
15CrMoG耐热钢焊接接头工艺研究
2016-07-28 06:06王晓梁
装备制造技术 2016年4期
王晓梁,仇 彬
(1.江苏省特种设备安全监督检验研究院南通分院,江苏 南通226011;2.江苏省特种设备安全监督检验研究院盐城分院,江苏 盐城224000)
15CrMoG耐热钢焊接接头工艺研究
王晓梁1,仇彬2
(1.江苏省特种设备安全监督检验研究院南通分院,江苏 南通226011;2.江苏省特种设备安全监督检验研究院盐城分院,江苏 盐城224000)
摘要:通过对15CrMoG耐热钢焊接性分析,提出较为合理的焊接工艺,并对焊接接头进行工艺评定,评定结果符合要求,具有实用价值。
关键词:15CrMoG耐热钢;焊接工艺
随着工业的发展,珠光体耐热钢以其良好的抗氧化性、热强性、一定的抗硫和氢腐蚀能力等性质,在高压锅炉、压力容器、石油管道、化工设备等部件上的应用愈加广泛。15CrMoG耐热钢在实际应用中,焊接接头易出现冷裂纹、再热裂纹和回火脆性等问题[1],因此如何编排出较为合理的焊接工艺,成为实际应用中的关键因素之一。本文对15CrMoG耐热钢焊接性分析,提出较为合理的焊接工艺,并对焊接接头进行工艺评定,最终正确、合理的运用到实际工作中。
1 15CrMoG成分与性能特点
15CrMoG耐热钢[2]是以Cr、Mo为基本元素,正火状态下显微组织为珠光体+铁素体的一类热强钢。不仅满足常温力学性能要求,而且高温时具有足够的抗氧化性和热强性。其中Cr显著提高钢的抗氧化能力;Mo的作用是提高钢的热强性,高温下的铁素体的抗蠕变能力明显增加,并可提高钢在形变强化后的软化温度和再结晶温度。15CrMoG化学成分和力学性能如表1、2[3]所示。

表1 15CrMoG钢管化学成分(质量分数,%)

表2 15CrMoG钢管力学性能
2 15CrMoG钢焊接性工艺
15CrMoG耐热钢的焊接常用焊条电弧焊、钨极氩弧焊、熔化极氩弧焊等方法。焊条电弧焊具有灵活性好,能作全位置焊接的优点;钨极氩弧焊的焊接气氛具有超低氢特点,能获得纯度较高的焊缝金属。在珠光体耐热钢管道焊接中,钨极氩弧焊是提高焊接质量的最重要方法,因为其焊接效率低,因此计划选择多层焊采用钨极氩弧焊打底,焊条电弧焊填充盖面。合理的焊接工艺是获得稳定的焊接接头重要保证,其主要工艺如下。
(1)焊材选择:为了保证耐热、耐蚀等性能要求,焊材的选择主要考虑焊缝金属的成分、机械性能与集体金属基本一致。否则,其接头在高温下长期工作,往往因成分不均匀而导致整个焊接接头持久度下降。为此15CrMoG耐热钢打底焊选用含碳量比母材较低、合金成分与母材相近的ER55-B2焊丝,焊丝直径选为φ2.5 mm.填充和盖面选用R307φ3.2 mm的低氢型手工电弧焊焊条。焊条在使用之前,必须按一定的规范进行烘干处理,并放在焊条保温桶中。
(2)预热:预热温度应根据钢的合金成分、接头的拘束度和焊缝金属的扩散氢含量来确定。预热可以降低冷却速度,由于在冷裂纹敏感温度区间(约100℃~100℃)之上停留时间较长,使得大部分氢可在高温下从焊接区逸出,从而可有效防止冷裂纹,也可防止产生再热裂纹。本次实验采用150℃的预热温度。
(3)焊后回火:焊后回火主要是为了在冷裂纹产生之前及时进行加热处理,以消除残余焊接应力,防止焊后冷裂纹的产生,同时改善焊接接头组织。本次实验采用680~700℃的回火加热温度,并保温0.5 h.
(4)焊接参数:根部钨极氩弧焊采用直流电源正接法,并且选取适当的焊接参数。电流过大则焊缝下陷,易焊穿,钨极烧损严重,引起焊缝夹钨;过小则造成电弧不稳和偏差,会产生未焊透和气孔等缺陷。盖面和填充的手工电弧焊采用直流反接,并且选用较大的焊接参数,清除根部焊缝中的某些缺陷。
2.1焊接过程
本实验采用厚度为10 mm的15CrMoG钢进行管对接试验,钨极氩弧焊打底,手工电弧焊填充盖面,保护气采用Ar气,6~8 L/min气体流量。焊接接头形式如图1所示。焊接前,将坡口及其两侧边缘上的油污、铁锈、氧化物等清除干净,直至露出金属光泽。
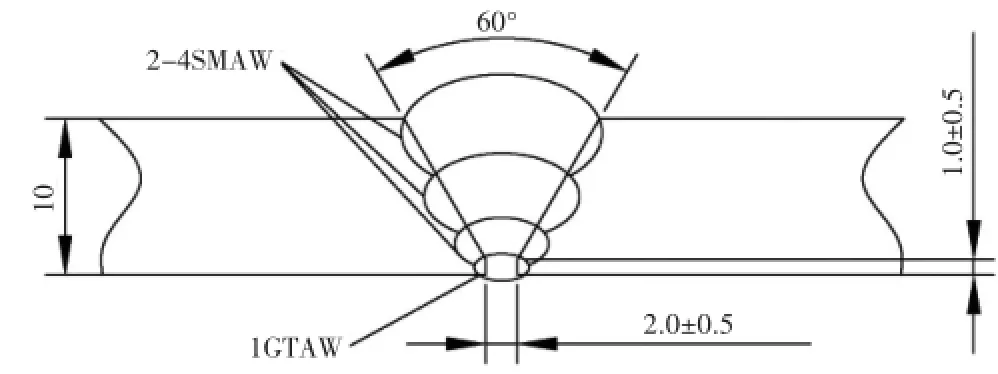
图1 15CrMoG钢焊接接头形式
3 焊接工艺评定
3.1焊接实验
采用厚度为10 mm的15CrMoG钢进行管对接试验,钨极氩弧焊打底,手工电弧焊填充盖面,保护气采用Ar气,6~8 L/min气体流量。本次实验参数如表3所示。
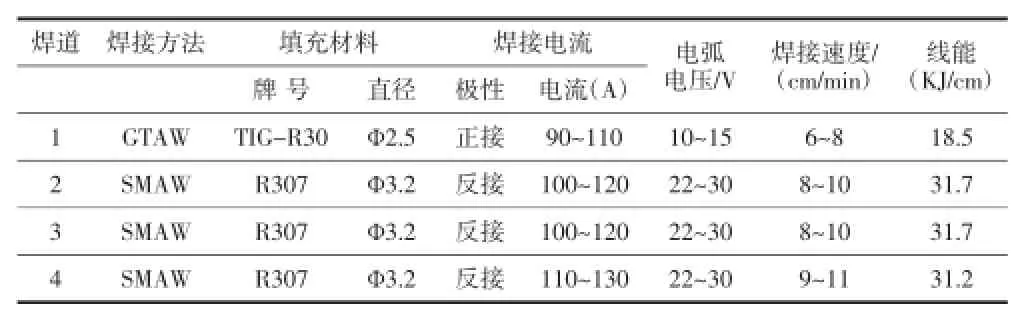
表3 15CrMoG钢焊接方法及参数
焊接接头形式如图1所示。焊接前,将坡口及其两侧边缘上的油污、铁锈、氧化物等清除干净。
3.2性能评定
外观:焊缝成形良好,无可见缺陷;X射线探伤:按NB/T4730.2-2005标准对6个式样进行100%射线探伤,结果均为级合格;力学性能试验:试样按NB/ T47014-2011标准进行试验,试验结果表4。从力学性能试验结果可以看出:焊接接头拉伸试样断裂于母材区,说明焊缝的抗拉强度都高于母材;弯曲试样全部合格,说明焊缝的塑性好。结合X射线探伤结果,表明15CrMoG耐热钢的焊接工艺是可行的。
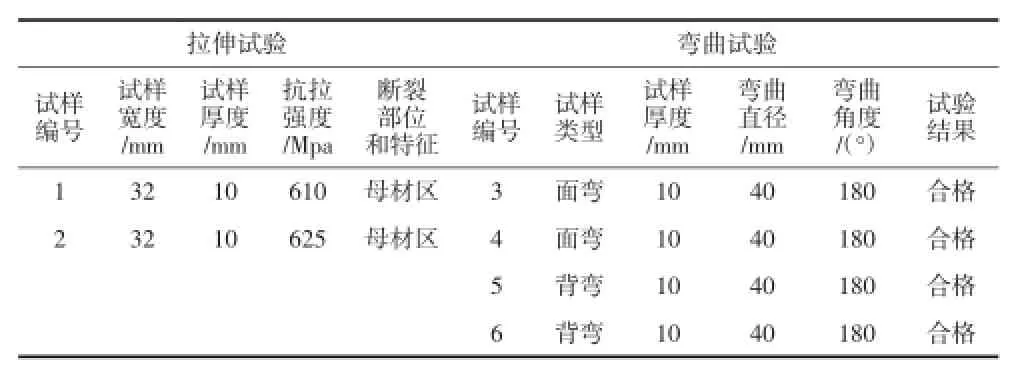
表4 力学性能试验结果
3 结束语
15CrMoG耐热钢在以上的焊接工艺条件下,获得良好的实验结果,可以看出:(1)由于15CrMoG钢焊接性差,采用钨极氩弧焊打底、手工电弧焊填充盖面,既保证质量又提高了效率。(2)为了保证焊接接头在常温与高温下的力学性能,焊缝金属的主要化学成分与母材接近。否则接头在高温下长期工作,往往因成分不均匀而导致整个焊接接头持久度下降。
参考文献:
[1]龚志翔,张建平,孔晓眉,等.15CrMoG钢φ450mm管坯连铸二冷工艺的优化[J].特殊钢,2004,25(6):10-12.
[2]克西格达拉.浅谈珠光体耐热钢的焊接[J].农业技术与装备,2010,29(12):4-5.
[3]陈爱国,叶家玮.15CrMoG船用锅炉管焊接工艺探讨[J].热加工工艺,2007,36(23):10-12.
作者介绍:王晓梁(1982-)男,江苏南通人,工程师,硕士研究生,研究方向:焊接设备及自动化。
中图分类号:TG457.11
文献标识码:A
文章编号:1672-545X(2016)04-0259-02
收稿日期:2016-01-03
Study on the Properties of Welded Joint of 15CrMoG Heat Resistant Steel
WANG Xiao-liang1,QIU Bin2
(1.Nantong Branch of Jiangsu Province Special Equipment Safety Supervision Inspection Institute,Nantong Jiangsu 226011,China;2.Yancheng branch of Jiangsu Province Special Equipment Safety Supervision Inspection Institute,Yancheng Jiangsu 224000,China)
Abstract:Through the analysis of 15CrMoG heat resistant steel welding,the welding process is proposed in this paper is reasonable,and process evaluation of welded joints,evaluation results meet the requirements,and has practical value.
Key words:15CrMoG heat resistant steel;welding process
猜你喜欢
航空制造技术(2022年5期)2022-07-15
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
科学与财富(2017年35期)2018-01-29
中国资源综合利用(2017年12期)2018-01-21
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2017年11期)2017-06-13
海峡科技与产业(2017年2期)2017-03-22
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
