厚规格辊压用热镀锌高强钢的开发与性能研究
2016-07-21 02:35:37刘祥东王立辉潘利波叶盛微
武汉工程职业技术学院学报 2016年2期
刘祥东 王立辉 潘利波 叶盛微
(1.武钢研究院 湖北 武汉:430080;2.神龙汽车有限公司技术中心 湖北 武汉:430056)
厚规格辊压用热镀锌高强钢的开发与性能研究
刘祥东1王立辉1潘利波1叶盛微2
(1.武钢研究院湖北武汉:430080;2.神龙汽车有限公司技术中心湖北武汉:430056)
摘要利用改良森吉米尔法卧式退火炉设备特性,在低碳锰钢基础上适当添加微合金化元素Nb,成功开发出组织为铁素体和珠光体的厚规格热镀锌高强钢,该钢钢质纯净、晶粒细小、具有优良的冷成形性和良好的性能均匀性,成功应用于辊压成形机组的复杂零件制造。
关键词厚规格;辊压成形;热镀锌高强钢;性能均匀性
辊压成型(冷弯成型)是金属加工的重要方法之一,是将卷料或板料通过有多种型面的轧辊模具顺序横向弯曲成型的一种技术。冷弯型材能达到最好的截面力学性能,是先进适用的渐进成型技术,其工艺上的优势,特别是对于复杂的截面形状,生产效率高、具有大批量规模效益,已在汽车、建筑等领域得到广泛应用[1]。
为满足汽车轻量化和整车耐腐蚀性能的需求,以挂车为代表的商务车选材普遍采用高强度厚规格冷轧热镀锌板替代热轧板。为满足某车企辊压成形机组对厚规格(2.5mm)用材的需求,结合改良型森吉米尔法热镀锌机组装备特点,本文开发了屈服强度350MPa级的热镀锌高强钢,该钢不仅具有高强度和高延伸率,还具有优良的冷成形性、锌层附着力、性能均匀性以及高表面质量,可用来制作冷变形性能要求较高的成型结构件。
1厚规格高强钢的开发
商用车制造企业普遍采用热轧板制造商用车成型结构件,某合资车企商用车车型选材设计中,采用屈服强度275MPa级别热轧钢板制造车厢底板、侧板等零件,其钢板厚度规格以2.8mm为主。在使用过程中,由于热轧板厚度方向上组织差异性导致性能不均匀易产生辊压开裂、回弹等成形缺陷,且存在酸洗后表面缺陷影响涂装质量等生产事故,急需选择替代材料。
1.1材料设计
为满足整车轻量化、材料性能均匀性和高表面质量要求,开发设计了厚规格热镀锌冷轧高强钢作为替代材料。根据高强度钢板减薄经验公式和整车刚度要求,冷轧钢板厚度为2.5mm,其屈服强度级别为350MPa。
(1)
式中:t2为高强度钢钢板厚度;t1为低强度钢钢板厚度;Re2为高强度钢屈服强度;Re1为低强度钢屈服强度。
为满足材料性能要求,钢种成分设计采用低碳、低Mn、无Si、Nb微合金化的成分设计,利用改良森吉米尔法卧式退火炉设备特性,突破了美钢联法立式退火炉生产2.5mm厚规格产品的通板困难,实现了厚规格热镀锌锌层产品的批量生产。无Si元素设计避免了“Sandelin效应”引起的锌层表面质量恶化[2],Nb微合金化起到了细晶强化和析出强化的作用、且有利于性能均匀性[3]。
1.2材料开发
实验钢的生产工艺流程如下:铁水脱硫→转炉吹炼→吹氩→连续铸钢→热连轧→酸洗+冷连轧→热镀锌→精整。实验钢经过转炉冶炼后,进行吹氩处理,确保钢的纯净度;连铸时,采用氩封保护浇注,以避免钢水的二次氧化;热轧采用控轧控冷技术进行生产,通过控制组织转变、相变和沉淀析出等来改善材料的性能,充分发挥微合金元素的作用[3];热镀锌采用明火加热方式可保证厚规格钢板热处理过程的温度均匀性;热处理温度选用800℃,保证了冷硬态钢板的完全再结晶和性能均匀性。
实验钢的成分设计如表1所示。

表1 实验钢的成分设计
实验钢主要力学性能指标参照国外标准EN 10346,如表2所示。

表2 实验钢的力学性能
2性能研究与分析讨论
2.1实验方法
为检验实验钢的综合性能,需开展系列力学及微观组织检验实验,具体实验方法如下:
(1)实验加工制成横、纵向拉伸试样和横向冷弯试样,在WE-60万能拉伸试验机上进行拉伸实验和180°宽冷弯实验。
(2)在成品板中部取金相试样,将试样板面磨平、抛光,经3%的硝酸酒精溶液浸蚀后,在OLYMPUS GX71型金相显微镜观察下观察微观组织。
(3)沿成品板上沿板面切取金属薄片,用二次复型法制成透射电镜样品,在JEM2100F型透射电镜中观察组织形态,并用INCA能谱仪对析出相进行成分分析。
2.2力学性能
通过对实验钢的头部、中部、尾部三个部位进行拉伸及冷弯实验,分析实验钢的力学性能及波动性,如表3所示。从表中看出,实验钢不同部位的力学性能值均达到设计目标要求,以横向样为例,头、中、尾三个部位的屈服强度、抗拉强度、延伸率的波动分别是±10MPa,±13MPa,±1%,表明生产控制能力强,实验钢头尾部性能波动小。冷弯实验的结果表明,各种实验条件下,试样的冷弯合格率均为100%,实验钢具有优良的冷成形性能,能够满足辊压成形结构件生产的需要。
2.3微观组织分析
实验钢由于强度的提高,延性会降低,要保证钢材的冷成形性,关键的一点是要控制好钢材显微组织和夹杂物的数量及形状。在冶炼生产中,对硫、氧等元素进行了严格的控制,金相观察结果显示,实验钢的夹杂物类型是1级氧化铝类,如图1所示,未见其它夹杂,表明实验钢的钢质纯净,对冷成形性及延伸凸缘性有利。显微组织由铁素体加珠光体组成,如图2所示,铁素体占90%,珠光体占10%,晶粒度为12级。

表3 实验钢不同部位不同方向的力学性能
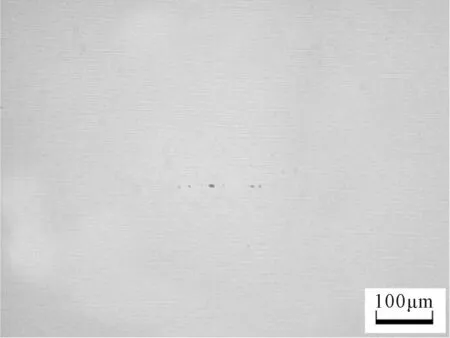
图1 实验钢夹杂物
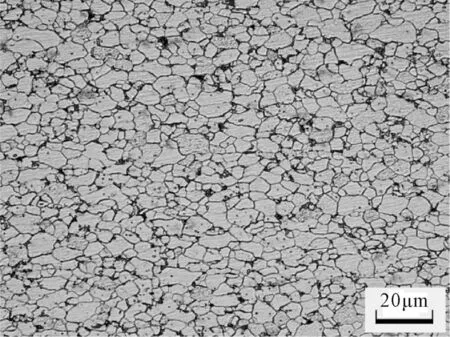
图2 实验钢组织
透射电镜的实验结果显示,实验钢的珠光体组织中渗碳体形态主要为颗粒状,极少量为片状。析出相数量较多,如图3所示,形态为矩形或不规则形,分布较均匀。析出相尺寸主要为50~120nm,有极少量为20nm左右。能谱仪分析析出相类型主要为Nb(C,N),如图4所示。

图3 实验钢析出相
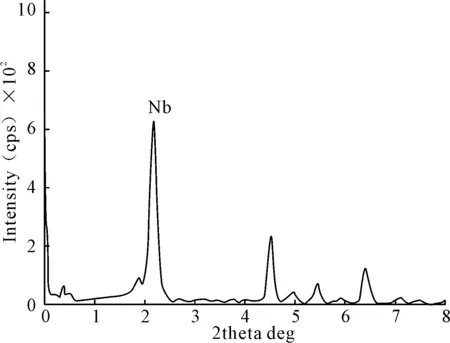
图4 实验钢析出相能谱图
2.4应用情况
实验钢在某汽车厂辊压成形机组上取得了批量稳定应用,用于制造重型货车的车厢板、支撑板等结构件,以及对冷变形性能要求较高的车厢底板。用户反映该钢表面质量优异、质量稳定可靠,性能波动小,具有良好的综合性能,尤其是优良的冷成型性能,满足了其生产复杂零件的需求。同时,通过材料高强化实现了零件10%轻量化,具有显著的经济社会效益。
2.5分析讨论
钢铁材料高强化与延性的合理匹配,是材料研发的基础要求之一。为保证材料的辊压成形性能,试验钢采用Nb微合金化的合金成分设计,提高了材料奥氏体化再结晶温度,实现了再结晶过程中铁素体晶粒细化,保证钢材的冷成形性能。通过微观组织分析可知,铁素体晶粒度12级,细小的Nb(C,N)析出物均匀分布、抑制了铁素体晶粒的长大,充分验证了Nb微合金化的强化效果。通过微观组织均匀性和1级氧化铝类夹杂物的观测,表明性能均匀性与微观组织均匀性的一一对应关系,最终体现在辊压成形零件优异的成形尺寸精度和表面质量。
3结论
(1)利用改良森吉米尔法卧式退火炉设备特性,在低C-Mn钢基础上添加微合金化元素Nb,成功开发出2.5mm厚规格、屈服强度350MPa级的热镀锌高强钢。屈服强度平均值达到385MPa,抗拉强度平均值达到494MPa,延伸率平均值达到26%,达到性能设计要求。
(2)通过控轧控冷工艺,实验钢获得细小的铁素体和珠光体组织,晶粒度达到12级。透射电镜分析表明析出物为Nb化合物,尺寸范围是50~120nm,分布均匀。晶粒细化及钢质纯净保证实验钢在获得高强度的同时,韧塑性得到有效的保障。
(3)实验钢成功应用于复杂变形零件的生产,具有优良的冷成型性和良好的综合性能,满足用户的使用要求,创造了显著的经济效益和社会效益。
参考文献
[1]韩非,石磊,肖华,等.应用先进高强钢的典型汽车零件辊压成形关键技术及开发[J].塑性工程学报,2013,20(3):65-69.
[2]孔纲,卢锦堂,陈锦虹,等.钢中元素对钢结构件热镀锌的影响[J].腐蚀科学与防护技术,2004,16(3):162-165.
[3]N. Maruyama, G.D.W.Smith. Effect of Nitrogen and Carbon on the Early Stage of Austenite Recrystallisation in Iron-Niobium Alloys[J]. Materials Science and Engineering,2002,A327:34-39.
(责任编辑:李文英)
Development and Properties Research of Hot-dipGalvanizing high Strength Thick Plate for Roll Forming
Liu Xiangdong1Wang Lihui1Pan Libo1Ye Shengwei2
(1.Research and Development Center of WISCO, Wuhan 430080, Hubei;2.DONGFENG PEUGEOT CITROEN Automobile Co.Ltd., Wuhan 430056, Hubei)
Abstract:Using improved Sendzimir coating process, hot-dip galvanizing high strength thick plate with a microstructure of perlite and ferrolite is successfully developed by adding appropriate Nb on the base of low carbon manganese steel. Owing to its pure materials, fine grain size, excellent cold forming performance and well homogenization, the steel is used to make complex parts with roll forming equipment.
Key words:thick gauge;roll forming;galvanized high strength steel;homogeneity of property
收稿日期:2016-01-19修回日期:2016-04-05
作者简介:刘祥东(1984~),男,硕士,工程师.E-mail:liuxiangdong@wisco.com.cn
中图分类号:TG142.1
文献标识码:A
文章编号:1671-3524(2016)02-0019-03