
SLA快速精密铸造技术应用现状分析
2016-07-22 09:18刘洋陕西工业职业技术学院陕西咸阳712000
中国铸造装备与技术 2016年3期
关键词:光固化
刘洋(陕西工业职业技术学院,陕西咸阳 712000 )
SLA快速精密铸造技术应用现状分析
刘洋
(陕西工业职业技术学院,陕西咸阳 712000 )
摘要:在介绍了SLA快速成型的基本原理和快速精密铸造工艺方法的基础上,论述了几种用于精密铸造工艺上的SLA快速成型工艺、特点和存在的问题,并做了简要分析,为铸件的快速精密铸造打下良好基础。
关键词:快速成型;光固化;精密铸造
稿件编号:1510-1112
1 SLA快速成型技术
快速成型技术(RP,Rapid Prototyping)是 20 世纪 80 年代末期发展起来的一种先进的制造技术[1]。它借助计算机完成零件的CAD模型, 就能迅速、直接地生成相应的零件或原型,克服了传统方法难以制造复杂零件、周期长的缺点。目前,RP 技术被广泛地应用在机械、电子、汽车、航空、航天领域,常用的工艺包括以下几种:以热固性光敏树脂为材料的固化成型(SLA-stereo Litho-rapid Apparatus)工艺;以纸、金属箔、塑料等为材料的叠层实体制造(LOM-Laminated ObjectManufacturing) 工艺;以热塑性物质为材料的选择性激光烧结 (SLS-Selected LaserSintering)工艺;以石蜡、塑料、低熔点金属为材料的熔积成型(FDM-Fused Deposition Modeling)工艺;以树脂为材料的固体基础固化(SGC-Solid Ground Goring);以喷射粘合剂来粘结粉末材料的三维印刷法(3DP-Three Dimensional Printing)工艺;以热塑性塑料的微小颗粒为材料的喷粒法(BPM—Ballistic Particle Manufacturing)工艺。
光固化成型(SLA)技术是第一个商业应用的RP技术,主要用到的材料为光敏环氧树脂、光敏丙烯树脂等,其特点是尺寸精度高、表面质量好、原材料利用率高,可以制造形状复杂、外观精细的零件。光固化成型的原理如图1所示,按加工零件的分层截面信息通过计算机控制紫外激光束逐层对光敏树脂进行扫描使其固化形成一个薄层截面;每一层固化完毕之后,工作平台移动一个层厚的高度,其上再涂敷一层新的液态树脂,以便进行下一层扫描固化;新固化的一层粘合在前一层上,如此反复直至零件原型制作完成[2]。
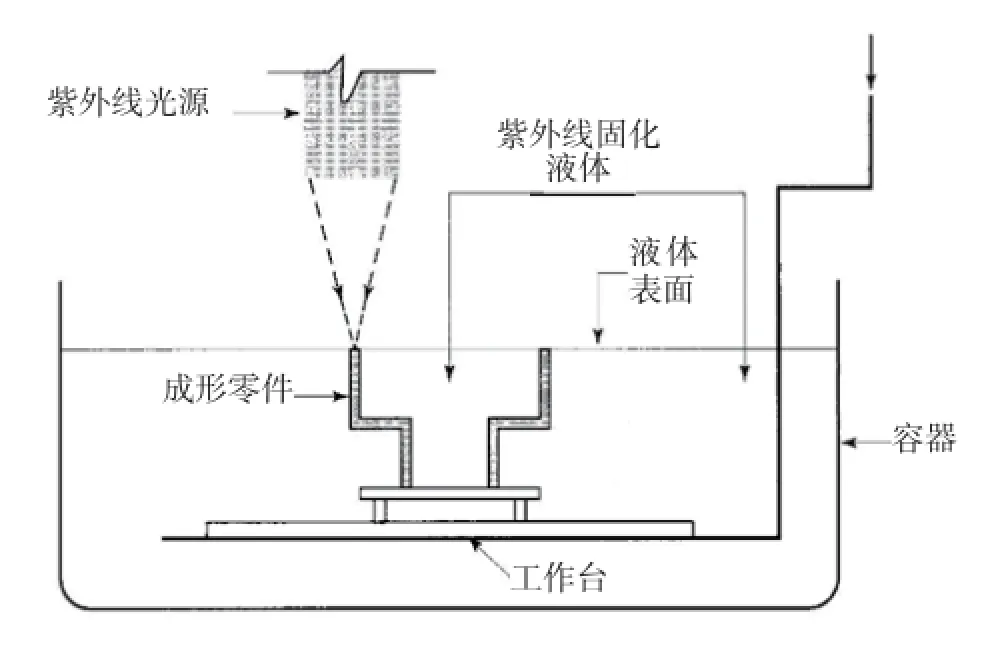
图1 SLA成型原理图
2 快速精密铸造技术
精密铸造(IC)作为一种材料净成形技术,其尺寸精度高、表面光洁、可生产各种合金的复杂结构铸件。同时,生产批量不受限制,广泛应用与航空、机械制造、电子、石油、化工、医疗器械等领域。从制蜡模、组焊、制壳、脱蜡、焙烧,再浇注成铸件,工艺过程复杂、生产周期长。
快速精密铸造技术(RIC Rapid Investment Casting)是快速成型与传统精密铸造技术的结合,是利用快速成型技术直接或者间接地制造铸造用熔模、蜡样、模壳、压蜡模具,然后通过传统精密铸造工艺,快速铸造金属零件。快速成型技术与精密铸造技术结合,可以实现铸件的低成本化、高效益化生产,快速满足市场的目的。快速精密铸造技术能快速、方便地提供精密铸造所需的蜡模及可消失熔模,有效地解决传统蜡模制备周期长的难题,提高生产效率和制造柔性[3],日益受到工业界的重视。
3 SLA快速精密铸造技术应用
SLA与 IC 技术结合的新工艺新方法主要有直接熔模精密铸造、间接模具制造技术和直接模具制造技术,此方法可大大提高行业竞争力。
3.1 SLA直接熔模精密铸造
快速成型制作精密铸造用熔模,代替蜡型进行挂砂、制壳,SLA模型虽然无法熔融,但在700 ℃以上可完全烧蚀,没有任何残留物,所以可以使用高温焙烧的方式脱模,完成铸件生产。铸造工艺流程如图2所示。此方法完全省略模具制作工序,大大压缩制造周期,但是快速成型模样用材料光敏环氧树脂、光敏丙烯树脂价格昂贵,铸件生产成本高,不适合批量生产,只适用于产品的研制以及单件、小批量生产。

图2 直接熔模精密铸造工艺流程
(1)三维建模。对于快速熔模铸造模型采用ProE软件进行三维建模设计,为减少树脂原型受热膨胀对型壳造成的张力和冲击力,同时,节约树脂原材料、提高制作速度,需对零件三维模型进行抽壳设计,形成一定壁厚的中空结构,将设计出的三维模型图输出为STL文件保存。
(2)模型前处理。将生成的模型STL文件导入成型设备的前处理软件进行编辑、缺陷修复、模型分层、支撑添加等。
(3)成型件制作。将前处理好的管接头模型STL文件导入成型设备控制软件,进行模型检验、成形工艺参数设置及原型件制作。通过软件检验成型数据的正确性;检验熔模模型支撑设计的合理性。模型检验合格后,通过成型设备设置光斑补偿直径及激光束填充扫描速度,其中,激光束填充扫描速度越小,则成形截面上激光照射时间越长,光敏树脂固化效果越好,但零件成形时间增长。最后在制作模式下完成熔模原型制作。
(4)原型后处理。从快速成型设备中取出熔模原型进行后处理,通过合理的后处理工艺可以有效提高原型件的尺寸精度、强度、硬度、表面质量等性能[4]。原型的后处理工序为:清洗→去除支撑→打磨→后固化,通过后处理完的原型如图3所示。
(5)快速熔模铸造。先对铸件原型采用专用清洗液除去表面的油渍,将清洗后的铸件原型与浇注系统组合在一起,采用传统精密铸造制壳工艺进行制壳,制备好的型壳如图4所示。将制备好的型壳放入焙烧炉中进行高温焙烧,完成脱模。经高温焙烧后的型壳可直接进行浇注,完成铸件制备。

图3 处理后的管接头原型

图4 熔模铸造管接头型壳
3.2 SLA间接模具制造精密铸造
SLA间接快速模具制造精密铸造, 是利用SLA原型通过真空浇注的方法制备硅胶模具作为母模,对硅胶模具进行注蜡,制备精密铸造用蜡模,在通过传统的精密铸造工艺完成铸件生产,其制作工艺流程如图5所示。由于硅橡胶模具具有良好的柔性和弹性,对于结构复杂花纹精细无拔模斜度或倒拔模斜度以及具有深凹槽的零件,制件浇注完成后均可直接取出[5]。由于在蜡模制备过程中进行多次型腔转制,所以模型的精度有一定损失,因此,提高硅橡胶模具的精度成为该方法研究重点。
SLA间接模具制造与SLA直接熔模精密铸造在原型制作过程是相同的,不同的只是SLA间接模具制造采用SLA原型制作硅胶模具,用模具来制备蜡模,完成铸件生产,采用这种方法在压缩制造周期的同时,降低了生产成本,适用于小批量生产。

图5 SLA间接模具制造精密铸造工艺流程
3.3 SLA直接模具制造精密铸造
利用SLA工艺方法成型制作压蜡模具,完成蜡模制作,进行精密铸造生产。首先通过计算机绘图软件绘制零件三维图,通过三维图进行压蜡模具的结构设计,并绘制出压蜡模具三维图,将绘制好的模具三维模型生成STL文件导入到快速成型设备专用软件中进行前处理,最后将压蜡模具通过SLA设备制作完成。该方法与SLA间接模具制造精密铸造比较蜡模尺寸精度高,生产周期短,与SLA直接熔模精密铸造相比生产成本较低,适于小批量生产,但压蜡模具精度和性能控制较难, 模具的尺寸也受到限制, 故尽管通过SLA技术能够获得巨大的效益, 但是快速模具在质量和性能方面仍落后于传统模具,针对有关尺寸精度、表面质量、耐用性等问题仍需作深一步地处理和改进研究[6]。
4 结论
在介绍了快速成型的基本原理和工艺方法的基础上,论述了几种用于精密铸造工艺上的SLA快速成型工艺、特点和存在的问题,并做了简要分析。将快速成型方法引入传统铸造生产中可能提高生产率、降低生产成本、缩短产品的加工周期,对传统铸造工艺的升级提高起到积极的作用。
参考文献
[1] 程精涛.几种快速成型方法在铸造中的应用[J].铸造技术,2015,36(1):242-244.
[2] 张宇红,曾俊华,洪军.大型零件光固化快速成型工艺研究[J].计算机集成制造系统,2007,13(3):553-557.
[3] 姜不居.熔模精密铸造[M].北京:机械工业出版社,2004.
[4] 邵中魁,姜耀林.光固化3D打印关键技术研究[J].机电工程,2015(2):180-184.
[5] 范君艳.快速制模技术的应用研究[D].昆明:昆明理工大学,2002.
[6] 张磊,孙文磊,吕超.快速成型技术在熔模铸造中的应用分析[J].铸造技术,2013,34(9):1168-1170.
[7] 李瑞霞,熊晓红.激光选区粉末烧结快速成形技术在精密铸造中的应用[J].中国铸造装备与技术,2005(2).
[8] 臧加伦,孙玉成,李闯,等.国内铸造快速成型技术与应用[J].中国铸造装备与技术,2015(4).
Analysis on the application of rapid precision casting technology based on SLA
LIU Yang
(Shaanxi Polytechnic Institute,Xianyang 712000,Shaanxi ,China)
Abstract:On the basis of the rationale of rapid prototyping and the method of rapid precision foundry, the paper describs and analyzes the technologies、features and problems for SLA’s rapid prototyping,which lay a good foundation for the rapid precision foundry of the casting.
Keywords:Rapid prototyping; light curing; precision foundry
中图分类号:TG249.5;
文献标识码:A;
文章编号:1006-9658(2016)03-0007-03
DOI:10.3969/j.issn.1006-9658.2016.03.002
收稿日期:2015-10-30
作者简介:刘洋(1982—)男,硕士,讲师.主要研究方向:铸造工艺研究工作.
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
中华养生保健(2020年2期)2020-11-16
陶瓷学报(2020年5期)2020-11-09
火炸药学报(2020年5期)2020-10-28
健康大视野(2020年16期)2020-08-16
照明工程学报(2020年3期)2020-01-15
中国生物医学工程学报(2019年5期)2019-07-16
表面技术(2019年6期)2019-06-26
装备制造技术(2017年11期)2018-01-15
制造技术与机床(2017年10期)2017-11-28
