
滤棒物流系统的工艺布局方式比较
2016-07-27 02:24红云红河烟草集团有限责任公司红河卷烟厂物流部张红曹炳强
物流技术与应用 2016年5期
红云红河烟草(集团)有限责任公司红河卷烟厂物流部/张红 曹炳强
滤棒物流系统的工艺布局方式比较
红云红河烟草(集团)有限责任公司红河卷烟厂物流部/张红 曹炳强
摘 要:在烟草行业,滤棒自动化立体库的应用日趋广泛。在设计滤棒物流系统时,如何将其工艺布局方式设置成最佳方案,将决定系统能否发挥更好作用。本文通过简析滤棒物流系统的各种工艺布局,立足工艺需求及生产实际情况分析其优劣势,为滤棒物流系统的工艺布局设计提供参考依据。
关键词:滤棒物流系统、自动化立体库、工艺布局
为了更好地满足滤棒工艺要求,实现柔性生产管理调度,滤棒自动化物流系统将逐步取代人工作业模式或传统固化储存输送系统模式,因此滤棒物流系统逐渐成熟并得到广泛应用。本文从如何更好发挥滤棒立体库的作用出发,以更好满足工艺需求为目标,结合生产实际,剖析滤棒立体库工艺的多种布局方式,对比分析其优劣势。
一、滤棒物流系统简介
滤棒生产工艺要求滤棒固化一定时间,以达到物理指标硬度要求。传统方式采用滤棒固化储存输送系统进行固化,固化区滤棒容量约12万支,固化时间约20分钟(成型机设计能力600米/分钟),见图1。
传统方式存在三个弊端:1.固化容量有限导致固化时间有限,无法满足滤棒工艺要求至少两小时以上的固化时间;2.按照工艺要求取消快粘胶的使用后,由于固化时间短,导致滤棒发送管道积胶增加以致堵管频繁;3.随着滤棒牌号的增加,此方式无法满足生产管理柔性对接要求,存在产品结构不平衡性,且增加了生产调度的难度。

>> 图1 滤棒固化储存输送系统
随着自动化物流技术的发展,为更好地满足卷烟生产工艺要求,滤棒立体库系统应运而生,以实现柔性的生产管理调度。
滤棒物流系统工艺流程如图2,滤棒高架库的储存容量决定了固化时间,一般设计要求根据卷包产能需求满足滤棒8小时以上的存量。系统中应用RFID技术对外观无法辨识的滤棒自动附着信息,建立滤棒防错牌、混牌控制措施;系统使用高架库实现调牌需求,配合卷烟机分组情况分配卸盘机及发射机,实现系统调度与生产管理调度的自动对接,从而取消使用FLC滤棒交换站调管方式进行调牌;高架库中的货位存储单元为料盘组,一般而言,一个料盘容量为4000~4500支滤棒,而料盘组以15~22个料盘为一组,由此计算库容量。

>> 图2 滤棒物流系统工艺流程图

>> 图3 滤棒物流系统工艺布局方式分类说明
二、工艺整体布局方式
根据立体库的出入库模式,即入库与出库是否在同一平层,以及是否在立体库的同一侧,将滤棒物流系统的工艺整体布局方式分为同层异侧、同侧异层、同层同侧、异层异侧等,如图3。同层布局即出入库在同一平层,要求建筑平面空间较大,建筑高度空间较小;同侧要求出入库在立体库的同一侧,要求建筑平面空间较小,而建筑的高度空间则较大。滤棒物流系统的设计,根据厂区整体布局,以满足工艺需求为基础,因地制宜选择滤棒物流系统的工艺布局方式。
1.同层异侧布局方式
此种模式最为常见,如图4,在立体库的一侧对接装盘机实现入库,另一侧对接卸盘机完成出库,且入库与出库在同一平层。
这种布局方式的优势在于:工艺流程清晰;料盘出入库输送方向一致,无需多余的转向装置;滤棒车间所有设备在同一层,利于设备及人员的管理。其劣势在于要求滤棒库横向空间距离较大,至少40米以上。
2.同侧异层布局方式
将成型机、发射机布置于滤棒立体库的同侧,考虑成型机生产时需要辅料(丝束、盘纸),其中一丝束包有500多千克,且辅料采用AGV小车运送的方式,因此将成型机、装盘机布置在一层;发射机与卸盘机布置在二层高处,以利于发射的压力,减少连接管道的距离及爬升。
其优势在于:发射机设置在高处,发射压力大大减少;由于发射压力的大幅降低,滤棒的前行速度大大降低了,从而较大程度地减少了触头、外表皱、爆口等质量缺陷的滤棒产生,提高了在发射过程中滤棒质量的稳定性;国家烟草专卖局批复项目建筑面积是以所申请项目的产能为依据的,在产能确定、建筑面积固定的情况下,这样的布局充分利用有限空间,为项目总体工艺布局腾出更大的面积。
其劣势在于:卷包车间吊顶净空高一般为6米,滤棒车间若与卷包车间同标高时,设置两层时需考虑空间高度是否能满足;滤棒成型机布置在一层,涉及空压、除尘、冷却水管道如何布置问题;此外,从输送机上分离出单个空滤棒盘和实滤棒盘时必须对其进行180°调头,才能供成型机和发射机使用,为此必须带有180°转向装置。
此方式适用滤棒车间横向距离空间不足,但高度空间可利用夹层类空间弥补的厂房设置。
3.同层同侧布局方式
将成型机、发射机布置于滤棒立体库的同侧且同层,在同侧既有成型机布置,又有发射机布置,设备布置相对较为混乱。根据产能测算如果仅使用一台堆垛机,则堆垛机肩负入库和出库任务;如果使用两台堆垛机,则一轨双车,一车负责入库,另一车负责出库。且因为成型机与发射机同侧,存在料盘转向问题,需增设转向机构。此种方式仅适用于卷包产能低于50万箱/年,且滤棒车间横向距离空间不足时的设置。
4.异层异侧布局方式
将成型机、发射机布置于滤棒立体库的不同层且不同侧,此方式综合异侧及异层的优势,异层节省建筑面积,充分利用空间距离,且异侧无需料盘转向装置。此种方式适用于厂房特殊设置,空间决定滤棒车间划分为跨区域管理。
三、立体库模式的布局设计
当滤棒物流系统的总体布局方式选定后,还将涉及到立体库模式的布局设计。从货架排数及堆垛机巷道数将立体库模式划分为四种:单排货架双巷道、双排货架双巷道三排货架双巷道、双排货架单巷道当滤棒车间与卷包车间同平层时,滤棒库高度受限于卷包层高,由此货架排数决定了滤棒库的库容量。
1.单排货架双巷道模式
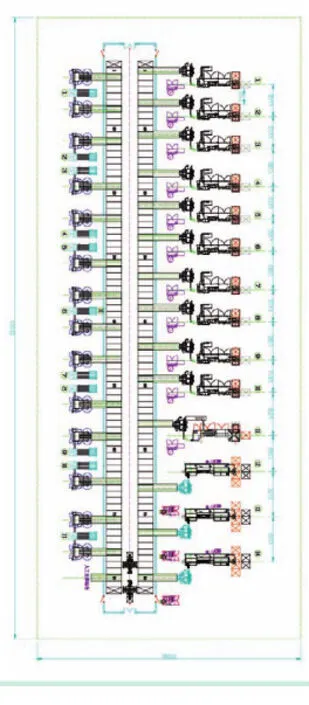
双巷道模式,将入库与出库堆垛机分开,即入库堆垛机负责装盘后实料盘组的入库及空料盘组的出库循环作业,出库堆垛机负责实料盘组出库至卸盘机及卸盘后空料盘组返库循环作业,如图2滤棒物流系统工艺流程图所示。单排货架双巷道,中间为货架,两侧为堆垛机巷道,如图5。

>> 图4 同层异侧布局

>> 图5 单排货架双巷道布局

>> 图6 双排货架双巷道布局
根据工艺固化时间要求及卷包产能,测算所需货位数,一个料盘容量为4000~4500支滤棒,而料盘组以15~22个料盘为一组,由此计算库容量。在满足工艺需求及储量充足的基础上,单排货架模式为优选方案。根据物流数据测算依据及仿真数据,确定堆垛机数量,一个巷道一台堆垛机为优选方案,无法满足流量时选择一轨双车,需考虑堆垛机交叉作业及调度的优化。
2.双排货架双巷道模式
在单排货架双巷道的基础上增加一排货架,一般选择增加的这一排货架设置在成型机侧,其布局如图6。调度策略成型侧的货架尽量摆放空料盘组,入库侧堆垛机除了完成入库任务外,空闲时间需进行空料盘组的位置倒放,将中间货架的空料盘组移至成型机侧的货架,而出库端堆垛无需倒放任务保障出库。

>> 图7 三排货架双巷道布局
>> 图8 双排货架单巷道布局
3.三排货架双巷道模式
为保障大储存量,三排货架为滤棒立体库的最大容量设计方案,布局如图7。两个巷道的堆垛机在空闲时段均存在倒放任务,调度策略为优先存储中间货架,成型机侧货架优先存储空料盘组,而发射机侧的货架则优先存储实料盘组。
4.双排货架单巷道模式
双排货架单巷道模式为,中间设置巷道堆垛机,两侧设置货架,当单巷道堆垛机(最多2~3台堆垛机,一般为2台)能满足滤棒物流系统流量时,且两排货架也能满足一定的存储量。从投资成本角度考虑,此方案为优选方案。其布局方式如图8。
综上所述,设计滤棒物流系统工艺布局时,立足物流流量测算数据,满足工艺需求,结合生产实际情况,根据厂区整体布局,选择适宜的滤棒库物流系统工艺整体布局及立体库的模式才是最佳方案,使之发挥最大优势,以保障生产。
本刊重点关注的物流展会

名 称 日 期 地 点 电 话 联系人2016中国(厦门)国际物流博览会及冷链展 2016.5.11-13 厦门国际会展中心 010-6329 0122 赵进中国(广州)国际智慧物流装备展 2016.5.26-28 广交会展中心(B区) 020-89617120 余香2016亚洲物流双年展及生鲜配送展 2016.6.14-16 上海新国际会展中心 021-2020 5534 周磊蕾2016第九届中国北京国际物流博览会 2016.7.15-17 北京国际展览中心 010-58421100 张正
