
铸造黄铜TIG焊接电流对焊缝颜色的影响
2016-07-30 08:39:10铜陵铜官府文化创意股份公司安徽铜陵244000
铸造设备与工艺 2016年2期
赵 敏,李 伟(铜陵铜官府文化创意股份公司,安徽铜陵 244000)
铸造黄铜TIG焊接电流对焊缝颜色的影响
赵敏,李伟
(铜陵铜官府文化创意股份公司,安徽铜陵 244000)
现代中大型铸造铜工艺品多为分块铸造,组焊后焊缝与母材往往存在色差,特别是铸造黄铜在焊接过程中由于锌极容易蒸发,导致焊缝与母材色差明显,影响工艺品艺术形象。本文以ZGH57牌号铸造黄铜为例,研究TIG焊接电流对铸造黄铜焊缝与母材色差的影响。
黄铜;氩弧焊;电流;色差
1 前言
黄铜是铜锌二元合金。黄铜色泽金黄,价格较低,非常适合制造佛具和饰品,也是金箔和金粉的代用材料,黄铜是一种主要铸铜艺术品合金材料。
铸造黄铜工艺品生产一般参照《DB34/T1475-2011铸铜工艺品》,考虑成本问题,一般企业对没有材质要求的铸造黄铜工艺品均按ZGH57牌号铸造,见表1,而ZGH57锌含量达40%以上。黄铜中所含锌的沸点较低(906℃),在焊接过程中容易蒸发、烧损,使焊缝中的锌含量减少[1]。这也是黄铜焊接的最大难点。
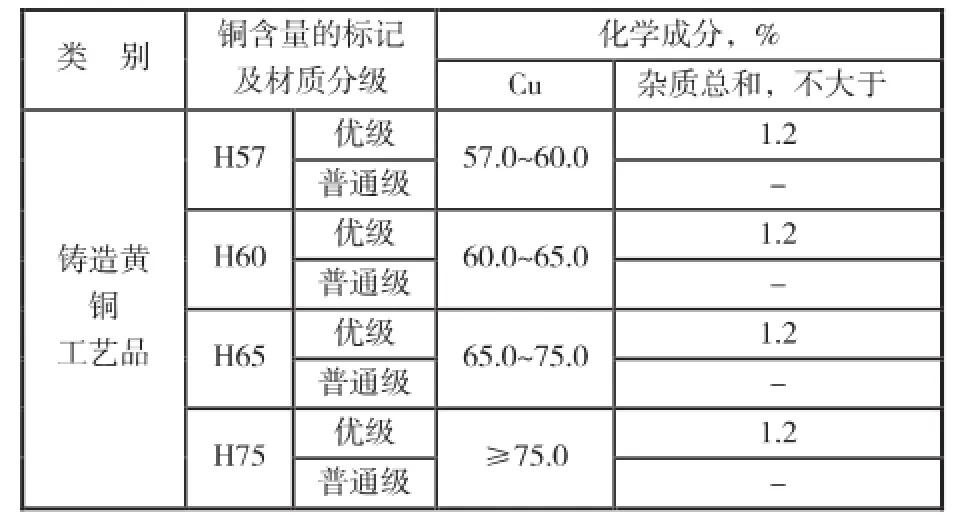
表1 DB34/T1475-2011 铸铜工艺品
铜及合金导热性良好、热收缩大、焊接时合金元素易烧损、熔池金属容易吸收氢气和氧化等特点,给焊接工作带来很大困难,焊接金属质量也很难控制。因此铜合金焊接应选用较大的焊接热源、较高焊速、较窄焊道。目前,黄铜常用的焊接方法主要有:钨极氩弧焊(TIG)、熔化极半自动氩弧焊(MIG)、气焊、手工电弧焊、碳弧焊[2]。TIG能得到细小的高质量焊接接头,操作简单方便,一般使用于厚度1 mm~10 mm的焊件,是目前铜及铜合金使用最广泛的一种焊接方法[3]。
本文就TIG焊接电流对焊接铸造黄铜工艺品焊缝与母材颜色差异进行了研究。
2 试验
2.1因素水平的确定
试验选用ZGH57铸铜工艺品的普通黄铜为母材,选取常用的锡黄铜焊丝、磷青铜焊丝、本体焊丝等三种焊丝进行焊接对比性试验。运用正交试验法来研究Zn、Sn和Cu元素含量对ZGH57合金焊缝颜色的影响,实验方案如表2所示。
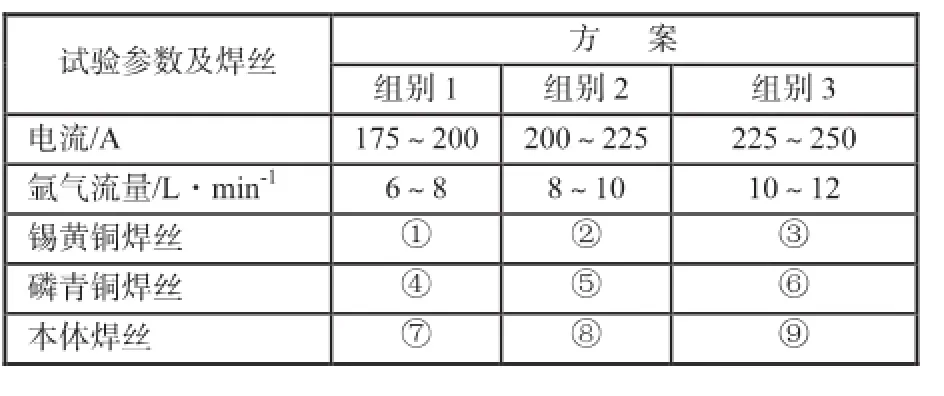
表2 焊接工艺试验方案
2.2焊丝
锡黄铜焊丝,型号SCu4700,代号CuZn40Sn (GB/T9460-2008)铜陵新鑫焊材有限公司生产φ2.5 mm×1 000 mm;磷青铜焊丝,型号SCu5210,代号CuSn8P(GB/T9460-2008)上海斯米克焊材有限公司φ2.5 mm×1 000 mm;本体焊丝由试验铜板剪切成截面4 mm×5 mm焊丝。试验用焊丝化学成份见表3.
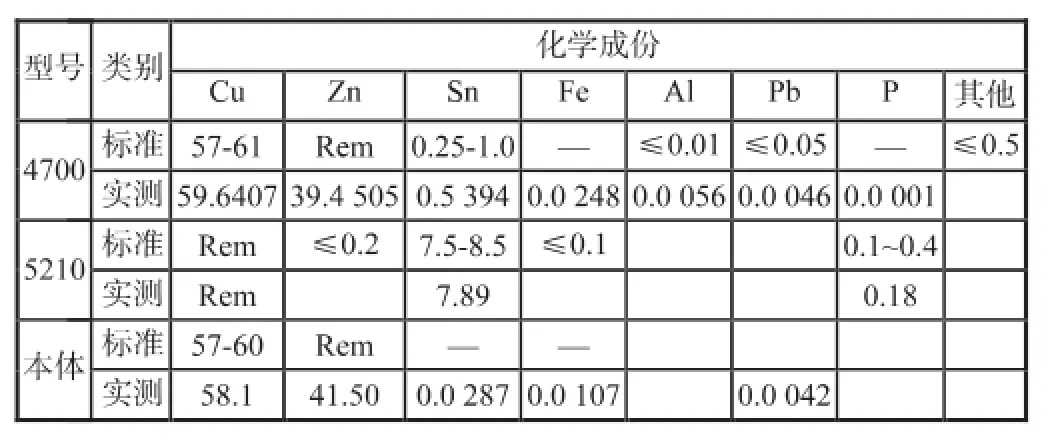
表3 焊丝化学成份(质量分数,%)
2.3试验材料及工艺规范
先按ZGH57牌号浇注一块450 mm×370 mm× 4 mm试验铜板,然后剪切成尺寸150 mm×20 mm× 4 mm焊接试验用铜条,共18块,两两拼焊共9组。
二块铜条间距4 mm对焊,焊缝长150 mm,焊缝截面4 mm×4 mm.
试验用焊机:WS-315手工氩弧两用焊机。
试验工艺规范:直流正接,左焊法,不预热,钨极直径为φ2.4 mm,喷嘴直径为φ12 mm.
3 试验结果及分析
3.1颜色差异
试样经打磨抛光后,用肉眼观察焊缝表面与母材本体的颜色差异,以及试样着色后焊缝表面与母材本体的颜色差异。焊缝颜色差异见表4.
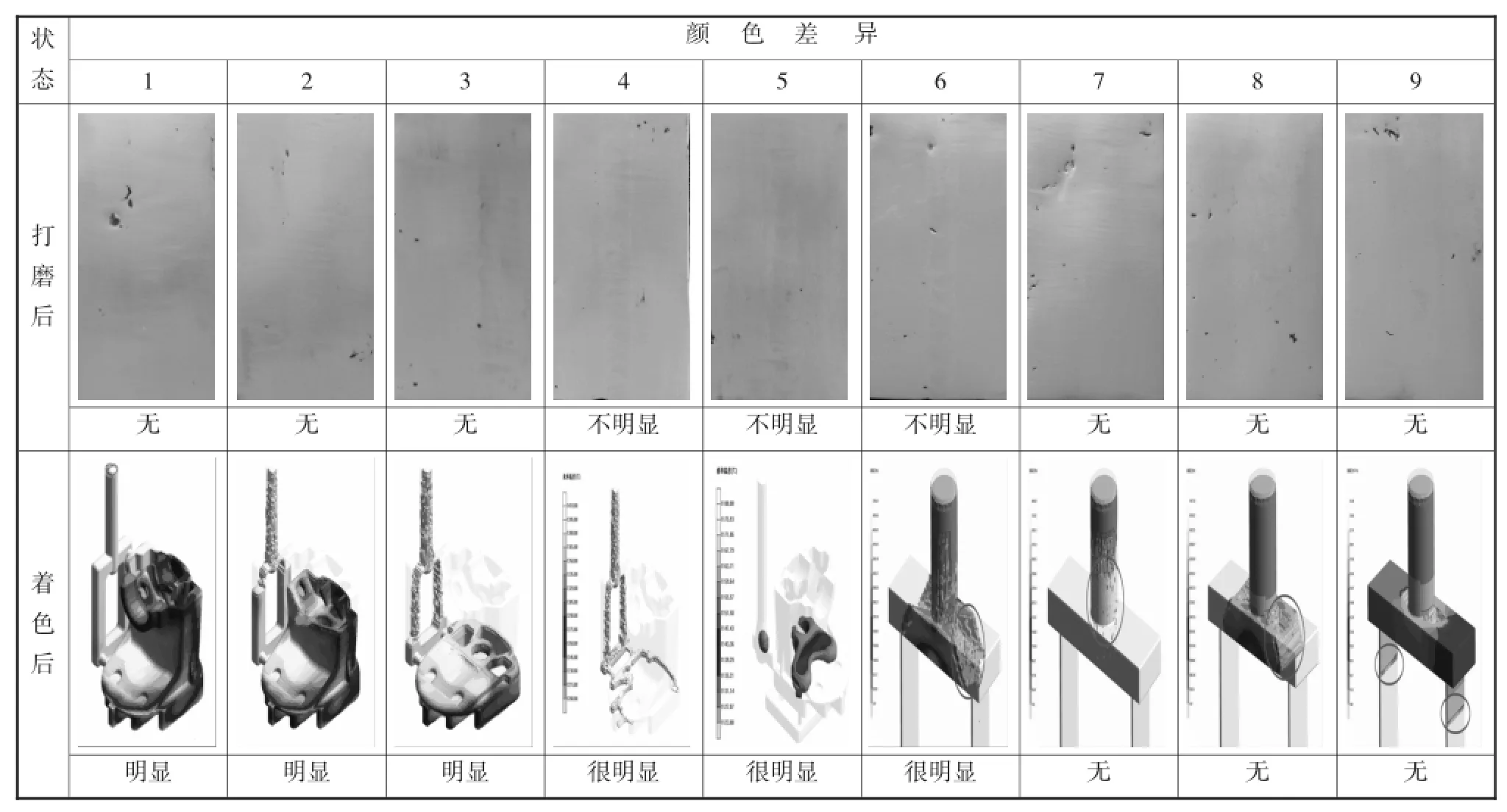
表4 焊缝表面与母材本体颜色差异
3.2化学成份
焊接试块经打磨抛光处理,采用SPECTRO MAXx直读光谱仪对焊缝处进行成份分析,试验焊缝处化学成份见表5.
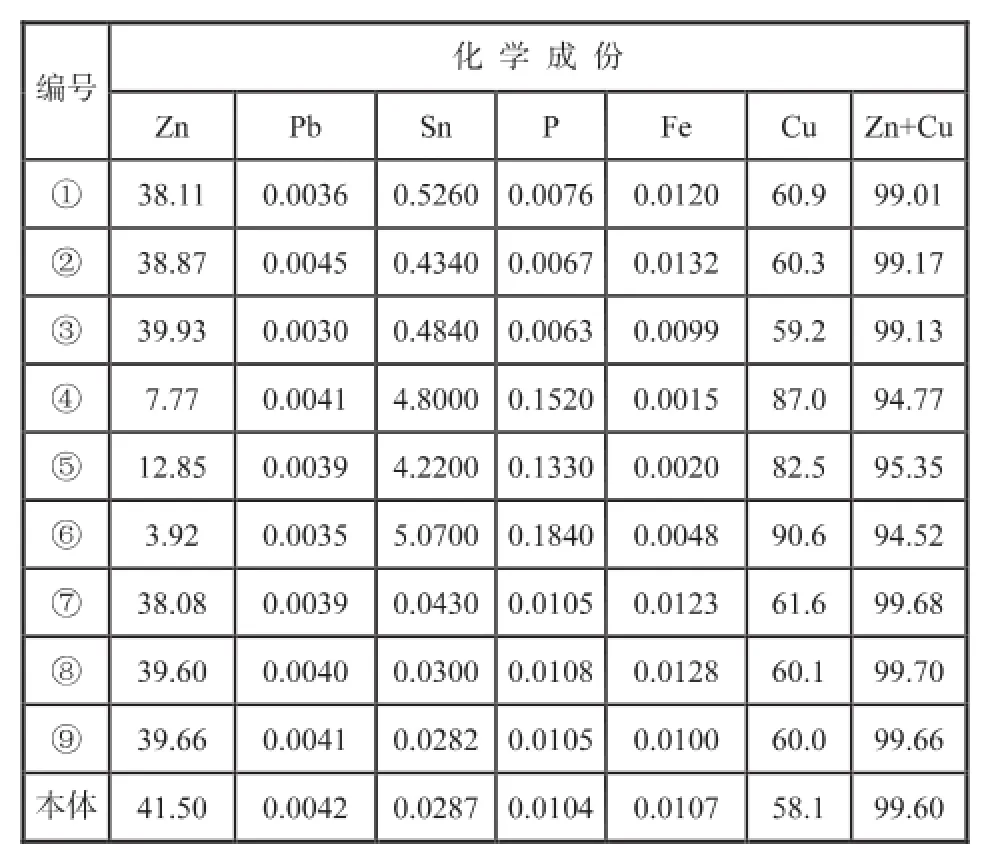
表5 焊缝化学成份分析(质量分数,%)
3.3焊接电流与焊缝化学成份规律
3.3.1 SCu4700焊丝
SCu4700焊丝施焊焊缝铜锌含量随焊接电流I的变化关系见图1.
从图1可看出,在试验条件下低电流锌的烧损较大,随着电流的增大,锌的烧损减小,当电流达到230 A左右时锌基本不烧损。焊缝铜含量随着锌的含量减小而增大,随着锌的含量增大而减少。
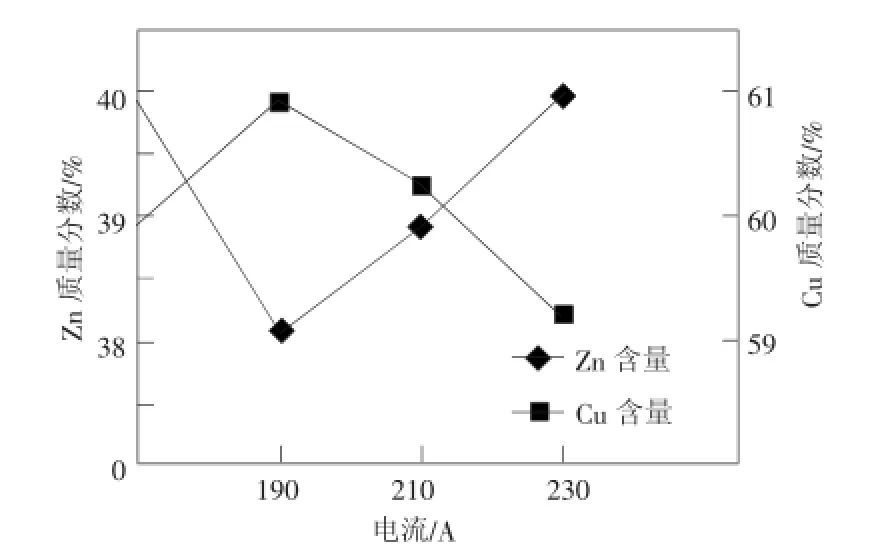
图1 SCu4700焊缝Cu、Zn质量分数与焊接电流的变化关系
3.3.2SCu5210焊丝
SCu5210焊丝施焊焊缝锡含量随焊接电流I的变化关系见图2.

图2 SCu5210焊缝Cu、Sn质量分数随焊接电流的变化关系
从图2可看出,在试验条件下电流大小对锡的烧损影响不大。
3.3.3本体焊丝
本体焊丝施焊焊缝铜锌质量分数随焊接电流I的变化关系见图3.
图3 本体焊丝焊缝Cu、Zn质量分数与焊接电流的变化关系
从图3可看出,在试验条件下电流低时锌的烧损较大,与SCu4700焊丝相当;随着电流的增大,锌的烧损减小,当电流达到210 A左右时锌基本不烧损;可见本体焊丝锌的烧损范围比SCu4700焊丝范围缩小。铜含量基本稳定波动不大。
在一定范围内,施焊电流越大,焊缝锌的烧损相对越少。焊缝Zn+Cu总量,本体焊丝最高,SCu4700焊丝其次,SCu5210焊丝最低。
4 验证
为了减少Zn的蒸发,焊接时可将填充金属丝与焊件“短接”,在填充金属上引弧和保持电弧,尽可能避免电弧直接作用在母材上。母材主要靠熔池金属的传热来加热熔化。尽量进行单层焊,较薄的工件最好一次焊成[1]。选用TIG本体焊丝焊接的铸铜工艺品中国名马,其表面大部着本色,肉眼观察焊缝与母材表面无明显色差,见图4.

图4 选用本体焊丝焊接的中国名马
5 结语
铸造黄铜采用TIG焊接时在保证焊接质量的前提下,在一定的范围内,以较大电流焊接,减少锌的烧损,以达到焊缝与母材的化学成份接近,从而减少焊缝与母材的颜色差异。
根据铸铜工艺品客户对表面颜色的要求来选择焊丝,着铜本色时最好选用本体焊丝,着浅色时选用锡黄铜焊丝,着深色时选用焊接性能好的焊丝。
[1]焦万才,张文明,刘兆甲主编.氩弧焊[M].沈阳:辽宁科学技术出版社,2007:226-227.
[2]闵晓峰.黄铜的焊接技术[J].工业建筑,2015,45(S1):332-334.
[3]范绍林,范喜原.铜及铜合金的焊接[J].现代焊接,2014(03):61-66.
TG292
A
1674-6694(2016)02-0030-03
10.16666/j.cnki.issn1004-6178.2016.02.010
2016-01-07 作者简介:赵敏(1966-),男,副研究员,铜陵铜官府文化创意股份公司,董事长。 通讯作者:李伟(1962-),男,副研究员。
猜你喜欢
大众文艺(2023年1期)2023-02-08 02:57:40
装备制造技术(2019年12期)2019-12-25 03:06:32
宝藏(2018年12期)2019-01-29 01:51:20
证券市场红周刊(2018年41期)2018-05-14 18:45:56
证券市场红周刊(2018年22期)2018-05-14 17:40:17
Transactions of Nanjing University of Aeronautics and Astronautics(2018年1期)2018-03-29 07:35:47
三联生活周刊(2017年38期)2017-09-19 22:18:40
老友(2017年7期)2017-08-22 02:36:53
中国制笔(2017年2期)2017-07-18 10:53:08
中国铸造装备与技术(2017年3期)2017-06-21 11:33:42
