
艺术铸造大型雕塑的放样
2016-07-30 08:39:22郑新明胡春良山西宇达集团山西夏县0444002
铸造设备与工艺 2016年2期
郑新明,胡春良(山西宇达集团,山西夏县 0444002)
·艺术铸造·
艺术铸造大型雕塑的放样
郑新明,胡春良
(山西宇达集团,山西夏县 0444002)
大型雕塑是城市环境、文化旅游、人文纪念的重要载体,在我们的生活中占据着十分重要的地位。大型雕塑的制作与建设一般都是根据创作的小稿按比例进行放大,所以放样直接关乎雕塑的艺术水准甚至安全生态。本文结合多年的生产实践,介绍了人工放样、人工套圈放样、电脑辅助人工套圈放样、3D数字放样等放样方法。
艺术铸造;大型雕塑;人工放样;人工套圈放样;电脑辅助人工套圈放样;3D数字放样
大型雕塑是城市环境、文化旅游、人文纪念的重要载体,在我们的生活中占据着十分重要的地位。大型雕塑的制作与建设一般都是根据创作的小稿按比例进行放大,所以放样直接关乎雕塑的艺术水准甚至安全生态。本文结合多年雕塑放样实践谈一谈几种常用的大型雕塑放样方法。
1 人工放大样
人工放大样的比例一般是1∶10.
1.1量尺寸放大
1)测量数据
拿到雕塑小稿时先进行全面分析,找出雕塑小稿中所有便于尺子测量的关键点,然后对点与点之间距离进行逐一测量,测量的数据以10倍计算,得出最终的放大数据。
2)焊接骨架
根据放大数据,首先找一块适合的钢板作为底座,用承重较大的钢材根据关键点,焊接出雕塑的主体骨架。确定主体骨架三维尺寸精确到位,然后用6 mm的细钢筋以网状焊接雕塑表面结构,焊接表面结构时要给雕塑上泥巴留出大概8 cm左右的余量,便于泥巴塑造。钢筋结构全部焊接完成后,在雕塑表面朝下容易掉泥巴的地方绷上木质的十字架,用来挂住泥巴。图1为《奥运盛鼎焊接骨架》。
3)塑造大型细部刻画
用事先准备好泥巴在骨架上先堆出大型,然后用尺子配合雕塑家应有的艺术感觉反复调整验证雕塑造型与小稿的一致性。等大型和小稿基本一致了再进行雕塑局部刻画、调整,直到与小稿完美一致。完成一天的泥塑工作,要用塑料薄膜喷水将雕塑包裹起来,以防泥巴干裂。图2为《奥运盛鼎》上大泥,图3为《奥运盛鼎》大样细化。
放样完成后,即可翻模投入铸造生产。

图1 北京2008年奥运会主题纪念《奥运盛鼎》焊接骨架

图2《奥运盛鼎》上大泥

图3《奥运盛鼎》大样细化(泥和蜡型结合)
2 人工套圈放大样
1)套圈
准备好套圈所用材料(壁纸刀、硬纸板、铅笔、水平尺、钢锯、502胶水),如果是泥塑小稿,最好通过翻模制作出石膏模型,以便放大过程中方便移动。
把小稿放在坐标纸上定位固定,用水平仪和铅笔将雕塑小稿进行水平分层和垂直分层,分层距离以雕塑的复杂程度而定,将所有分层线用铅笔画好后,用钢锯条沿着分层线锯出一道细凹槽。将硬纸板剪成3 cm×5 cm左右的大小,用小块纸板顺着缝隙插入小稿模型,每插2至3片就用502胶水粘合成一体,依次插满所有水平层,用记号笔在每一层纸板上标记好层数和垂直层的xy轴的定位点,完成后取下水平层,再用同样的方法制作垂直层,轮廓圈就算完成了。
2)放大1∶1三合板圈
把每一层纸板轮廓分别放在坐标纸上用圆珠笔将轮廓进行复印,标出层数和x、y轴定位点。在三合板上用墨斗打出1∶1的坐标格线,然后把坐标纸上的轮廓以点的方式在1∶1格线里标出每个点的对应坐标,最后把所有坐标点连成线,再把轮廓线向内偏移10 cm左右画一个内轮廓线,用壁纸刀沿外轮廓和内轮廓线将三合板切开,同样要在三合板上标出对应的层数和x、y轴定位点。放大10倍的所用的三合板轮廓圈就可以完成了。
3)组装轮廓圈
用3 cm×3 cm木方作为骨架,沿着三合板轮廓内圈用气订枪订一圈木方来加固三合板。同时在水平地面上也画出1:1的坐标格线,标出x、y中心轴。在格线上搭起脚手架(脚手架除了便于人员工作,还起到雕塑主体承重的重要用途。),脚手架工作完成后,先把加固好的水平层三合板轮廓按10倍层高从下往上依次用铁丝固定在脚手架上,固定时用吊线锤定位坐标的x、y中心轴使所有层坐标与地面坐标一致。水平层装完后根据对应坐标把垂直圈也装上,组装好轮廓圈就可以把1.5cm×3 cm木方按层高锯成小段,用气订枪把轮廓圈连接起来,起到加固支撑的作用。
4)石膏雕塑形体
第一遍石膏要和的稍微稀点,用棕皮或者麻丝蘸上稀石膏在加固好的木架上铺一层。第一遍石膏凝固好就可以用纯石膏在此基础上进行大型的塑造,塑造大型时石膏不要超出外轮廓圈,最好能留出1 cm的余量便于下面的细部雕塑,石膏大型完成后再严格按照外轮廓圈和不断地与小稿比对,直到雕塑效果与小稿完美一致就可以投入铸造生产了。
3 电脑辅助人工套圈放大
3.1采集轮廓圈数据
根据小稿大小可以用两种方法采集轮廓数据:
1)这种方法主要是针对尺寸较小的雕塑小稿,可以用平面扫描仪采集轮廓数据。用水平仪和铅笔将雕塑小稿进行水平分层和垂直分层,垂直层只需要x、y两个中心轴,把所有分层线用铅笔画好后,用钢锯条先把垂直的x、y中心轴锯出凹槽,然后把水平层直接锯开,将每段下面轮廓分别放在A4或A3纸上画出轮廓,标出x/y中心轴。对纸上的轮廓进行平面扫描,用PS或者CR软件以10倍放大轮廓,然后提取轮廓导出路径文件。
2)如果小稿尺寸较大,比如50 cm~200 cm大小,用平面扫描就会有一定的困难。这种情况可以用全站仪把每层轮廓以点的方式进行测量,点的密度尽可能大一些,使轮廓数据更加精准。然后把数据导入电脑处理成路径文件导出。图4为《天马骄嘶》小稿电脑分层图。
3.2处理轮廓数据
将以上两种数据导入CNC数控机床所用的相关软件再次进行数据处理,以指导数控机床加工,同样用三合板材料加工轮廓。图5为《天马骄嘶》套圈。
最后进行组装轮廓圈、石膏雕塑形体。图6为《天马骄嘶》套圈骨等,图7为《天马骄嘶》大样上石膏。

图4 长39 m的《天马骄嘶》雕塑小稿电脑分层

图5 制作《天马骄嘶》套圈

图6 定制《天马骄嘶》套圈骨架

图7《天马骄嘶》大样上石膏并细化
4 3D数字放样
4.1三维数据扫描
在数字放大的整个过程中三维数据至关重要,所以扫描设备和扫描技术水平都会起到决定性作用,一个好的扫描仪加高技术会让三维数据更精确细致。针对不同大小的原始模型,可以用手持式激光扫描仪和非接触式蓝光三维扫描仪获取三维数据。
1)手持式三维扫描
高度在1 m以上相对较大的设计模型,使用手持式自定位激光扫描仪对原始模型进行三维扫描会比较方便,手持激光扫描仪通过对待测物发射出激光光点或线性激光。以两个或两个以上的侦测器(电耦组件或位置传感组件)测量待测物的表面到手持激光产品的距离,通常还需要借助特定参考点(通常是具黏性、可反射的贴片)用来当作扫描仪在空间中定位及校准使用。这些扫描仪获得的点云数据,会被导入电脑中对实物三维化,直接生成与模型完全一样的高精度三维模型。
2)非接触式蓝光三维扫描(也称拍照式三维扫描)
高度在1 m以下特别是复杂的设计小模型使用蓝光扫描仪相比较手持式三维扫描仪会更好地还原模型细节。拍照式三维扫描仪采用先进的非接触蓝光技术照相测量原理,可避免对物体表面的接触,测量过程中被测物体可以任意翻转和移动,对物件进行多视角全方位测量,系统对测量数据可实时进行全自动拼接,轻松实现物体360°高精度测量。并且能够在获取表面三维数据的同时,迅速获取纹理信息,得到逼真的物体外形。特别适用于复杂曲面,三维立体扫描等。
4.2三维数据处理
通过三维扫描获取的点云数据会不可避免的引入数据误差,尤其是尖锐边和边界附近测量数据中的坏点,可能使该点及其周围的曲面片偏离原曲面,所以要对原始点云数据应进行预处理,通常要利用专业软件进行:
1)去掉噪音点,扫描时在物体周围会有一些没用的点云数据,需要手动去除;
2)数据插补,对于一些三维扫描仪扫描不到的区域,其数据只能通过插补的方法来补齐;
3)数据平滑,但由于放大雕塑需尊重原作的要求,一般不允许对测量的数据施加过大的修改量来满足光滑的要求。
通过以上数据处理可以较好地继承原模型的艺术形态。获得1∶1模型的曲面数据之后,将曲面数据进行分部、分段、分层、分块,最后将每块模型的1∶1曲面数据进行编程,从而指导数控机床生产或者进行3D打印。
4.3三维数据模型加工
1)CNC数控机床加工
CNC是计算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床,按控制轴数可分为三轴、四轴、五轴和七轴加工中心。加工中心按其加工工序分为镗铣和车削两大类,该机床通过刀具切削将毛坯料加工成半成品零件。对于放大雕塑主要使用EPS泡沫和石膏两种材料。
目前主要使用先进手持的德国蓝光三维扫描仪进行模型扫描,再用高端CNC三轴加工和最先进的七轴加工对1∶1模型数据进行EPS泡沫生产加工。对于模型表面相对简单的模型或者复杂模型的简单部位,使用三轴加工中心进行加工。如图8为用CNC三轴加工大样模型。对于类似头发丝、眼睛、衣褶等曲面复杂部位,采用七轴加工中心进行加工。
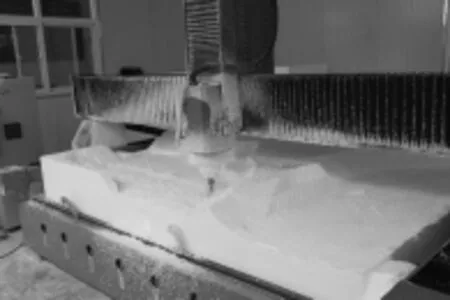
图8 CNC三轴加工《关公》大样模型
加工好的模型可以直接进行铸造生产。
2)3D打印
虽然3D打印技术日趋成熟普遍,但由于打印材料特殊性和打印尺寸局限性使得原材料成本太高,现在大多数打印尺寸高度不超过60 cm,所以不适合太大雕塑放样,对于放大3 m以下特别是表面细节较多模型,3D打印还是比较好的选择。
5 结语
在长期的艺术铸造大型雕塑生产实践中,针对不同的设计模型,科学地选用具体的放样方法,先后放大了广州白云机场高16 m,长78 m的巨型青铜雕塑《五云九如》,内蒙古鄂尔多斯巨型青铜艺术工程《成吉思汗雕塑群》,杭州高63 m的巨型青铜雕塑《百鸟朝凤》和高29 m、长48 m的巨型青铜雕塑《钱王射潮》,河北唐山高78 m的巨型青铜雕塑《丹凤朝阳》,美国本土最大的青铜艺术工《马与龙》以及湖北荆州高达48 m的《关公》等等有着一定影响的大型雕塑工程,取得了很好的成绩,受到有关方面和社会的高度评价。所以科学放样不能等闲视之。
TG2
A
1674-6694(2016)02-0064-03
10.16666/j.cnki.issn1004-6178.2016.02.019
2015-12-15 作者简介:郑新明(1980-),男,助理工程,主要从事艺术铸造模型的创意设计制作以及大型雕塑的放样。
猜你喜欢
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
新作文·小学低年级版(2022年6期)2022-08-30 03:04:28
数学小灵通(1-2年级)(2022年6期)2022-06-17 06:31:00
制造技术与机床(2019年11期)2019-12-04 05:50:54
创新作文(小学版)(2018年31期)2018-05-16 03:00:38
创新作文(小学版)(2016年20期)2016-08-22 09:11:20
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27 14:02:34
计算机工程(2015年4期)2015-07-05 08:27:39
现代营销·经营版(2015年3期)2015-04-20 06:46:58
现代营销·经营版(2013年5期)2013-05-14 14:55:04
