
西门子EM253定位模块在三轴机械手设备中应用
2016-07-28 06:04何琳锋王延盛
装备制造技术 2016年4期
何琳锋,王延盛
(天津机电职业技术学院,天津300000)
西门子EM253定位模块在三轴机械手设备中应用
何琳锋,王延盛
(天津机电职业技术学院,天津300000)
摘要:介绍应用西门子EM253定位模块控制三轴机械手设备X轴(伺服电机)运行的方法,系统阐述了机械手X轴基于EM253定位模块的应用及使用方法。以SKPLC-2自动化生产线为例,采用软件位置控制向导创建指令实现机械手X轴精确移动定位,从而更精确的将分拣物品进行准确的位置分拣。
关键词:EM253定位模块;位置控制向导;S7-200 PLC(CPU224);SKPLC-2
SKPLC-2自动生产线设备是以三轴机械手搬运分拣物品为核心的自动化设备,该设备采用S7-200 CPU224 PLC,由于西门子200系列PLC只能最多提供两路高速脉冲输出,分别为Q0.0和Q0.1.自动线设备机械手共有X轴、Y轴、Z轴三轴,为保证机械手工作精度高,移动位置精确,故将Y轴、Z轴分别采用PLC两路高速脉冲输出控制伺服电机运行,同时也为了X轴能够精确移动,设备特增加西门子200系列扩展模块EM253定位模块,通过软件创建位置控制向导,从而实现设备对三轴机械手的精确控制。本课题是通过PLC控制EM253定位模块来构建PLC定位系统,给出了软硬件结构的设计思路,对工业生产中生产线设备定位控制系统实现具有参考价值。
1 EM253定位模块[1]
EM253定位模块是西门子S7-200系列的特殊功能模块,它能够产生脉冲串,用于步进电机和伺服电机的速度和位置的开环控制。其与S7-200PLC通过I/O总线通讯,在I/O的组态中作为智能模块,其组态信息存储在S7200的V存储区中。同时西门子200编程软件海提供了位控向导,可以很方便的控制设备运行。定位模块在设备中的接线I/O分配表如表1所列。
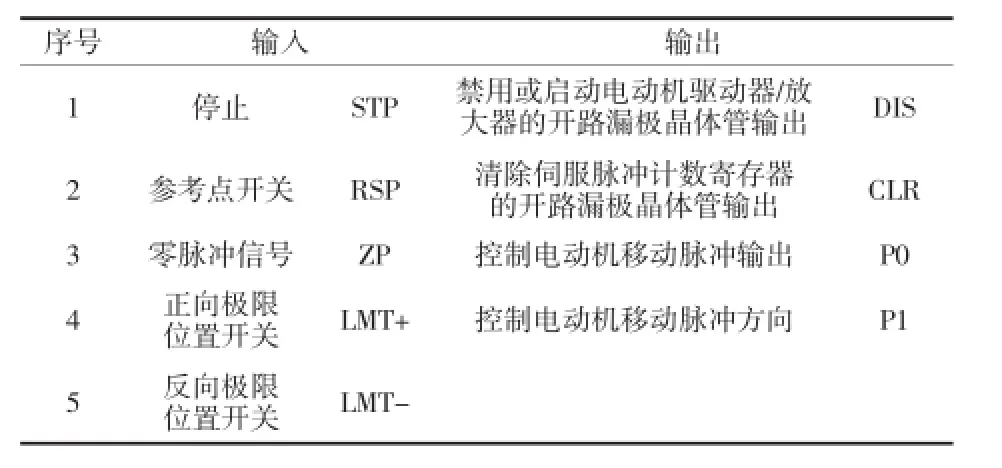
表1 接线I/O分配表
2 系统的总体设计
三轴机械手控制系统分为工控触摸屏组态和下位机西门子PLC硬件两大部分,触摸屏是三轴机械手控制系统的大脑,主要采用威纶MT6070I 10寸触摸屏制成的监控系统,可以控制设备运行、参数数据记录与调整、显示系统当前工作状态及存储实时数据,向下位机PLC发出控制指令信号,从而使设备正常运行。
2.1硬件设计
整个自动生产线设备由触摸屏(威伦)、下位机(西门子S7-200PLC)、定位控制模块EM253、伺服电动机及伺服驱动器等组成,设备通过触摸屏界面的控制按钮可以控制设备启停运行,同时也可以根据系统控制要求设定控制参数,从而实现自动化设备复杂的分拣控制要求,同时也可以通过触摸屏监控系统I/O状态及系统数据变量等数据。
2.2系统程序设计
根据STEP7-MicroWIN编程软件创建位置控制向导,并根据控制要求设置向导中参数,特别注意以下几点[2]:
(1)系统X轴限位开关正常工作状态,以确定系统原点及限位开关输入有效电位高低;
(2)EM253定位模块地址应与软件一致(可在软件设定时通过读取地址确定);
(3)向导创建地址V存储区不应被其它程序占用。
通过位控向导生成11个功能不同的控制子程序,根据需求选择相应的控制子程序控制设备运行[3]。图1为位控向导创建步骤。
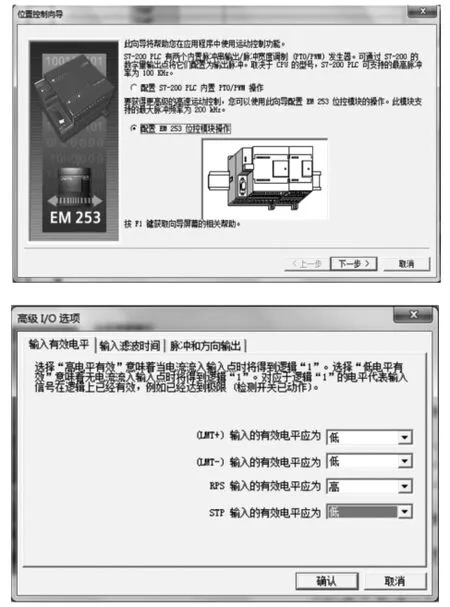
图1 位控向导创建
向导生成后必须要调用POS1_CTRL指令,用于使能和初始化EM253位控模块(图2为位控模块初始化控制程序),通过指令可以实时检测到电机运转的当前位置、当前速度和当前方向。程序中使用SM0.0置位操作输入参数“EN”,要确保每次CPU第一次由STOP状态变为RUN,启动CTRL命令。如果设备急停按钮处于松开状态信号I1.5置位状态,则置位操作输入参数“MOD_EN”,可以保证其它的运动控制指令有效地从CPU发送到定位模板EM253.若外部急停按钮拍下,I1.5复位状态,复位操作输入参数“MOD_EN”,则当前所用正在执行的运动程序,均停止运行。
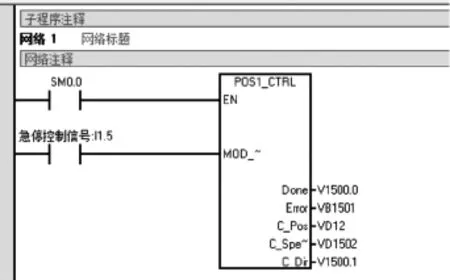
图2 使能和初始化EM253位控模块程序
通过调用POS1_RSEEK指令,可以使得机械手X轴电机返回原点,并以设定轨迹寻找到参考点。如图3所示为X轴返回原点程序。置位操作输入参数“EN”,并且在同一个扫描周期内,确保采用一个脉冲上升沿触发操作输入参数“START”,发送一个RSEEK命令给定位模板EM253.
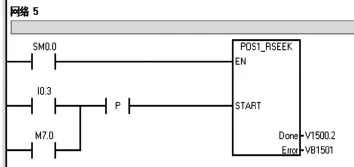
图3 机械手X轴返回原点程序
通过调用POS1_MAN指令,可以使得机械手X轴可以通过手动控制方式控制机械手前进后退,用于测量分拣工位X轴坐标位置,控制程序如图4所示。仅仅在POS1_CTRL命令被执行以后,才允许执行POSX_MAN命令,置位输入参数“RUN”,可以使电机按照指定的速度和方向运动。当电机运转的时候,用户可以改变速度值(speed)参数大小,但是不可以改变运动方向(Dir)参数。复位输入参数“RUN”,可以使电机减速直到停止。
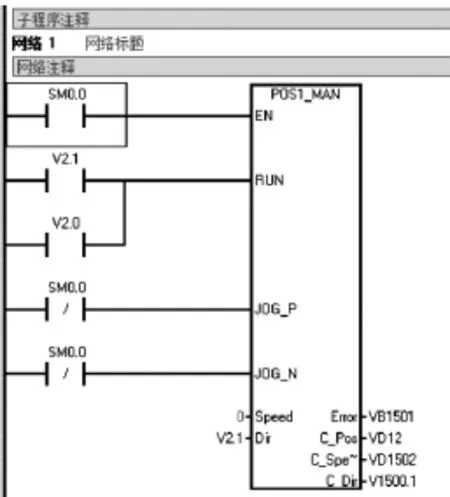
图4 机械手手动控制前进与后退程序
通过调用POS1_GOTO指令,可以使得机械手X轴可以按照手动测试的位置信息,通过自动控制运行,按照系统要求进行自动控制运行,控制程序如图5所示。置位操作输入参数“EN”并且在同一个PLC扫描周期内,确保采用一个脉冲上升沿触发信号,触发操作输入参数“START”,发送一个RUN命令给定位模板EM253,如果置位输入参数“Abort”,则程序放弃当前正在执行的运动。
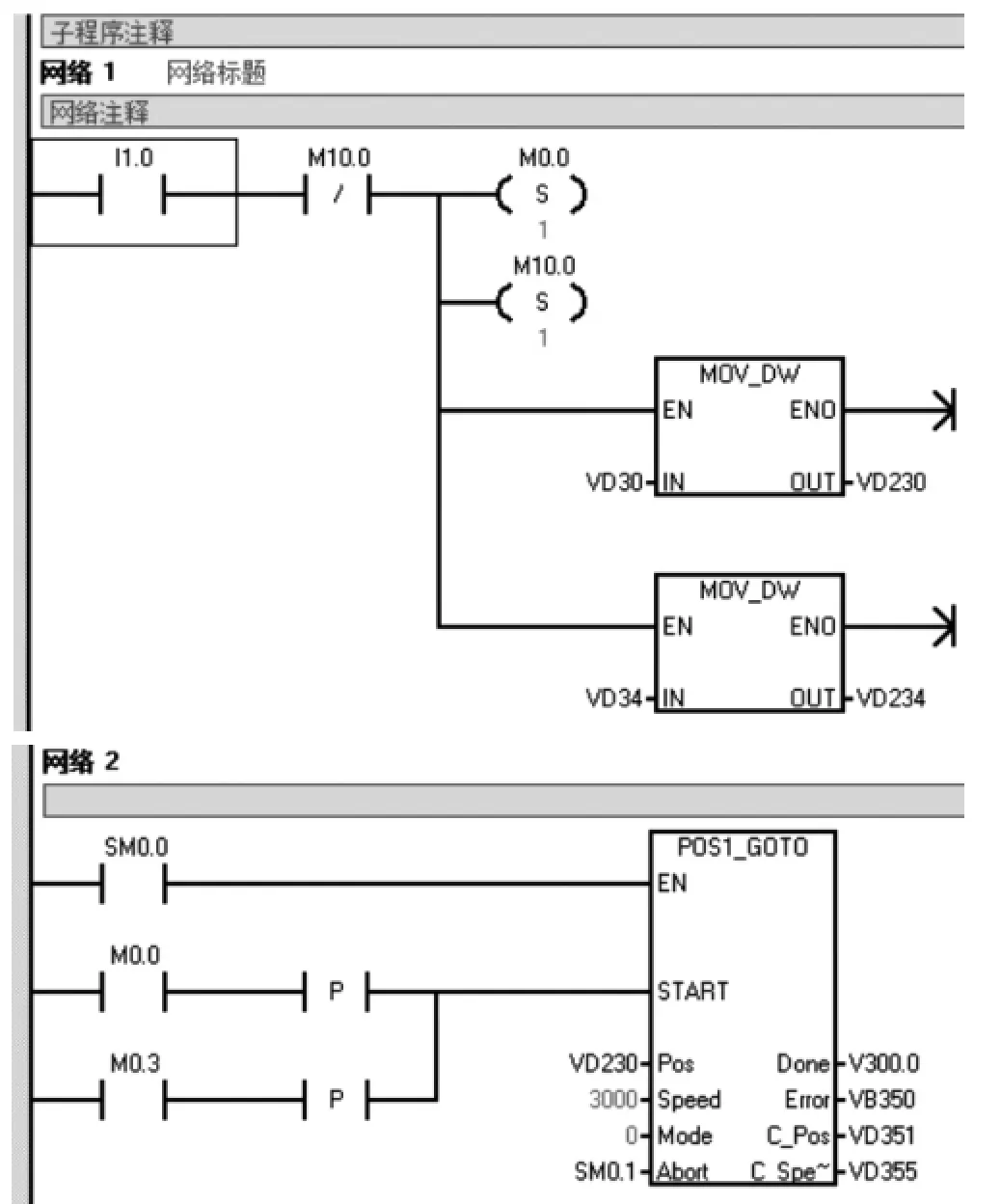
图5 机械手X轴自动运行控制程序
2.3触摸屏监控画面设计
图6为X轴组态控制画面,上位机选择威伦MT6070I触摸屏,首先应建立组态上位机与PLC之间的通信连接,通过组态选择PLC类型为SIEMENS S7-200 PPI,接口类型默认为RS485 2W,COM1通信端口,通信波特率为9 600.
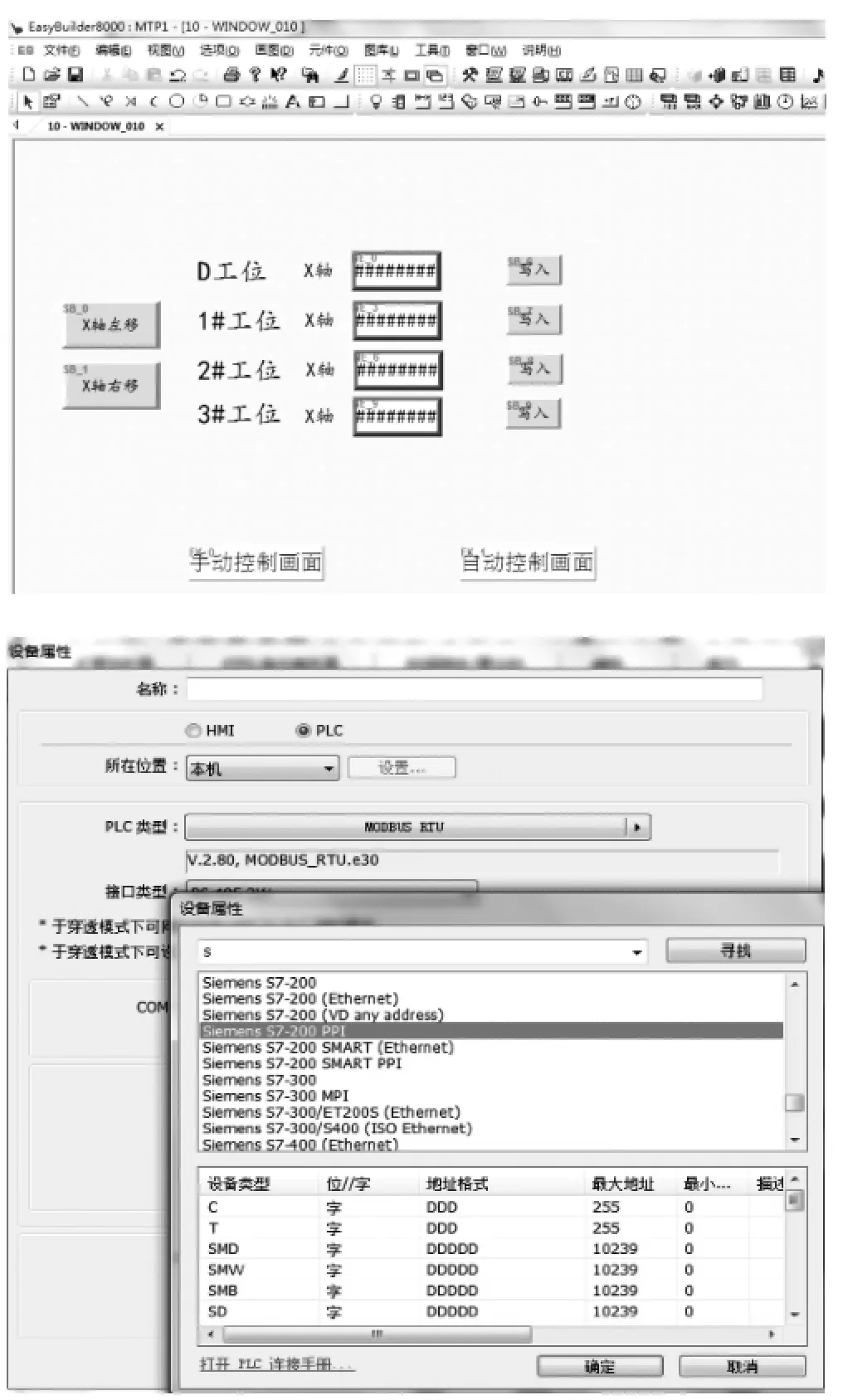
图6 机械手X轴组态控制画面
根据PLC数据变量进行对触摸屏画面组态、连接,通过对画面下载,可进行在线模拟,测试组态画面的正确性。
2.4设备调试与运行[4]
(1)调整机械手硬件结构、左右限位开关位置以防止机械手发生碰撞致机械精度降低。
(2)检测设备电源是否满足供电需要,同时检测设备PLC、触摸屏、伺服驱动器电源线路是否正确。
(3)设备上电后设定伺服驱动器参数,使得伺服电动机可以按照要求准确运行。
(4)调试程序,最终使得设备能够根据控制要求进行设备稳定运行。
3 结束语
经过对设备调试运行,可以得出利用西门子S7-200 PLC、EM253扩展模块、伺服电机及驱动器等组成的三轴机械手控制系统具有结构简单、性价比高、易于编程调试等优点,可广泛用于小型设备的分拣系统中,当需要实现复杂控制要求时只需要按照控制工艺流程图更改程序中的相关参数即可,无需对程序大改动,对在设备中编程调试具有很便携作用。
参考文献:
[1]廖长初.PLC编程及应用[M].北京:机械工业出版社,2015.
[2]西门子公司.S7-200可编程控制器系统手册[M].2007.
[3]西门子公司.西门子S7-200PLC[M].北京:北京航空航天大学出版社,2015.
[4]王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2013.
中图分类号:TP242.2
文献标识码:B
文章编号:1672-545X(2016)04-0218-03
收稿日期:2016-01-16
作者简介:何琳锋(1986-),男,山西长治人,本科,助教,研究方向:可编程控制器、自动生产线安装与调试、PLC及现场总线应用等自动化教学领域方向;王延盛(1985-),男,天津人,本科,讲师,研究方向:工控组态控制技术、现场总线技术等自动化教学领域方向。
The Application of Siemens Em253 Location Module for Three Axis Manipulator Equipment
HE Lin-feng,WANG Yan-sheng
(Tianjin Vocational College of Mechanics and Electricity,Tianjin 300000,China)
Abstract:This paper introduces the operation method of Siemens EM253 location module controlling three axis manipulator equipment for the X axis(servo motor),which systematically describes the application and using methods of manipulator X axis based on EM253 location module.The SKPLC-2 automatic production line,for instance,use the position control wizard to create software instructions to achieve precise location of manipulator X axis,thus accurately position sorting the sorting items.
Key words:EM253 locatoin module;position control wizard;S7-200 PLC(CPU224);SKPLC-2
猜你喜欢
微特电机(2020年11期)2020-12-30
装备制造技术(2020年4期)2020-12-25
电子制作(2019年13期)2020-01-14
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2018年11期)2018-11-23
电子制作(2018年19期)2018-11-14
电子制作(2018年17期)2018-09-28
知识就是力量(2018年7期)2018-07-11
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年4期)2017-06-22
