
智能选矿厂架构设计
2016-08-06 02:32周俊武
自动化仪表 2016年7期
周俊武 徐 宁
(北京矿冶研究总院1, 北京 100160;矿冶过程自动控制技术国家重点实验室2, 北京 100160;
智能选矿厂架构设计
周俊武1,2,3徐宁4
(北京矿冶研究总院1, 北京100160;矿冶过程自动控制技术国家重点实验室2, 北京100160;
矿冶过程自动控制技术北京市重点实验室3, 北京100160;北矿智云科技(北京)有限公司4,北京100080)
摘要:根据选矿厂的工业特点和选矿工艺、装备及控制技术的现状,设计了装备智能化、业务智能化、知识自动化三个层次的智能选矿厂模型。结合各个层次的技术现状和作用,阐述了设备自动化、设备虚拟智能化、动力设备智能化和过程仪表智能化的设计方式;探讨了智能检测、智能监控、智能控制、智能运维、智能管理等生产业务智能化的必要性和可行性;阐述了“互联网+”时代的选矿厂生存发展模式和选矿厂数据资源化、知识自动化的必要性和迫切性。最后指出:建设实施智能选矿厂需要结合不同企业的实际装备、生产工艺、人员素质情况和企业的发展规划,循序渐进。
关键词:智能选矿厂装备智能化业务智能化知识自动化智能制造智能传感器大数据互联网+云计算
Intelligent manufacturingIntelligent sensorBus technologyControl systemBig dataInternet+Cloud computing
0引言
选矿厂是有色金属流程工业的重要组成部分,对有色金属工业整体的绿色、高效、安全运行发挥着重要的作用。在过去的15年里,工业自动化的普及加快了选矿厂的建设和发展,为提高生产的安全性、可靠性和经济效益作出了重要贡献。但随着大数据、互联网+、云计算等信息化技术的发展和社会生产结构的变革,各工业领域都面临如何解决好两化深度融合、实现智能制造模式的课题。
选矿厂主要的特点和困难是“靠天吃饭”,生产原料性质多变而可控性很差。选矿过程的典型特征是“多”、“变”和“不确定性”,在碎矿、磨矿、选别、浓缩、脱水等各个工序中,影响生产指标和产品质量的因素多、参数多,工艺、设备相互作用的机理复杂且具有不固定、不确定和不明确的特点;而随着生产运行和损耗发生,生产要素的时间特征、空间特征和彼此的相关性都在发生变化。对“变”的识别能力成为选矿厂能够正确“应变”的前提条件。智能化、信息化技术提高了选矿厂的识别能力和应变能力。
本文探讨选矿工业智能优化制造的技术路线和行动路线,以更好地实现从设计到运营的全生命周期的可持续发展。
1智能选矿厂模型
智能选矿厂模型如图1所示。智能选矿厂包括三个层次:装备智能化、业务智能化和知识自动化。下面结合各个层次的技术现状和作用进行一一阐述。

图1 智能选矿厂模型Fig.1 Model of the intelligent concentration plant
2选矿厂装备智能化
实施装备智能化的关键时期是在选矿厂的工程设计阶段,包括工艺流程、设备、自动化、工业网络等系统的设计,分为硬件智能和软件智能两个方面。硬件智能包括过程仪器仪表、动力系统自动监控和综合保护、生产设备的检测与控制。软件智能包括数字化设计工具的应用,比如以SYSCAD为代表的流程模拟软件,JKSimet、JKSimFloat等工艺和设备仿真软件,Matlab或LabVIEW等过程建模与分析软件等。我国选矿厂数字化设计几乎空白。较好的设计方式是将选矿厂运行涉及的各个专业与硬件智能有机结合,实现初步的装备智能化。
2.1设备自动化
近15年来,我国实现了大型选矿设备的自主生产制造和设备的基础自动化。大多数的国产设备通过机电一体化控制、过程检测、执行机构、PLC系统等自动化装备,基本实现了运行状态实时监控和操作自动化。设备可根据自身的状态参数作出实时的报警反馈和连锁控制,以保障设备作业安全。
以半自磨机自动化系统为例,磨机的进料端油压、出料端油压、进料端轴承温度、出料端轴承测温、小齿轮传动端油流、小齿轮非传动端油流、小齿轮振动、主电机轴承及三相定子绕组温度等过程参数,磨机有功功率、无功功率、励磁电流、励磁电压、定子电流、电机转速等电气参数,都可以实时地被检测和采集到DCS系统中。同时,设备自带的PLC控制系统通过编程,对筒体、电机、高压励磁系统、润滑油站、液压系统、调速系统进行实时监控、自动控制、协同管理,显著提高了设备的可靠性和工作效率,降低了劳动强度和安全风险。
2.2设备虚拟智能化
设备智能化的主要发展方向是通过建模仿真开发工业级仿真器,即将设备工作机理仿真与实际生产过程联系在一起,开发虚拟的、但又符合生产实际的生产设备模型。工业级设备仿真器的主要特点是:
①满足工艺过程的质量、能量、体积平衡;
②动态模拟设备内部物料的分布特征,较为准确地反映生产过程的物理、化学变化;
③既可以利用大量的实时监控数据作为仿真器的输入和训练样本,也可以将关键工艺位置的取样分析数据作为仿真器的输入和训练样本,从而建立设备关键参数与过程关键参数的数学模型,达到模拟实际生产的目的。
工业级设备仿真器比单纯的机理仿真模型简洁,比一般的系统输入输出模型复杂。工业级仿真器首先要关注对生产过程造成重要影响的因素或参数,同时要分析造成过程输入与过程输出的关系变化的原因。以磨机为例,磨机输入包括给矿量、给水量、循环负荷,磨机输出包括排矿矿浆体积流量、矿浆浓度、合格产品质量和不合格产品质量。过程建模只能较为准确地描述磨矿输入参数与磨矿输出参数的时间关系和质量关系,但无法描述造成不合格产品的原因,也无法对合格产品和不合格产品的程度进行量化。因此过程建模能够解决一部分操作问题,但是没有办法解决生产的优化问题。设备仿真器恰好可以弥补过程建模在这方面的缺陷。
COREM 与McGill 大学2006 年开发的工业级磨机仿真器SAG-ToolsTM,被应用于Brunswick 选矿厂的半自磨机上。该系统能够实时预测磨机内部的14 个变量,包括磨机填充率、物料运动轨迹和分布区间等,用于对磨机操作和维护的指导。这款仿真器采用“简化的离散元素”建模方法,仿真磨机内部矿石质量、钢球质量、球料比、磨矿浓度、衬板磨损等状态的变化和由此产生的内部物料运动的变化。仿真器同时集成了磨矿设备的实时运行数据,并对这些数据进行综合分析[1]。
选矿设备工业级仿真器是建模仿真、软测量和选矿技术的有机结合,是智能选矿厂的重要技术装备。
2.3动力设备智能化
选矿厂的动力设备包括了变压器、进线柜、无功补偿柜、变频柜、软启动柜和抽屉柜等出线柜,智能化的核心体现在变供配电回路中核心部件的数字化和网络化,如框架断路器、电量监测仪、变频器、马达保护器等。
以施耐德PM820型电力参数测量仪为例,可监测电能消耗,测量电流、电压、功率、电度、功率因数、频率等参数,监测电网的稳定性和供电质量等,并且可以通过Modbus RTU的通信接口实时上传所有监测数据,极大地提高了对用电回路的监控水平。
动力设备智能化,特别是智能电量仪表的合理使用,可以有效诊断破碎机、磨机等高负荷用电设备的用电状态。这些状态参数将作为控制优化和生产节能的主要反馈数据。
2.4过程仪表智能化
总线技术是过程仪表智能化的重要技术,传统仪表只有测量、显示、报警、自检等功能。总线仪表通过通信功能,使得仪表与控制系统的交互数据更加丰富。除了测量值,DCS系统能够通过总线读取到仪表的制造信息、运行状态、故障信息,实现远程标定和参数设置,从而提高了仪表的使用效率和维护效率,保障了控制系统的稳定运行。
3选矿厂业务智能化
3.1选矿过程的智能控制系统
选矿过程的智能控制系统由基础DCS系统、智能传感器、智能监控、模型校正等部分组成。与传统的单回路控制相比,智能控制系统更加复杂和丰富,因为单回路控制的目标是一个参数的稳定,而智能控制的目标是多个参数在一定生产条件下的最佳匹配。智能控制系统除了根据一个或者多个过程参数的反馈对控制周期、控制强度进行调整外,还要根据过程统计监控识别出的生产工况进行不同生产操作模式的切换。智能控制系统的执行机构不再只是调节阀、变频器,而是几乎扩大到所有的生产设备。
传统的过程仪表和选矿工业专用智能传感器执行自动反馈,为控制系统提供更能体现生产机理及其作用机制的数据和信息;智能监控是智能控制系统的安全保障,积极运用数据建模、多变量统计分析、人工智能等手段,对生产中的故障、波动、偏离等不利因素进行动态跟踪识别,并及时传递给控制系统。控制系统根据这些不利因素的状态调整控制策略或者控制强度,保证安全生产。模型校正利用实时数据和数学建模,模拟分析当前控制系统的工作模式、边界条件、工作区间是否已经发生变化,从而对控制系统的参数或者策略进行调整,保证控制作用的时效性。
3.1.1选矿专用智能传感器
智能传感器是智能控制系统的重要元件,国际上大型的矿业机构在20世纪就已经开发和应用选矿专用的智能传感器,并一直持续到现在。智能传感器的产品类型日益丰富。从“十一五”开始,中国也开展了这个方向的系统研究与开发工作。智能传感器的任务是实现生产节能和提高资源回收率,主要集中在碎磨过程和选别过程。
碎磨工艺过程中,智能传感器分析的参数主要包括物料性质、磨机状态、设备故障等,采用的技术包括图像分析、音频检测、振动检测,以及用于综合过程参数和设备参数的软测量技术。
通过检测磨机筒壁的振动信号分析磨机充填率及物料运行特征的技术,最早由国际矿业技术联盟AMIRA立项研究。2006年,北京矿冶研究总院在“863”重点项目支持下开展自主研究;2010年,完成样机的工业试验;2013年,实现磨矿过程控制的优化。
浮选过程的智能传感器有泡沫分析和浮选机分层状态检测。泡沫分析主要采用图像分析技术,浮选机分层状态监测主要采用电阻断层成像技术、压力分布检测技术。
高校行政机构在高校中有着重要作用,它协调、监督学校各方面的后勤和教学工作的开展。随着我国高校的不断发展,高校教育改革的进度不断加深,内部管理的规模也在持续地扩大和改变,使得行政管理的范围也随着扩大,行政管理工作的内容、复杂程度也不断增加。因此,只有进行行政管理的改革,提高管理工作的效率,才能使得各行政部门的职能得到充分发挥。
从矿业的发展形势分析,软测量传感器将会有更大发展空间。一方面,软测量传感器以建模为基础,能够同时预测多个生产过程变量,在一定程度上会削减传统过程仪表的用量,降低企业固定资产投资。另一方面,软测量传感器便于通过互联网进行远程维护,降低了企业的维护投入。
3.1.2选矿过程的智能监控技术
选矿过程智能监控的主要切入点有:
①从工艺过程数质量平衡关系入手,进行故障的检测、识别与诊断,通过建立选矿流程数质量平衡仿真模型,利用数据训练和先验知识建立过程仿真器,能够帮助工艺人员更有效和更准确地发现潜在生产故障。
②从设备机理模型入手进行故障的检测、识别与诊断。将智能传感器的检测信息与设备模型相结合,开发故障检测系统。以输入输出变量与机理模型参数的数学模型作为故障识别参照系,过程操作变量与机理模型参数的数学模型作为故障诊断的判据。
③利用工业过程监控技术对大量的生产历史数据加以有效的信息处理和利用,挖掘其中蕴含的过程信息,经过适当的工艺分析与计算处理手段,为操作人员提供生产运行状况、产品质量、产量、能耗、成本、安全等详细信息,用于指导生产操作。
装备智能化和信息物理融合系统(cyber physical system, CPS)在选矿厂的应用,使得控制系统的信息采集、处理和加工能力显著加强,采集和存储的过程数据越来越丰富。如何从海量数据中挖掘出有价值的过程信息,成为具有实际应用意义的研究课题。在这样的背景下,基于多元统计理论的工业过程监控技术应运而生,并取得了广泛的关注和应用。
选矿生产的物料性质、设备性能会产生积累效应。一旦“积累效应”超过生产临界状态,就会造成严重的生产故障或事故,企业需要为恢复或修复生产付出巨大的经济代价。应用工业过程监控技术对选矿生产过程进行故障检测、故障识别和故障诊断,是选矿过程智能监控的主要内容。
影响选矿生产过程的因素众多,既有矿、水、风、药、电等能源物耗因素,也有生产设备和生产设施设计选型的影响,以及人工经验差异化造成的影响。选矿过程智能监控只有根据不同的生产诉求确定合适的监控方法,才能提高故障的检测率,降低故障的误报率和漏报率。
3.1.3选矿过程的智能控制
目前,成熟的选矿智能控制系统主要是由国外的矿业技术公司(如Metso、Outotec和Mintek等)提供的。
Metso的OCSR○专家控制系统将VisioRockTM、AudioMillTM、VisioBallTM、VisioPelletTM、VisioFrothTM、LaserFrothTM等智能传感器与在线的人工智能模块无缝集成,使矿物加工生产过程获得最佳的技术性能和经济效益[2]。
OUTOTEC的PROSCON是矿物加工过程优化控制系统,具有三个层次的控制功能:抑制干扰保证生产稳定、控制产品质量、确保最佳经济效益。PROSCON ACT用于控制,主要技术是规则控制和模糊控制。PROSCON ACT包括历史数据存储和仿真模块,控制策略在使用前可以离线、半在线、在线进行仿真,以测试和验证算法的有效性。
Mintek开发的StarCS系统架构,由MillStar、FloatStar和LeachStar等模块组成,分别负责磨矿、浮选、浸出等过程的优化控制。
我国从“十二五”开始较为系统地进行智能化选矿技术研究,包括以基于磨机振动的负荷监测系统为反馈的磨矿智能,以泡沫图像分析系统为反馈的浮选智能控制,同时开展了面向生产过程的多变量统计监控技术研究,以提高智能控制的可靠性。上述研究工作在山东黄金矿业股份公司的焦家金矿、三山岛金矿,江西铜业集团的德兴铜矿进行了持续的工业化试验,已取得了一些成果。
3.1.4发展趋势
我国通过探索实践,已经意识到仅仅依靠智能传感器和基础DCS系统实施智能控制所存在的不足。当生产波动频繁或有更复杂的因素作用时,智能控制的有效性和可靠性会变得很差。建模仿真技术与智能控制的结合是必须的。有了建模仿真,智能控制才能“知其然”并“知其所以然”,从而能够根据被控对象的变化自动调整自己的控制结构、控制方法,可靠性、有效性才能得到保障。
OUTOTEC公司开发的MillMapper和CrusherMapper技术获得澳大利亚杰出科学奖——尤里卡奖。这是世界上第一个通过建模技术检测和管理磨机/破碎机衬板状态的产品,实现了对磨机/破碎机的动态维护、减少和避免了非正常停车,为智能控制提供了可靠的运行环境。
Metso开发的OCS-4DR○系统是一套离线仿真软件系统,包括ImageMinerTM和NavigatorTM两个模块,具有快速存储和追溯图像以及图像相关的过程参数的功能,并可根据历史信息重构优化当前的自动化系统[2]。
3.2选矿厂运维智能化
选矿资产包括硬件资产、软件资产和数据资产。硬件资产包括各类生产设备、过程设备、动力设备、网络设备等。软件资产包括企业的控制软件、信息化软件、OA软件等。数据资产是企业长年运行积累的生产数据,包括实时数据库和关系数据库存储的各类数据,以及保存下来的书面分析报告、报表、操作日志等。
资产运维通过对资产运行状况的跟踪与评价,进而设定合理的保养与维修计划,从而延长资产服务年限、提高资产运行质量,达到企业资产增值保值的目的。传统的矿山企业设有专门的设备运营部、机修车间、电仪班组、信息中心等组织机构,专职负责企业资产的运营管理。但是由于信息化程度不高,大多数运维采用“事件触发”机制,往往是设备或者工艺流程已经故障了,才开展运维活动,此时故障已经成为既定事实。因此这种被动式的运维模式已经不能适应当前工业发展的需要。
选矿生产过程中的很多故障有很强的隐蔽性,不容易被发现。其主要原因有三点:一是选矿过程变化相对缓慢,磨损、腐蚀、结垢等现象对设备的累积效应要经过较长的时间才能被发现;二是工艺条件与设备条件发生偏差造成不匹配,导致运行效能降低并逐渐引发故障;三是人工操作的不一致性导致装备容易发生故障。
如何及时、有预判性地对装备进行维护,是选矿企业重点要解决的问题。
选矿厂智能运维系统是在装备智能化和业务智能化系统的基础上,利用物联网技术实现设备巡检数字化,利用智能监控技术实现设备运转性能的数字化评测,利用互联网技术实现资产信息与服务队伍、设备供应商的信息共享,利用电子化流程实现运维活动的全流程监控和时间控制。其示意图如图2所示。在有条件的情况下,对于生产、工艺、设备的高效利用技术开发来说,运维数据是非常有价值的反馈。只是这种反馈数据的冗余程度高、交叉性强,因此可以和云端的数值模拟、过程模拟、操作模拟等应用结合起来考虑。这也是企业以知识为驱动、实现全生命周期可持续发展的必然选择。
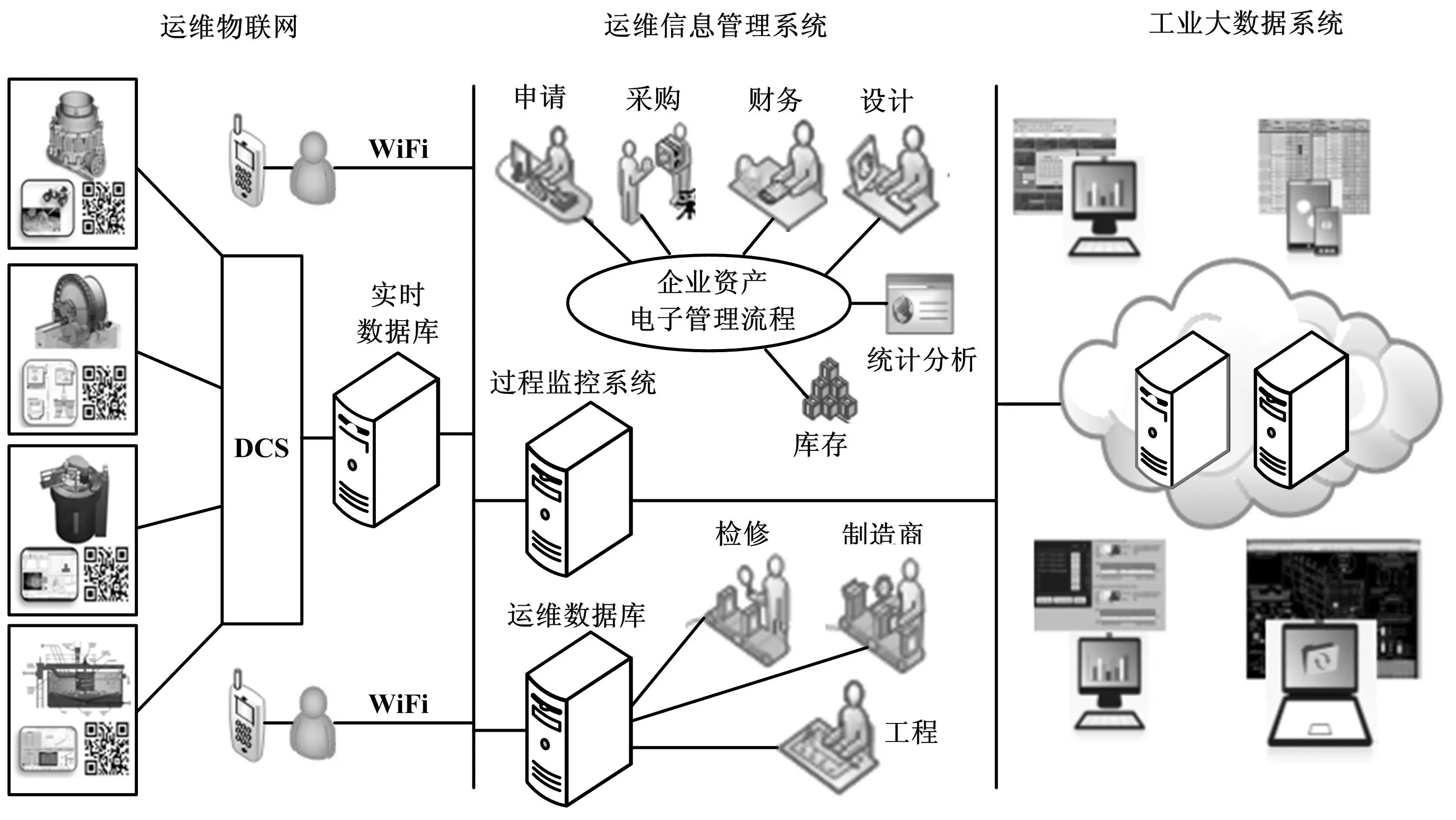
图2 智能运维信息系统示意图Fig.2 Schematic diagram of intelligent operation & maintenance information system
3.3选矿厂管理智能化
选矿厂的管理涉及技术、经济、人员、物料等多种生产要素的协调、调度和资源配置。实现管理智能化,一方面要依靠生产过程信息化技术,通过对生产数据的处理和运用获得管理需要的信息,作为管理决策的依据;另一方面要依靠网络技术和通信技术提高信息的传递效率、传输质量,在保证各个管理层级获得准确、有效信息的同时,解决各个层级间的信息不对称、信息不同步现象,提高整体决策水平。
工业实践证明,报表自动化是选矿厂管理智能化的重要手段。选矿厂各生产环节产生的大量数据以及汇总计算得出的各项技术经济指标,都要以报表的形式逐级向上传送。这些数据包括品位指标、量值、率值等,它们通过复杂的计算相互关联,任何一个值的变动都会给生产流程中的其他指标带来变动,对产品质量和生产效率产生影响。报表自动化首先是自动收集实时生产数据、离散批次数据和人工录入数据,然后按照选矿厂的管理需求自动生成投入产出、物料平衡、物料消耗、控制系统运转率等项目的统计报表。报表的时间跨度可以根据不同岗位需求设定,报表的发布也根据不同的岗位任务进行定向发布和抄送发布。由于选矿是一个较慢的过程,如果企业能够设立专业从事这些报表分析与处理的岗位,并设计与之相关的电子工作流程,则报表将对生产各要素的评价与调控起到更积极的作用。
4选矿厂的数据资源化和知识自动化
智能选矿厂的第三个层次是数据资源化利用和知识自动化。学会利用数据来持续地改善企业的生产运营,是未来实体工业发展必须面对的问题。工业局域网、工业物联网让工厂得到自己的数据并进行保存利用,互联网让工厂得以了解和接触到外部工厂的生产数据、研究机构的技术数据、供货商的应用数据乃至行业的数据。学会利用自己的和别人的数据,让数据转化成改造自身、提升生产力的可靠依据和驱动力,是智能选矿厂在未来互联网时代生存的重要支撑之一。
5结束语
智能选矿厂是矿业智能制造新模式的重要组成部分,其发展目标是“去人化”、“轻资产”、“高效率”。未来,智能选矿厂的建设将围绕装备智能化、业务流程智能化和知识自动化循序渐进。因此,只有技术工作者和管理者共同努力、坚持不懈,才有可能实现其目标,绝不可以一蹴而就。本文旨在与同行们就智能选矿厂的建设思路作一些探讨。
参考文献:
[1] 周俊武,徐宁. 选矿自动化新进展[J]. 有色金属(选矿部分), 2011(S1):47-63.
[2] 田庆梅,李国清,侯杰,等.黄金矿山选矿生产信息管理系统设计与实现[J].有色金属(选矿部分),2015(4):75-79.
收稿日期:2016-05-26。
中图分类号:TH-39;TP29
文献标志码:A
DOI:10.16086/j.cnki.issn1000-0380.201607001
Architectural Design of the Intelligent Concentration Plant
Abstract:According to the industrial characteristics and current status of the beneficiation process, equipment and control technology in concentration plant, the three-layer model of intelligent concentration plant is designed for equipment intellectualization, business intellectualization, and knowledge automation. Combining with the technical status and functions of each level, the design approaches for equipment automation, equipment virtual intellectualization, power equipment intellectualization and process instrument intellectualization are expounded. The necessity and feasibility of production business intellectualization, including intelligent detection, intelligent monitoring, intelligent control, intelligent operation & maintenance and intelligent management are investigated. The survival and development patterns of the concentration plant in the era of “Internet + ”, and the necessity and urgency of data resource reuse, knowledge automation of the plant are pondered. It is proposed at last that, construction and implementation of intelligent concentration plant requires combining actual facilities, productive technology, personnel quality and the development planning of different enterprises.
Keywords:Intelligent concentration plantIntelligent facilityProduction business intellectualizationKnowledge automation
国家高新技术研究发展计划(“863”计划)资助项目(编号:2011AA060200)。
第一作者周俊武(1966—),男,2002年毕业于东北大学资源与土木工程学院,获博士学位,研究员;长期从事选矿过程自动化及计算机应用软件的研究开发工作。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
防爆电机(2021年3期)2021-07-21
铜业工程(2021年2期)2021-06-27
建材发展导向(2021年6期)2021-06-09
铜业工程(2021年1期)2021-04-23
水泥工程(2020年4期)2020-12-18
建材发展导向(2020年16期)2020-09-25
矿产综合利用(2020年1期)2020-07-24
世界有色金属(2018年9期)2018-01-31
世界有色金属(2018年9期)2018-01-31
