BM63150C精密数控车床及BM63150X车削中心的研发和应用
2016-07-24 15:19宝鸡机床集团有限公司高利强
世界制造技术与装备市场 2016年4期
宝鸡机床集团有限公司高利强
BM63150C精密数控车床及BM63150X车削中心的研发和应用
宝鸡机床集团有限公司高利强
一、概述
随着汽车、航空航天工业的发展,新型材料的应用日益广泛,对高速、精密加工的需求越来越广泛,具有高速、精密加工的特性正逐渐成为当代数控机床发展的主要方向之一。数控车床和车削中心作为数控机床的主要组成部分也不例外,其精密高效等特性正成为其发展方向。同时,随着普通数控车床应用普及和市场竞争加剧,探索研发精密数控车床和车削中心成为满足市场更高要求及企业发展的必然选择。
BM63150C 精密数控车床及BM63150X 车削中心是在国家科技重大专项“高档数控机床与基础制造装备”2010年度课题“BM63150C 精密数控车床及BM63150X 车削中心”(课题编号2010ZX04001-051)的支撑下研发的产品,其中BM63150X精密车削中心荣获“CCMT2012中国数控机床展览会‘春燕奖’”,BM63150X精密车削中心荣获“2015年陕西省装备制造业首台(套)重大装备产品项目投资计划”国内首台(套)重大装备产品奖励。
BM63150C 精密数控车床及BM63150X 车削中心床身上最大回转直径¢800mm,最大车削直径¢630mm,最大车削长度1500mm;车削主轴最高转速5000 r/min,主轴径向跳动≤0.0005 mm,轴向跳动≤0.001 mm;X/Z轴快速进给速度≥36 m/min;X/Z轴重复定位精度≤0.002/0.003 mm。此种大规格的数控车床及车削中心需要达到的主轴最高转速及其精度,整机快速进给速度及其重复定位精度等性能指标是该机床研发的关键技术。
针对以上指标要求及性能特点,研发小组对机床主体、结构和关键部件设计方案进行了多次全面的分析研究和论证。通过自主创新和联合研发,对人造花岗岩整体式床身设计制造技术,精密动静压主轴与电主轴的配套设计制造技术,宏/微量进给技术,进给系统伺服参数优化技术,整机减振隔振技术、热变形分析及控制技术、综合误差补偿技术等重大关键技术的研究及探索,成功开发了BM63150C 精密数控车床及BM63150X 车削中心,机床的各项指标达到了设计要求。公司掌握了精密数控车床和车削中心的核心技术,形成具有自主知识产权的高附加值产品及多项国家发明专利。
二、产品性能介绍
BM63150C精密数控车床及BM63150X 车削中心(见图1)是具有国内先进水平的全功能精密数控车床和精密车削中心,机床主轴转速高、功率大、噪音低,整机热变形小、进给速度快、精度高、稳定性好。该机床主要用于汽车、航空等领域精密零件的高效率、高精度加工。

BM63150X 精密车削中心
该产品具有以下特点:
(1)人造花岗岩整体式斜床身,综合刚性及热稳定性好。
(2)大规格精密直驱式动静压主轴,配套超高速中空液压卡盘及回转油缸,主轴转速高、功率大、精度高、噪音低。
(3)采用双向宏/微结合的进给系统,光栅尺闭环控制,机床进给轴的宏/微进给联动提高了机床X/Z轴的重复定位精度。
(4)高刚性精密直线滚动导轨,确保机床的动态响应性能良好。
(5)采用SINUMERIK 840D sl系统或华中HNC-818B系统,系统功能多,分辨率高,可操作性强。
(6)数控车床用高性能电机直连驱动伺服刀架,车削中心用径向装刀式高性能电机直连驱动伺服动力刀架。
(7)中心冷却精密滚珠丝杠和滚珠丝杠专用轴承,机床的进给系统热变形小,进给速度快、精度高、稳定性好。

产品主要规格参数
至目前,国内外暂无同类规格的产品达到BM63150C精密数控车床及BM63150X 车削中心主轴转速及其精度、机床进给轴重复定位精度等性能指标。
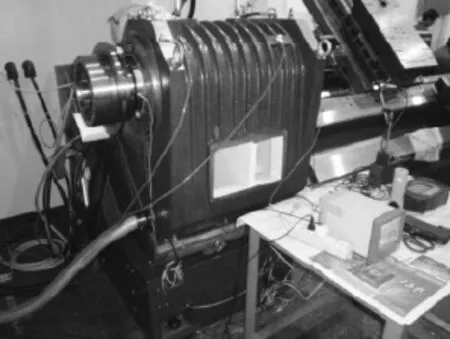
根据课题任务合同书、测评协议书、相关金属切削机床标准及检测方案,国家机床质量监督检验中心对该机床进行了全面的测评(主要包括机床安全,机械电气安全、机械电气设备,在无负荷或精加工条件下机床的几何精度,机床工作精度,机床的可靠性检测与评估等各方面)。所检测机床的各项功能及性能指标均达到课题任务合同书、测评协议书及相关金属切削机床标准的要求。下图为机床可靠性检测照片。

BM63150X 车削中心Z轴可靠性测试

BM63150C 数控车床主轴可靠性测试
三、产品主要技术创新点及其应用情况
1. 精密动静压主轴与电主轴的配套设计制造技术
(1)概述
数控车床及车削中心主轴的主要驱动形式为皮带传动,这种方案结构简单、成本低,但对于本课题要求的大规格、高转速、高精度主轴很难实现。先进的主轴驱动方式为电主轴,将主轴和电机连为一体,它可以无级变速、驱动平稳、结构紧凑。电主轴又分为内置式和外置式两种,内置式是将转子置于两轴承之间,结构复杂,冷却或密封不易设计及制造,散热条件差,容易造成电主轴的温升过高,亦不利于提高回转速度,优点是主轴系统受力情况好。外置式是将电机转子置于两径向轴承的外端,也称悬臂式,其结构简单,但是轴向尺寸大,容易造成负荷偏载,导致主轴受力情况差、产生振动的概率增加,不利于提高回转速度和精度,并且应用于数控车床其液压卡盘旋转油缸的安装结构不太合理。动静压轴承是静压轴承的一种新发展,在静压轴承的油腔中设置动压油楔,使之在主轴旋转时产生附加的动压力,具有高精度、高承载力和抗振性。目前,在国内外数控车床及车削中心中,高速精密主轴单元中主要应用的是滚动轴承,但滚动轴承与动静压轴承相比承载能力小,精度低,使用寿命短。
本项关键技术将液体动静压轴承技术与电主轴技术两者有机结合,创新设计制作了大功率、高速精密直驱数控车床主轴单元,实现了机床大规格、高转速、高精度主轴的指标要求。通过该关键技术的研究与实现,审请了4项国家专利,分别为“大规格精密直驱主轴结构”(授权专利号为ZL201120356009.8,实用新型)、“数控车床大规格精密直驱主轴结构”(授权专利号为ZL201320445643.8,实用新型)、“数控车床大规格精密直驱主轴结构”(授权专利号为ZL201310314909. X,发明)、“一种用于高效高速精密机床的多功能内置式动静压电主轴”(授权专利号为201320297129.4,实用新型)。
(2)创新点
①将液体动静压轴承技术与电主轴技术两者有机结合,实现了数控车床较大规格高速精密主轴结构,确保主轴的回转精度、刚度和转速。
②开发了内置式动静压电主轴,精度高、刚度大、噪音低、寿命长、吸振性能好,工作稳定性和可靠性高,无论从转速、精度、功率等各方面均是国内首创,至目前也未见国外同类型规格的数控车床及车削中心上有类似的应用。
③实现了大规格高速精密直驱主轴单元的设计及制造,其液体静压轴承直径φ160 mm、内装电机功率67.4 kW,最高转速5000 r/min,主轴径向跳动0.0005 mm、轴向跳动0.001 mm。
(3)技术特点
①将液体动静压轴承技术与电主轴技术两者有机结合,将止推轴承结构设置于主轴前部,解决了动静压轴承电机内装式主轴技术上的不足。
②开发了内置式动静压电主轴,电主轴装于前、后静压轴承之间,结构紧凑、布局合理,实现了数控车床较大规格高速精密主轴结构。
③高速精密直驱主轴单元结构中,放射型多点出气式气密封结构在圆周上有均匀的气压力,有效防止外界杂质进入轴承油腔,对润滑油流入外界或电机中起到良好的密封作用。
精密直驱式主轴单元温升试验

机床主轴最高速度运转
2.宏/微量进给技术
(1)概述
宏微驱动控制系统包括宏、微操作系统两个子系统,微动定位部件附着在宏动定位部件的末端,宏动部件以地面为参照物,实现大行程;微动定位部件以宏动定位部件为参照物实现高精度定位,与采用单一驱动相比,宏微驱动系统具有低惯量、高精度、冗余自由度等特点。
目前,一般微进给机构不能承受全载荷、大载荷,不能同时实现微进给和大尺度精密进给。本技术采用宏/微进给的双重驱动的控制技术和微进给复合导向机构,机床进给系统能实现微量进给和宏量进给快速移动,能承受全载荷、大载荷进给,解决了精度与工作效率相互矛盾的实际应用问题。由于宏/微驱动系统同时具备了大行程、定位时间短、定位精度高以及驱动力大等优点,在诸如精密定位系统、电路检测、超精密加工设备等领域,有十分广阔的应用前景。
通过机床宏/微进给系统的设计与制造技术的研究与实现,机床进给系统的重复定位精度达到了指标要求,并审请了2项国家发明专利,分别为“双轴直线移动微驱动装置”(授权专利号为ZL201010559119.4)、“滚珠丝杠副压电致动器串联宏微驱动及导轨装置”(授权专利号为ZL201110047305.4)。
(2)创新点
①采用双向宏/微结合的进给系统,机床进给轴的宏/微联动提高了机床X/Z轴的重复定位精度。
②双向宏/微结合的进给系统,使机床能承受全行程、大载荷进给,解决了精度与工作效率相互矛盾的问题。
(3)技术特点
①微进给结构由柔性铰链和德国PI公司的压电陶瓷组成,压电陶瓷为驱动器,柔性铰链作为导向机构,动力经柔性铰链驱动机床滑板产生微位移。柔性铰链采用双平行四边形结构,不仅保证了微动台在压电陶瓷的驱动下保持平动特性,而且从原理上克服了柔性铰链四杆机构产生交叉耦合位移的缺陷,具有良好的导向性,提高了运动的方向精度。
②微动进给系统是利用光栅尺反馈微动台和目标点的位置关系,进行闭环控制,宏/微双重驱动机构使得机床进给系统在大行程工作范围内具有很高的定位精度。

直线导轨宏/微进给BM63000X试验台
机床宏/微进给机构
3.人造花岗岩整体式床身设计制造技术
(1)概述
目前在机床上应用的床身绝大多数为铸铁材料。铸铁材料床身虽具有足够的静刚度,但其最大的缺点是其热变形特性和精度保持性较差,从而使整机的热变形较大和精度保持性差,影响机床的加工精度。人造花岗岩材料床身具有良好的吸振性、很好的阻尼特性和热稳定性,能很大提高机床的精度稳定性、改善加工动态特性和提高加工精度,并能节约金属材料、能源和减少铸造污染。该材料床身目前在国内外主要应用在高精度磨床或检测仪器上,在数控机床上特别是在数控车床上应用很少。
为了保证机床的精度稳定性,采用人造花岗岩整体式床身做为精密数控车床和车削中心的基础构件,根据此项设计与制造技术的研究与实现,申请了国家专利,“新型数控车床人造花岗岩床身”(授权专利号为ZL201220611020.9)。
(2)创新点
①人造花岗岩斜床身结构,达到了数控车床床鞍导轨、尾座镶装导轨的结构优化及相应功能的实现,机床整体结构布局合理、紧凑。
②应用人造花岗岩床身技术,其床鞍导轨采用直线滚动导轨,动态响应好;尾座导轨采用镶装滑动导轨,支撑刚度大、稳定性好、成本低、易维修。
③采用人造花岗岩床身技术,能很大提高机床的精度稳定性、改善加工动态特性和提高加工精度,并能节约金属材料、能源和减少铸铁材料床身的铸造污染。
(3)技术特点
①人造花岗岩整体式床身采用斜床身结构,其床鞍导轨采用直线滚动导轨,尾座导轨采用镶装滑动导轨。
②根据数控车床斜床身结构特点,设计了相应的床鞍导轨、尾座镶装导轨、主轴箱、Z向进给系统及外防护的安装结构,各种管件和电缆线穿通床身主体的管路结构,各种不同功能的预埋螺纹插件和加工装配吊运等结构。
③对床身的计算机结构模型进行了有限元分析。根据其分析数据及结果可以得出,该人造花岗岩材质的整体式床身具有足够的强度,在整机工作过程中,床身不会发生破坏或变形,达到了机床的静刚度及结构布局等的技术要求。
④床身精加工采用精密磨削的工艺方案,制定了精密磨削人造花岗岩整体式床身的工艺参数,设计制作了床身加工的专用夹具及检测用量具,完成了床身的精密加工和整机装配。

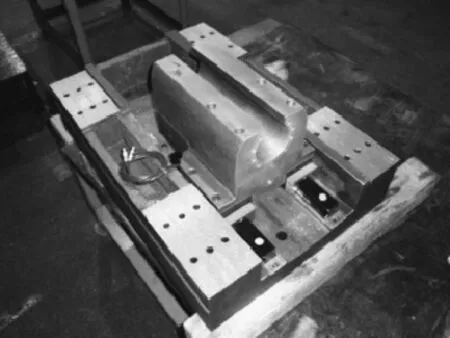
人造花岗岩整体式斜床身毛坯

人造花岗岩整体式床身精密磨削
四、成果应用及推广情况
BM63150C 精密数控车床及BM63150X 精密车削中心技术先进、性能优越,在国内尚属领先,在国际属同类先进水平,与国外进口机床相比有很高的性价比。该机床主要用于汽车、航空等领域精密零件的高效率、高精度加工,在满足国内高端用户需求方面有着广阔的市场前景。
目前,一台BM63150X 精密车削中心已销售给山东博特精工股份有限公司(济宁),至目前该机床使用情况正常,用户评价良好。□
行业资讯
普什宁江FMS专项课题通过验收
日前,由四川普什宁江机床有限公司牵头承担的“机床箱体类精密柔性制造系统研发及示范应用”课题通过了任务终验收。普什宁江总工程师刘雁对课题任务完成情况进行了汇报,华中数控、四川大学、重庆大学等课题参与单位分别做了汇报,示范应用用户介绍了产品应用和试验验证情况。
验收专家组成员对该课题项目进行了现场检查和专家质询。经过充分讨论认证,专家组成员认为:“机床箱体类零件精密柔性制造系统研发及示范应用”课题成功研制了两条精密柔性制造系统(FMS),实现了8种以上机床箱体类零件混流加工、四种工艺路线并行生产;自主开发了FMS关键技术、初步实现了MES系统的集成,已有多条柔性制造系统广泛应用到多个重要行业领域,产业化成果显著,同意通过终验收。
猜你喜欢
机械工程与自动化(2021年4期)2021-07-30
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
机械与电子(2018年10期)2018-10-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
浙江大学学报(工学版)(2016年11期)2016-06-05
制造技术与机床(2015年8期)2015-04-24
制造技术与机床(2015年10期)2015-04-09