
CV插入板与贯穿件套筒焊接接头超声波检测
2016-08-03 08:54:58董国利程传茂廖平平柯建龙贾文婧中国核工业第五建设有限公司上海05中核武汉核电运行技术股份有限公司湖北武汉4303
国防制造技术 2016年1期
董国利程传茂廖平平柯建龙贾文婧(中国核工业第五建设有限公司,上海,05; 中核武汉核电运行技术股份有限公司,湖北 武汉,4303)
CV插入板与贯穿件套筒焊接接头超声波检测
董国利1程传茂2廖平平1柯建龙1贾文婧1
(1中国核工业第五建设有限公司,上海,201512;2 中核武汉核电运行技术股份有限公司,湖北 武汉,430223)
本文以AP1000三门核电工程为例,探讨了CV插入板与贯穿件套筒焊接接头超声波检测的难点,详细描述了超声波检测的整个过程,对典型缺陷进行了分析,并对检测结果进行了验证。本文所介绍的检测方法对于CV插入板与贯穿件套筒焊接接头,尤其是此类焊缝的超声波检测具有实际检测应用价值。
超声波检测;贯穿件;插入板
A P1000核电安全壳(Containment Vessel,简称CV)是西屋公司设计的一个独立的圆柱形钢制容器,贯穿件安装在其上,用于电缆穿越安全壳的专用核1级电气设备,既保证了反应堆厂房与其他厂房在正常和各种事故状态下电气信号的连续性和可靠性,又维持了反应堆厂房压力边界的完整性和密封性,防止放射性物质的外泄,是第三代核电的核心部件。作为世界首堆,严格控制贯穿件的焊接质量至关重要。
1 超声波检测特点
插入板和套筒具有一定的角度,套筒检测面为曲面,如图1和图2所示。插入板材质为SA738Gr. B,规格为T=88.9mm,套筒材质为SA350GrLf-2,规格为T=60.35mm,经过测量,焊角高度最小处为50mm,探头扫查区域为85mm,最大焊角高度最大处为126mm,探头扫查区域为5 mm。与常规的T型接头相比,此结构更具特殊性,探头扫查范围小,超声波检测难度更大,焊缝不能进行100%扫查,缺陷容易漏检。
为了确保缺陷不漏检,经过探头扫查范围、扫查覆盖区的计算,查阅贯穿件技术规格书(焊角高度最小允许值为8 mm)后,将焊脚高度打磨至8~12 mm,如图2所示。
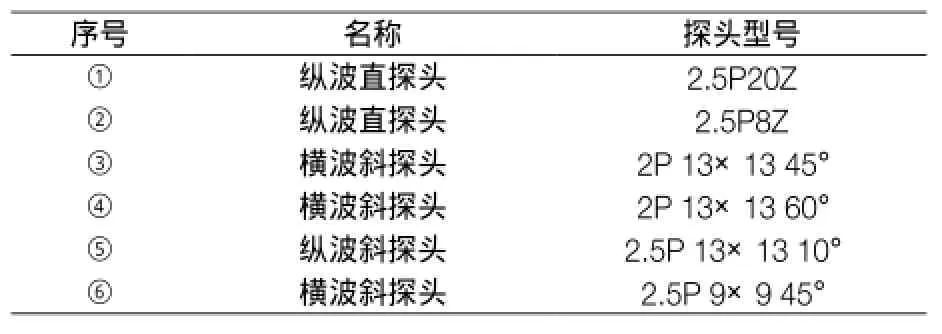
表1 探头
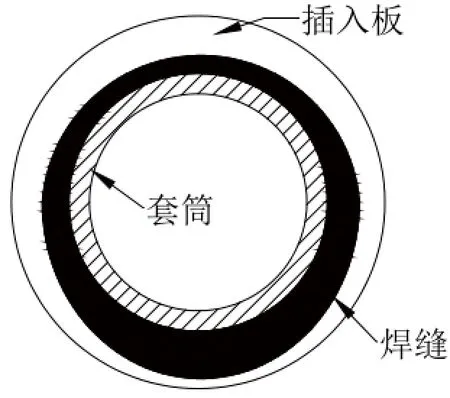
图1 原始焊缝示意图

图2 打磨后焊缝示意图
2 仪器、探头、试块的选择
仪器选择:选用HS610e型数字式超声波探伤仪。
探头选择:选用低频率、大晶片、小角度的探头,详见表1。
试块选择:采用曲率半径与工件相同或相近的试块,通过对比试验进行曲率补偿。本次采用CSK-Ⅰ试块和《ASME Ⅴ第5章 材料和制造用超声波检验方法》中ASME 3#试块。演示试块的作用是制作完成DAC曲线后,在演示试块上进行验证,以证明此检测方法的可行性,如图3所示。
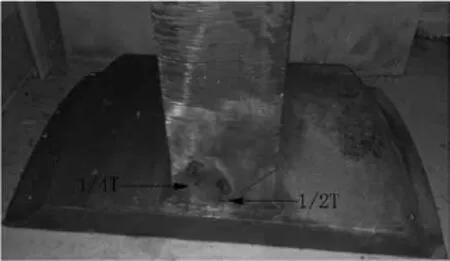
图3 演示试块实物图
3 DAC曲线的制作及演示
使用CSK-Ⅰ试块校核仪器和探头的参数。使用ASME 3#试块制作DAC曲线:首先,将探头对准T/4横孔得到最高回波并调制屏高的80%作为DAC曲线的第一个点,然后依次对准T/2、T3/4,做出DAC曲线的第二个点和第三个点,最后将探头放在使声程经底面一次反射后到达T3/4横孔的最大波幅处,作为DAC曲线的第四个点,连接屏上各标记点,即可作得到DAC曲线。
DAC曲线制作完毕后,在演示试块上进行检测,应能发现演示试块上的三个人工缺陷,否则应重新制作DAC曲线。
检验时,信号超过20%DAC的任何缺陷均应加以研究[1]。对于反射波幅度大于基准波幅度20%的所有缺陷应扩大探测范围,直至操作人员能确定所有这些缺陷的形状、性质和位置,并根据验收标准来评定。
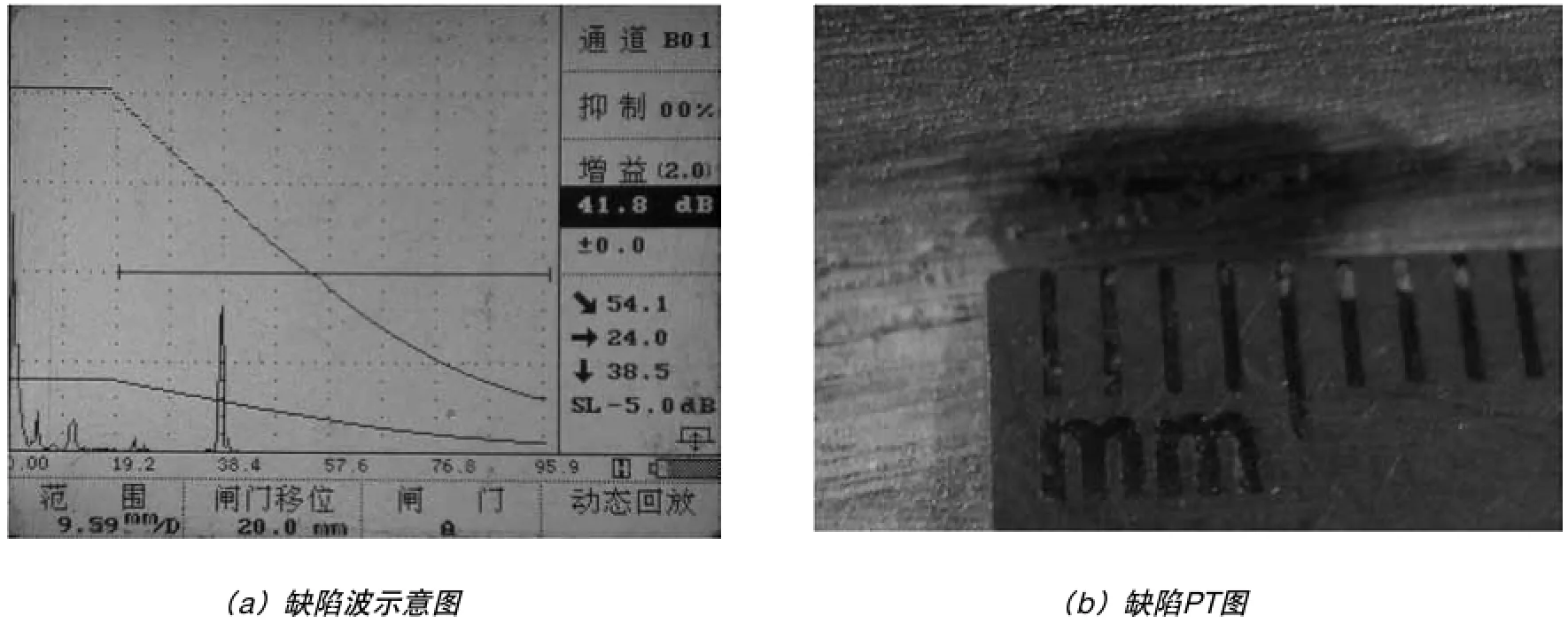
图4 条形夹渣
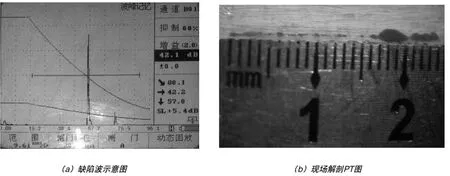
图5 层间未熔合
4 典型缺陷检测结果分析
由于工件结构特殊,厚度较大,焊接过程中将产生较大的应力,这些应力主要分布在贯穿件侧的焊缝及热影响区,易产生裂纹。K型坡口清根不彻底、层间清理不干净等,将会产生夹渣、气孔、未熔合、未焊透等缺陷。
对于点状缺陷,在不同方向探测,缺陷回波无明显变化。一般的气孔、小夹渣等属于点状缺陷。缺陷内含物的声阻抗对缺陷回波高度有较大的影响。气孔等内含物气体,声阻抗很小,反射回波高。非金属或金属夹渣声阻抗较大,反射回波低。另外,不同类型缺陷反射波的形状也有一定差异,例如,气孔与夹渣、气孔表面较平滑,界面反射率高,波形陡直尖锐。而夹渣表面粗糙,界面反射率低,同时还有部分声波透入夹渣层,形成多次反射,波形宽度大并带锯齿[2]。
对于平面形缺陷,在不同的方向上探测,其缺陷回波高度显著不同。在垂直于缺陷方向探测,缺陷回波高;在平行于缺陷方向探测,缺陷回波低,甚至无缺陷回波。一般的裂纹、未熔合、未焊透缺陷就属于平面形缺陷。
下转P53页
Ultrasonic Testing for Weld Joint on CV Insert Plate and Penetration Sleeve
DONG Guo-Li1,CHENG Chuan-Mao2,LIAO Ping-Ping1,KE Jian-Long1,JIA Wen-Jing1
(1China Nuclear Industry Fifth Construction Co.,Ltd.,Shanghai,201512,China;2 China Nuclear Power Operation Technology Corporation,LTD.,Hu Bei Wu Han,430223,China)
This paper,taking AP1000 San Men Nuclear Power Project as example,discussed the difficult points of ultrasonic testing for weld joint on CV insert plate and penetration sleeve,detailed the whole process of ultrasonic testing,the typical defects were analyzed,and the test results were verified. The testing method introduced has great application value for the weld joint of CV insert plate and penetration sleeve,especially for ultrasonic testing which have the same type of welded.
Ultrasonic testing; Penetration assemblies; Insert Plate
董国利(1984—),男,河南人,工程师,主要从事核电建设中无损检测、焊接技术等相关工作。
猜你喜欢
机电信息(2024年12期)2024-07-01 04:42:49
电力安全技术(2023年7期)2023-08-28 08:00:24
新疆有色金属(2023年4期)2023-06-26 02:19:04
科学技术创新(2022年1期)2022-02-19 09:20:42
设备管理与维修(2021年17期)2021-11-02 11:15:28
天津冶金(2021年3期)2021-06-28 01:31:24
科学技术创新(2021年3期)2021-01-22 07:46:46
中国特种设备安全(2019年1期)2019-03-13 01:05:52
无损检测(2016年8期)2016-08-30 03:01:04
大型铸锻件(2015年4期)2016-01-12 06:35:21
