,又称重组竹地板,是通过对竹材劈篾拉丝、疏解,并经过炭化、干燥、浸胶和二次干燥处理,然后将浸胶竹束铺放在模具中,经过冷压成型—热固化或高温热压而成型的地板。它具有高强度、高密度、耐水防霉、环保等性能,广泛应用于家具装饰面板、房屋建筑板材和户外园林用材等各种类型产品[1],已经成为我国竹材工业化利用中最重要的竹产品[2-5],越来越受到人们的欢迎。
浸胶工艺是重组竹制造过程中重要的一道工序。近几年,很多学者对重组竹浸胶工艺进行了一些研究工作,王燕[6]等对重组竹竹束的浸胶工艺优化进行了研究,结果表明竹束浸胶量随胶黏剂固体质量分数、浸胶时间的增加而增加,随竹束含水率和截面尺寸的增加而减小。程亮[7]从胶黏剂固体质量分数、浸胶时间和浸胶压力3个因素来探讨对重组竹材浸胶工艺的影响,发现胶黏剂固体质量分数、浸胶压力能较大提高竹束的浸胶量,而浸胶时间对竹束浸胶量影响较小。黄珊[8]等发现随浸胶时间的增加,竹束浸胶量变化不明显。但是,目前关于炭化温度、浸胶方式对浸胶量的影响研究较少,由于浸胶工艺所花时间、浸胶量都影响着重组竹生产效率、成本和产品质量,因此,如何缩短工艺时间和提高浸胶量是值得探讨的问题。
本研究以毛竹竹丝为试材,先在不同温度下将其热处理2h,再分别进行常压和真空浸渍处理,讨论热处理温度、浸渍方式及浸渍时间3个因素对竹丝质量增加率的影响,以期得到合适的竹丝处理工艺,为重组竹地板的生产过程提供指导和参考。
1材料与方法
1.1材料与仪器
试验材料为毛竹竹丝,竹龄为4a,含水率为7%,尺寸为170mm×30mm×5mm,去青去黄,无节子、变色、霉变、腐朽等可见缺陷;酚醛树脂,质量分数为25%。
干燥箱为上海一恒科技有限公司生产的DHG-9240A型电热鼓风干燥箱,温控范围:室温加10~250 ℃,额定功率2 050W;电子天平为上海精天电子仪器有限公司生产的JA10002型电子天平,最大量程1 000g,精度0.01g;真空干燥箱,上海一恒科技有限公司生产。
1.2方法
将试件放在高温干燥箱中,分别在140、160、180、200 ℃高温下处理2h,冷却后称质量(M1);然后用酚醛树脂对试件进行常压浸渍和真空浸渍,真空浸渍的真空度为-0.08MPa,分别保持15、30、60min;浸渍完成后,擦干净试件,室干3d;再在干燥箱中(103±2)℃下烘至绝干,冷却后再称质量(M2)。每个条件重复3次。按式(1)计算处理后每块试件的质量增加率,取平均值作为本次试验的结果。
(1)
式中:W为试件的质量增加率(%);M1为浸渍前的绝干质量(g);M2为浸渍后的绝干质量(g)。
2结果与分析
2.1浸渍方式对丝竹质量增加率的影响
由表1可知,在浸渍时间相同的条件下,处理温度140 ℃时,真空浸渍得到的丝竹质量增加率高于常压浸渍,但差异并不明显。处理温度160 ℃时,竹丝真空浸渍与常压浸渍得到的质量增加率都达到最大,且真空浸渍得到的质量增加率远远高于常压浸渍的质量增加率。随着热处理温度的升高,即在160~200 ℃时,真空浸渍和常压浸渍得到的质量增加率缓慢减小。总体趋势是,在140~200 ℃温度区间,相同的浸渍时间下真空浸渍的质量增加率都明显高于常压浸渍的质量增加率;而且随着温度的升高,两种浸渍方式得到的质量增加率差异越来越大。随着浸渍时间的增加,质量增加率是逐渐增大的。浸渍方式对质量增加率的影响非常明显,与常压浸渍相比,真空浸渍能显著提高竹丝的质量增加率。
真空浸渍比常压浸渍得到的质量增加率高是因为竹材的构造与木材相似,树脂在进行常压渗透时,毛细管表面张力驱使液体流动;当毛细管张力和液柱重量相平衡时,液体将不能继续渗透。真空浸渍时,竹丝细胞腔和细胞间隙中的空气被有效去除,减小了树脂渗透的空气阻力,从而提高了树脂渗透的速度和深度[9]。
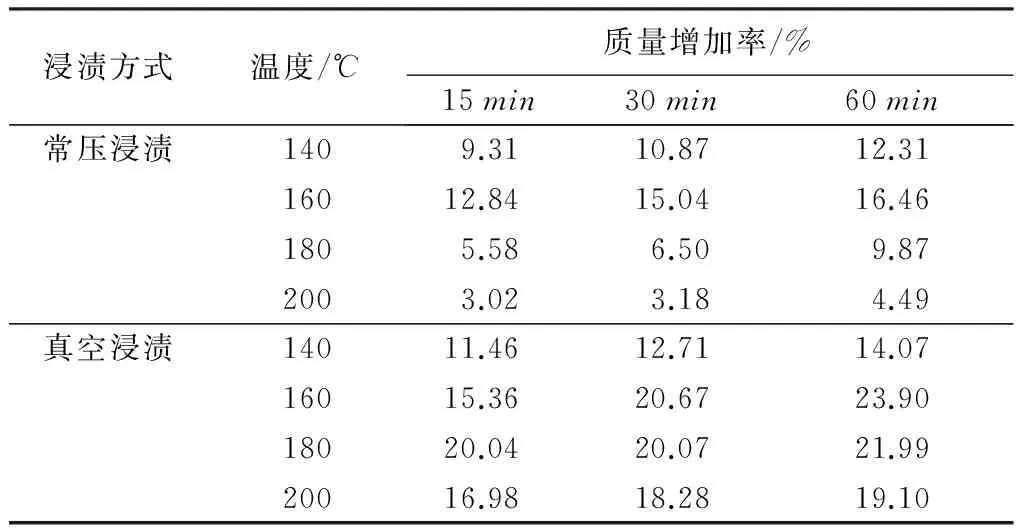
表1 浸渍方式对丝竹质量增加率的影响
2.2热处理温度对丝竹质量增加率的影响
热处理温度对丝竹质量增加率有明显的影响。在常压浸渍条件下,浸渍时间15min,在140~160 ℃范围内,质量增加率随着温度的升高而增加,在160 ℃达到最大,随后逐渐减小;浸渍时间为30、60min时,质量增加率的变化趋势与浸渍15min相同(表1)。真空浸渍时间15min时,随着热处理温度升高,竹丝质量增加率逐渐增大,在180 ℃时达到最大,随后下降。真空浸渍时间为30、60min时,质量增加率变化趋势基本与常压浸渍相似,即在160 ℃达到最大(表1)。
热处理温度在140~160 ℃时质量增加率逐渐增大的原因可能有两点。一是热处理温度在160 ℃左右时,竹丝内部部分内含物受高温分解,使导管和筛管的渗透性增大。竹材结构与木材相似,但没有横向分布的薄壁细胞和射线细胞,导致化学试剂以及水分难以沿横向进入。此外,竹材成熟后,其中胶状物质、侵填体及其他非细胞壁物质等沉积物开始聚积,导管和筛管的渗透性降低[10];二是高温气蒸处理,可提高竹丝的液体渗透性,主要是因为高温蒸气压力破坏竹丝细胞壁上较薄的纹孔膜,有利于水分和酚醛树脂通过纹孔进入细胞间隙和细胞腔,而且气蒸温度越高,水分气化越剧烈,则纹孔膜和纹孔塞破裂的可能性越大,产生的裂纹更多,打通了竹丝内部液体移动的通道,增多了渗透通道的数量,使渗透性显著提高[11-12]。热处理温度在160~200 ℃,质量增加率逐渐减小的原因可能是热处理温度在180 ℃左右时,竹丝细胞壁纤维素非结晶区域内游离的羟基发生“架桥”反应,产生醚键,脱出水分,游离羟基的数量极大减少[13],竹丝的吸湿性能下降。其次,高温高湿环境使竹丝内半纤维素多聚糖分子链上的乙酰基容易发生水解,生成乙酸,使得具有一定吸水性的羰基数量减少[14-15]。在酸性条件作用下,竹丝细胞壁中的木质素产生酯化反应,使得强吸湿性的羟基数量减少,而吸湿性较弱的羰基数量增多。再次,半纤维素含量显著降低,使得竹丝吸湿性下降[16-18]。
2.3浸渍时间对丝竹质量增加率的影响
浸渍时间对丝竹质量增加率的增长有显著作用。温度从140 ℃增加到160 ℃时,常压浸渍质量增加率的增长幅度相同。在180、200 ℃时,常压浸渍60min时质量增加率远远大于15、30min的;但随着浸渍时间的增加,质量增加率增长缓慢。这表明温度高于180 ℃时,时间对质量增加率的影响减小(表1)。在160 ℃时,质量增加率受时间影响很大,增长幅度较大,在浸渍时间为60min,常压浸渍时,质量增加率达到16.46%,真空浸渍时的质量增加率能达到23.9%。其它3个温度,即140、180、200 ℃的质量增加率增长幅度并不是很明显。在4个不同的温度水平下,随着浸渍时间的增加,常压浸渍和真空浸渍的质量增加率变化趋势是一致的,即浸渍时间在15~60min内,浸渍时间越长,质量增加率越大,浸渍效果越好。
浸渍时间直接影响酚醛树脂与竹丝作用的程度,竹丝质量增加率随浸渍时间延长而增大的原因是,在浸渍初期树脂通过纵向经由竹丝的导管慢慢进入竹丝内部,此时树脂进入竹丝所受阻力较小,树脂还未完全浸入竹丝内部。随着浸渍时间的增加,大部分树脂开始进入到细胞腔和细胞间隙中。竹材吸收酚醛树脂的能力是一定的,当树脂进入到竹丝内部的量趋于饱和,且纹孔等通道被渗入到细胞腔和细胞间隙内的树脂堵住时,树脂很难再渗透进去。
2.4丝竹质量增加率的方差分析
表2是针对处理温度分别为140、160、180、200 ℃,浸渍时间分别为15、30、60min条件下的方差分析。对于常压浸渍,P都是小于0.01的,温度和浸渍时间对竹材质量增加率的影响非常显著。对于真空浸渍,因为P<0.01,温度是影响竹丝质量增加率的一个非常显著的因素;因为0.01 表2 浸渍丝竹质量增加率的方差分析 注:显著水平α=0.05,非常显著水平α=0.01。 3结论 对于不同的浸渍方式,在相同的热处理温度下,真空浸渍得到的质量增加率显著高于常压浸渍,而且随着浸渍时间的增大,两种浸渍方式的差异越来越大。对于不同的热处理温度,真空浸渍和常压浸渍得到的质量增加率有着相同的变化趋势。随着温度的升高,质量增加率的变化趋势是先升高后降低,在160 ℃达到最大。对于同一种浸渍方式,当热处理温度为160 ℃,浸渍时间为60min时,质量增加效果最显著。无论是常压浸渍还是真空浸渍,浸渍时间在15~60min,随着浸渍时间的增加,质量增加率都是愈来愈大。不论何种浸渍方式,与时间相比,温度对质量增加率的影响更大。竹丝热处理和树脂浸渍组合最佳处理工艺是热处理温度为160 ℃,真空浸渍60min。 参考文献 [1]贺磊,黄慧,余能富,等.浸胶工艺对重竹地板吸水厚度膨胀率影响的研究[J].竹子研究汇刊,2014,33(4):55-57. [2]张齐生.当前发展我国竹材工业的几点思考[J].竹子研究汇刊,2000,19(3):16-19. [3]杨开良.我国竹产业发展现状与对策[J].经济林研究,2012,30(2):140-143. [4]秦莉,于文吉.重组竹研究现状与展望[J].世界林业研究,2009,22(6):56-59. [5]李琴,华锡奇,戚连忠.重组竹发展前景展望[J].竹子研究汇刊,2001,20(1):76-79. [6]王燕,李贤军,吕建雄,等.重组竹制造用竹束的浸胶工艺优化研究[J].中南林业科技大学学报,2013,33(10):153-157. [7]程亮.重组竹材制造技术的研究[D].呼和浩特:内蒙古农业大学,2009. [8]黄珊,赵明,何强,等.竹束、木束浸胶量影响因素分析[J].林业科技开发,2011,25(5):93-96. [9]唐晓淑,罗文圣,赵广杰.东北地区几种主要木材的液体渗透性[J].北京林业大学学报,2000,22(5):86-90. [10]饶森,余丽萍.预处理对毛竹流体渗透性的影响[J].林业机械与木工设备,2013,41(8):26-29. [11]彭毅卿,李帆,伊松林,等.汽蒸处理对杨木尺寸稳定性及横向渗透性的影响[J].木材加工机械,2012,23(6):23-26. [12]苗平,张文静.汽蒸处理对木材横向渗透性的影响[J].南京林业大学学报(自然科学版),2009,33(2):99-102. [13]李贤军,刘元,高建民,等.高温热处理木材的FTIR和XRD分析[J].北京林业大学学报,2009,31(S1):104-107. [14]SIVONENH,MAUNUSL,SUNDHOLMF,etal.Magneticresonancestudiesofthermallymodifiedwood[J].Holzforschung,2002,56(6):648-654. [15]孙润鹤,李贤军,刘元,等.高温热处理对竹束FTIR和XRD特征的影响规律[J].中南林业科技大学学报,2013,33(2):97-100. [16]TJEERDSMABF,MILITZH.Chemicalchangesinhydrothermaltreatedwood:FTIRanalysisofcombinedhydrothermalanddryheat-treatedwood[J].HolzalsRoh-undWerkstoff,2005,63(2):102-111. [17]MEHMETAkgül,ESATGümükaya,SÜLEYMANKorkut.Crystallinestructureofheat-treatedScotspine[Pinus sylvestrisL.]andUludagfir[Abies nordmanniana (Stev.)subsp.bornmuelleriana(Mattf.)]wood[J].WoodScienceandTechnology,2006,41(3):281-289. [18]李贤军,傅峰,蔡智勇,等.高温热处理对木材吸湿性和尺寸稳定性的影响[J].中南林业科技大学学报,2010,30(6):92-96. 第一作者简介:黄文娟,女,1990年10月生,木材科学与工程北京市重点实验室(北京林业大学),硕士研究生。E-mail:huangwenjuan820@126.com。 通信作者:伊松林,木材科学与工程北京市重点实验室(北京林业大学),教授。E-mail:ysonglin@126.com。 收稿日期:2015年12月7日。 分类号S781.7 EffectofHeatTreatmentTemperatureandImpregnationonMassGainofBamboo// HuangWenjuan,WuYafeng,ZhaoZijian,HeZhengbin,YiSonglin (BeijingKeyLaboratoryofWoodScienceandEngineering,BeijingForestryUniversity,Beijing100083,P.R.China)//JournalofNortheastForestryUniversity,2016,44(8):65-67. Thebambooasthetestmaterialwastreatedfor2hat140 ℃, 160 ℃, 180 ℃and200 ℃,thenwastreatedbyusingPFundernormalpressureandvacuumimpregnationfor15, 30,and60min,tostudytheeffectofdifferentheattreatmenttemperatureandtwoimpregnationmethodsonthemassgainofbamboo.Themassgainofvacuumimpregnationwashigherthanthatofnormalpressureatanytemperature.Withtheincreaseofthesoakingtime,thedifferencewasgreater.Whentheheattreatmenttemperaturewas160 ℃andthesoakingtimewas60minforthesameimmersionmethod,themassgainofbamboowaslargest. KeywordsBamboo; Thermal treatment; Impregnation; Mass gain 1)林业公益性行业科研专项(201404502)。 责任编辑:戴芳天。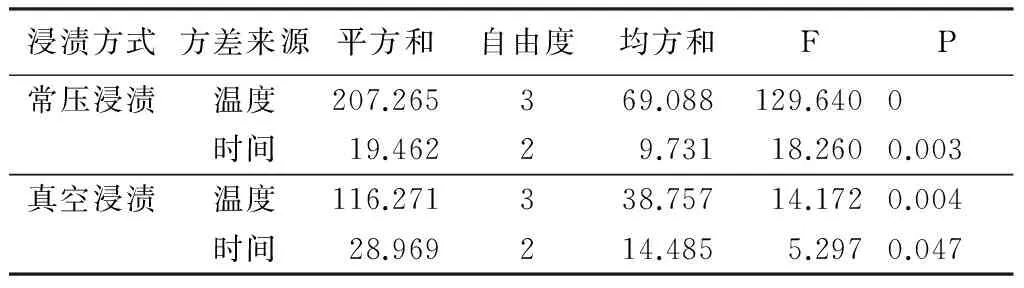
猜你喜欢
林业工程学报(2022年4期)2022-08-03
湖北农业科学(2022年8期)2022-05-23
军民两用技术与产品(2021年8期)2021-11-24
林产工业(2020年8期)2020-02-28
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
山东冶金(2019年3期)2019-07-10
制造技术与机床(2019年4期)2019-04-04
世界竹藤通讯(2019年5期)2019-02-11
大众文艺(2015年15期)2015-07-12