
基于主动磁轴承的切削颤振稳定性分析及控制
2016-07-21 09:24乔晓利祝长生钟志贤
中国机械工程 2016年12期
关键词:电主轴
乔晓利 祝长生 钟志贤
1.绍兴文理学院元培学院,绍兴,3120002.浙江大学,杭州,3100273.桂林理工大学,桂林,541004
基于主动磁轴承的切削颤振稳定性分析及控制
乔晓利1,2祝长生2钟志贤3
1.绍兴文理学院元培学院,绍兴,3120002.浙江大学,杭州,3100273.桂林理工大学,桂林,541004
摘要:提出了基于主动磁轴承的铣削颤振主动控制技术。用有限元法分析了主动磁轴承等效刚度与等效阻尼对铣削稳定性区域的影响,并对铣削过程中的颤振进行了主动控制。结果表明:主动磁轴承的等效刚度能够改变电主轴转子的临界转速,但对铣削的临界切削宽度影响很小;相反,主动磁轴承的等效阻尼能够较大幅度地增大铣削的临界切削宽度,但对电主轴转子的临界转速影响不大。颤振的控制效果表明,调节主动磁轴承的等效刚度和等效阻尼能够减小铣削过程中颤振的振幅。
关键词:电主轴;主动磁轴承;颤振;振动控制
0引言
磁悬浮支承技术借助内部的电磁场力将转子悬浮于定子中间,使得轴承在工作时无摩擦、不需要润滑、不产生振动和噪声且温升小,最重要的是能够通过设计和调整控制器的控制参数来实时调整磁悬浮轴承的支承刚度和阻尼,从而改变转子的动力学特性。
国内外学者已经对主动磁悬浮电主轴进行了许多研究。例如,国外学者研制了磁悬浮轴承支承的高速磨削用电主轴,永磁型磁悬浮轴承支承的铣削电主轴(转速高达150 000r/min);国内学者研制了磁悬浮的高速内圆磨床电主轴,转速高达60 000r/min的五自由度全电磁悬浮磨床用电主轴,高速数控磨床的磁悬浮电主轴等[1-2]。
切削过程中产生的振动,尤其是颤振[3],不仅大幅度降低机械加工的效率、损坏工件的表面质量,还严重阻碍数控机床的高速化发展。自从1945年Arnold[4]发表第一篇关于颤振的报道以来,机械加工过程中的颤振一直都是人们研究的重点。颤振的研究主要涉及两个方面:一是颤振的稳定性分析与预测;二是颤振的抑制(被动和主动)。Eynian[5]利用改进的乃奎斯稳定性方法对铣削过程中的振动频率进行了预测;Yang等[6]借助优化的可调质量阻尼装置对切削过程中的颤振进行了抑制等。
本文在前人对颤振及磁悬浮轴承研究的基础上,以铣削加工过程中的颤振为研究对象,采用有限元法研究主动磁轴承的等效刚度和等效阻尼对铣削过程中稳定性的影响,并在此基础上对铣削过程中的颤振进行控制。
1主动磁轴承电主轴转子振动控制的工作原理
主动磁轴承电主轴转子系统中由电磁铁、电主轴转子、定子及绕组构成控制对象,并与位移传感器、控制器、功率放大器一起组成闭环控制系统。主动磁轴承电主轴转子振动控制原理如图1所示。
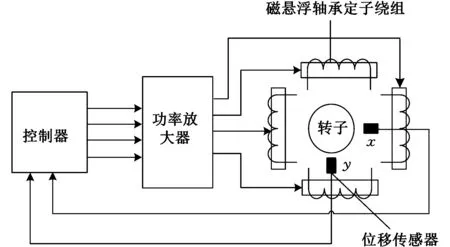
图1 主动磁轴承电主轴转子振动控制原理图
通过位移传感器检测电主轴转子的振动位移,将振动位移信号输入控制器,控制器在一定的控制策略下产生实时振动控制所需的控制电流,该电流经功率放大器放大后输入到磁悬浮轴承的定子绕组,在磁场的作用下,在电主轴转子上产生抑制振动的可控电磁力,从而控制电主轴转子的振动。
2主动磁轴承-柔性电主轴铣削系统的动力学模型
2.1主动磁轴承-柔性电主轴的有限元模型
图2为主动磁轴承-柔性电主轴简化结构图。该简化结构体现了主动磁轴承-电主轴铣削系统的主要部分,包括高速电机转子、粗细不等的弹性电主轴轴段、主动磁轴承、刀具等部件。沿电主轴的中心轴线可以把该简化系统划分为不同粗细的轴段、主动磁轴承、刀具等单元,各单元之间在节点处连接。在建立主动磁轴承-柔性电主轴铣削系统有限元模型时,为了减少其阶数,缩短其计算时间,进行如下简化:将电机的转子、刀具夹及刀具等效为各向同性的材料;忽略主动磁轴承-柔性电主轴铣削系统扭转变形的影响,只考虑该系统的弯曲振动;假设电主轴转子的轴向固定,只考虑主动磁轴承的径向控制[7]。
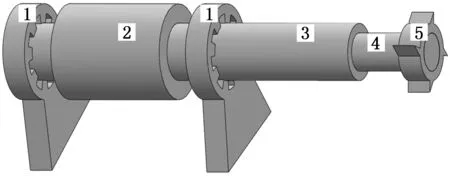
1.磁轴承 2.转子 3.电主轴 4.刀具夹 5.刀具图2 主动磁轴承-柔性电主轴简化结构
在建立整个系统的有限元模型时,主轴转子-刀具系统的有限元模型按照转子动力学理论建立,主动磁轴承的特性以电磁力的形式施加在电主轴转子相应的节点上。建模过程中以电主轴转子的中心轴线为z轴建立oxyz坐标系。这样电主轴转子在任一个截面,其位置可由轴心的坐标x及y和截面的偏转角θx及θy表示。主动磁轴承-柔性电主轴铣削系统的有限元模型为
(1)
(2)
(3)
X=[x1θy1…xnθyn;y1θx1…ynθxn]
(4)
式中,Ma为质量矩阵;Ka为刚度矩阵;Da为阻尼矩阵;Ga为陀螺矩阵;Ωs为电主轴稳态工作转速;FA为刀具与工件之间的切削力向量;Fm为主动磁轴承径向电磁控制力向量,分别作用于n1和n2节点;n为单元节点的总个数;下标n1和n2为支撑单元节点;下标x和y分别表示坐标轴的x和y方向。
式(1)中的阻尼主要指由主动磁轴承及控制器产生的等效阻尼和电主轴转子的结构阻尼。
2.2主动磁轴承的电磁力模型
为了减小主动磁轴承电磁力非线性因素的影响,采取差动的电磁结构进行主动电磁力模型的建立。在控制器的控制下,径向主动磁轴承能够对电主轴转子产生x轴正方向、x轴负方向、y轴正方向和y轴负方向4个坐标轴方向的大小和方向可控的电磁力。根据磁极的结构主动磁轴承可分为C形和E形,本文以C形为例导出主动磁轴承的电磁力模型[8]。
差动控制结构电磁轴承如图3所示。图3中,δ0为气隙的长度;Δx为转子在磁极轴线方向上的偏移;α为两个磁极间夹角的一半;I为线圈电流;i0为线圈偏置电流;F1、F2分别为正y方向和负y方向上的电磁力;Δi为控制电流。
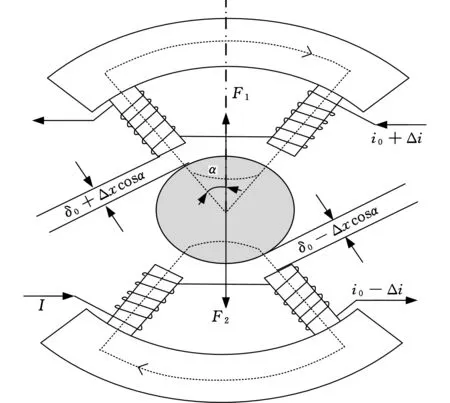
图3 主动磁轴承差动结构

CiΔi+CxΔx
(5)
当电磁轴承运行在工作点附近的线性区域内时,电流刚度系数和位移刚度系数可等效为常数。
2.3动态铣削力模型
本文采用具有4个刀齿圆柱螺旋立铣刀的动态铣削力模型。刀具的进给方向定义为x方向,φj表示第j齿与x轴的角度位置,Fr,j表示第j齿的径向切削力,刀齿作用的初始角和终止角分别表示为φs和φe。立铣刀第j个刀齿的瞬态切削力可表示为[9-10]
Fx,j=-kζbg(φj)[hx(sinφjcosφj+kτsin2φj)+
hy(kτsinφjcosφj+cos2φj)]
(6)
Fy,j=kζbg(φj)[hx(-kτcosφjsinφj+sin2φj)+
hy(sinφjcosφj-kτcos2φj)]
(7)
式中,kζ为切向铣削刚度;kτ为径向铣削刚度;b为铣削宽度;hx、hy分别为x及y方向上的动态切削深度。
则具有Nt个刀齿的立铣刀在电主轴节点n处x和y方向上的切削力FA,n,x及FA,n,y分别为
(8)
把式(6)和式(7)代入式(8)整理可得切削力表达式:
(9)




3主动磁轴承支承下铣削颤振稳定性及振动分析
3.1主动磁轴承控制系统的等效刚度及等效阻尼
主动磁轴承控制系统是一个闭环实时控制系统,主要根据控制器在转子偏移作用下调节出的实时控制电流来产生转子稳定悬浮所需的电磁控制力。
根据式(5),主动磁轴承的电磁控制力矩阵为
(10)
在节点n1和节点n2处,x和y方向的PID控制器可表示成如下表达式[11]:
(11)
式中,KP、KD分别为PID控制器的比例系数和微分系数。
由式(10)和式(11)整理可得
(12)
令Keq=CiKP+Cx,Deq=CiKD,Keq、Deq分别为主动磁轴承控制系统的等效刚度和等效阻尼,则式(12)可简化为
(13)
3.2稳定性分析
系统的动态响应是反映主动磁轴承切削系统的稳定性的前提,为此,令Δe=[hxhy]T,将式(9)代入式(1)整理后可得[7,12]:
(14)
其中,矩阵H维数为4n×4n,对应刀具x、xy、yx、y位置上的比例系数值为cxx、cxy、cyx、cyy,其他元素都为零。
为分析主动磁轴承等效刚度和等效阻尼对铣削颤振稳定性区域的影响,将式(14)作如下转换:
(15)
式中,T=(π-2arctanξ+2Nπ)/ωc,N=0,1,2…,为两刀齿间的波纹数;ωc为颤振频率。

(16)
ξ=ξRe+iξIm
(17)
当式(16)所有特征值的实部都小于零时,铣削过程是稳定的,否则铣削过程不稳定。
(18)
当虚部等于零时:
(19)
整理式(19)和式(18)得
(20)
3.3振动主动控制分析
根据铣削过程中刀具端的振动位移,实时调节主动磁轴承的等效刚度和等效阻尼从而主动控制颤振,方案如图4所示。将位移传感器实时采集到的振动位移信号输入到PID控制器以产生所需的控制电流,经过功率放大器放大后控制电流、振动位移及式(5)计算出振动控制所需的主动电磁控制力,从而抑制铣削过程中的颤振。
图4 主动磁轴承铣削系统颤振的主动控制系统
4结果分析
在MATLAB环境下,分析不同主动磁轴承控制系统等效刚度和等效阻尼对铣削稳定性区域的影响并对铣削过程中的颤振进行主动控制。仿真过程所用电主轴的参数如表1所示。
表1 电主轴参数
图5所示为主动磁轴承控制系统等效阻尼Deq=100 N·s/m时不同等效刚度Keq对铣削稳定性区域的影响。从图中可以看出,主动磁轴承的等效刚度对铣削的最小临界切削宽度并没有太大的影响,却改变了最小切削宽度发生时的电主轴速度值(即改变电主轴的临界转速)。图5上出现了两个最小切削宽度值b1和b2,b1发生在电主轴的第一阶临界转速位置处,b2发生在电主轴第二阶临界转速位置处。比较b1和b2可发现,二阶临界转速处铣削的最小临界切削宽度值较大,即增大了铣削的稳定性区域。
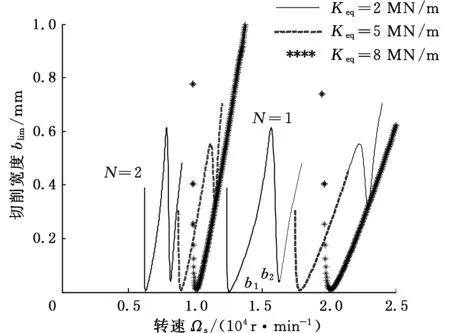
图5 主动磁轴承等效刚度可变情况下铣削稳定图(N=0,1,2,…)
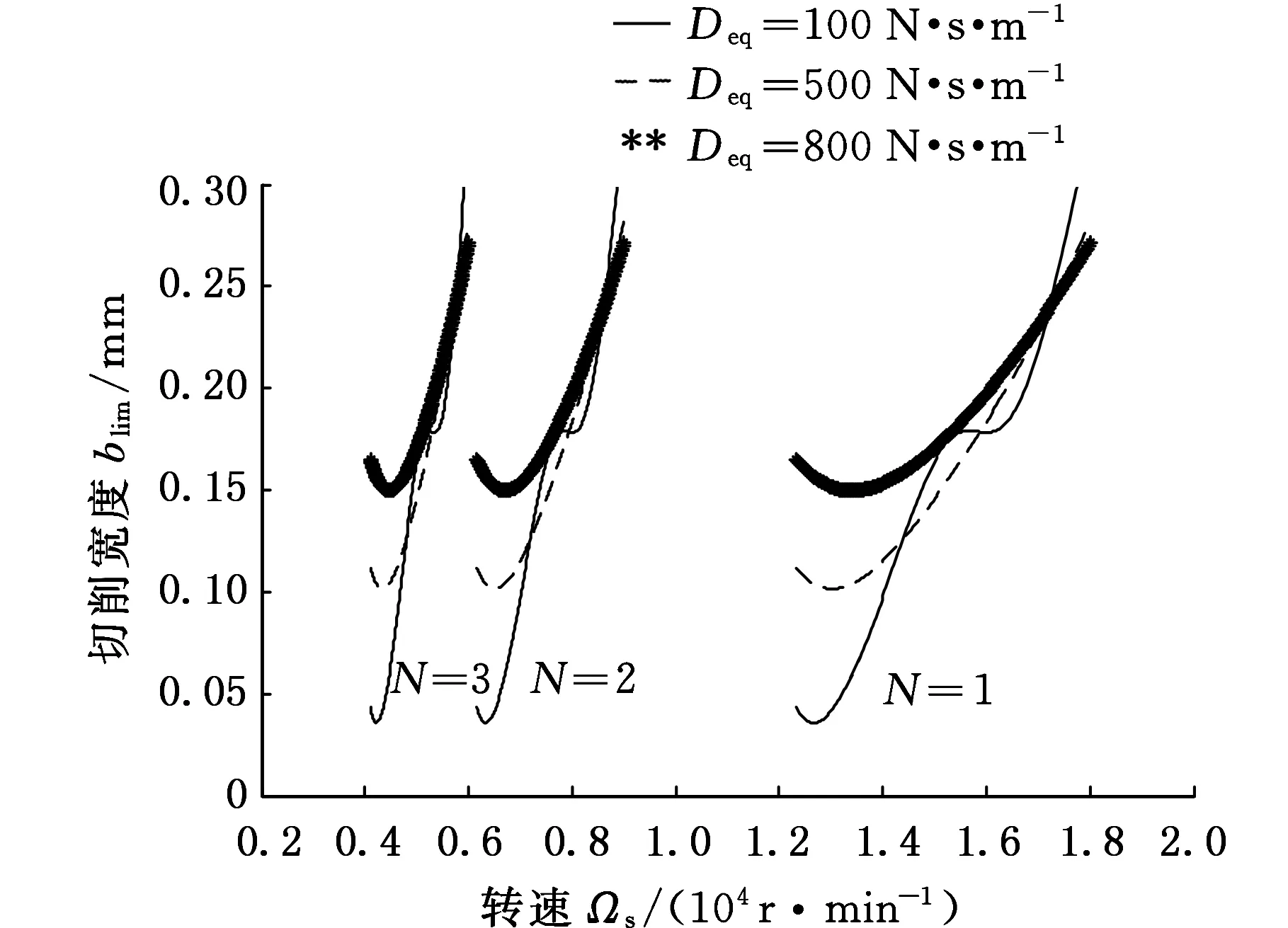
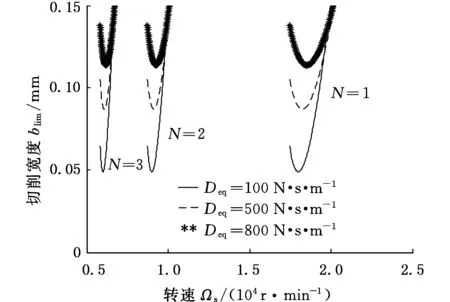
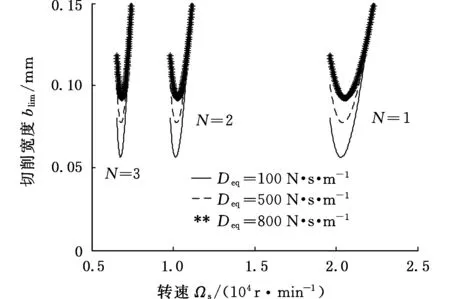
在相同主动磁轴承等效刚度的情况下,不同的等效阻尼对铣削稳定区域有较大的影响,如图6所示。图6a、图6b和图6c分别分析了主动磁轴承等效刚度分别为2 MN/m、5 MN/m及8 MN/m时,等效阻尼分别为Deq=100,500,800 N·s/m时对铣削稳定性区域的影响,图6d 给出了不同主动磁轴承等效刚度时,相同等效阻尼与铣削最小临界切削宽度之间的变化规律。图6表明,主动磁轴承的等效阻尼能够较大幅度地提高铣削时的最小临界切削宽度blim;另外,比较图6a、图6b和图6c中最小临界切削宽度值可看出,当增大主动磁轴承等效刚度时,等效阻尼的影响会减小,即当等效刚度较大时,同样大小的等效阻尼对铣削的最小临界切削宽度blim影响减小,这一点在图6d也可以看出。
根据主动磁轴承等效刚度及等效阻尼对铣削稳定性区域影响的规律,在主轴转速Ωs=12 540 r/min下,对铣削颤振进行了主动控制。当电主轴转子匀速运行时,可忽略其扭转变形及x、y方向上的耦合,这样x、y两个方向上的振动情况是一样的。为此,本文仅分析x方向上的振动情况。
当Ωs=12 540 r/min,b=20.6 μm时,切削系统不稳定,即振动位移将发散,如图7a所示。另外,从振动位移的傅里叶分析图(图7a)也可以看出在电主轴的转速频率处出现较高的突峰。控制后x方向上的振动位移如图7b所示,振动位移很快收敛,系统处于稳定状态,其频率特性中突峰明显减小。
5结论
(1)仿真结果表明主动磁轴承的等效刚度能够改变电主轴的临界转速,却对铣削的最小切削宽度影响不大。主动磁轴承的等效阻尼能够较大幅度地提高铣削的最小临界切削宽度,但几乎不能改变电主轴的临界转速。
(a)主动磁轴承等效刚度(Keq=2 MN/m)
(b)主动磁轴承等效刚度(Keq=5 MN/m)
(c)主动磁轴承等效刚度(Keq=8 MN/m)
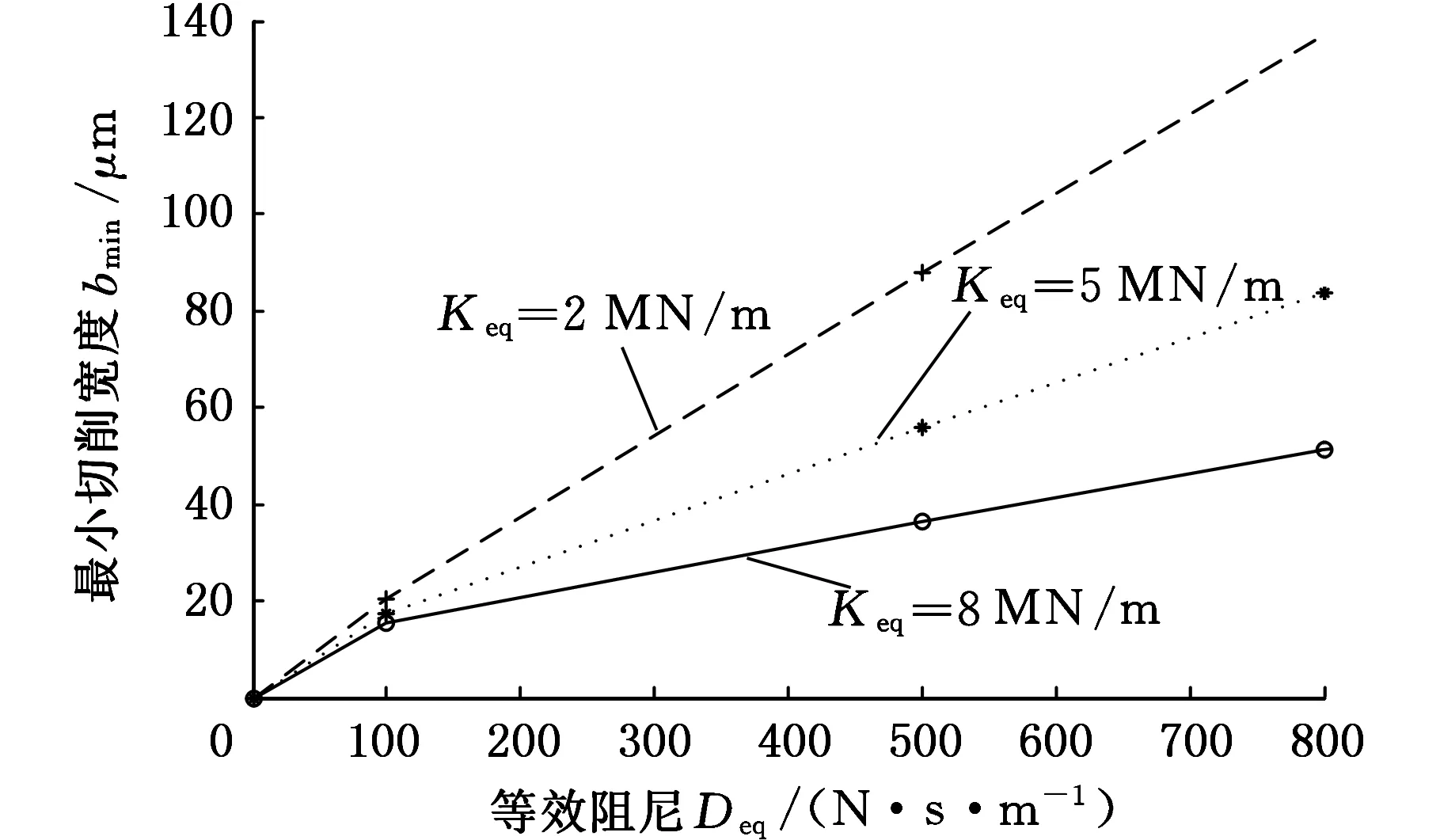
(d)不同等效刚度及阻尼下临界切削宽度变化图6 主动磁轴承等效阻尼下的铣削稳定图(N=1,2,3)
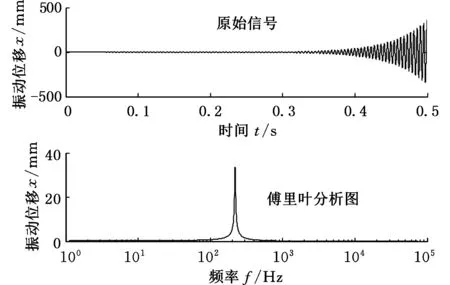
(a)控制前x方向上的振动位移
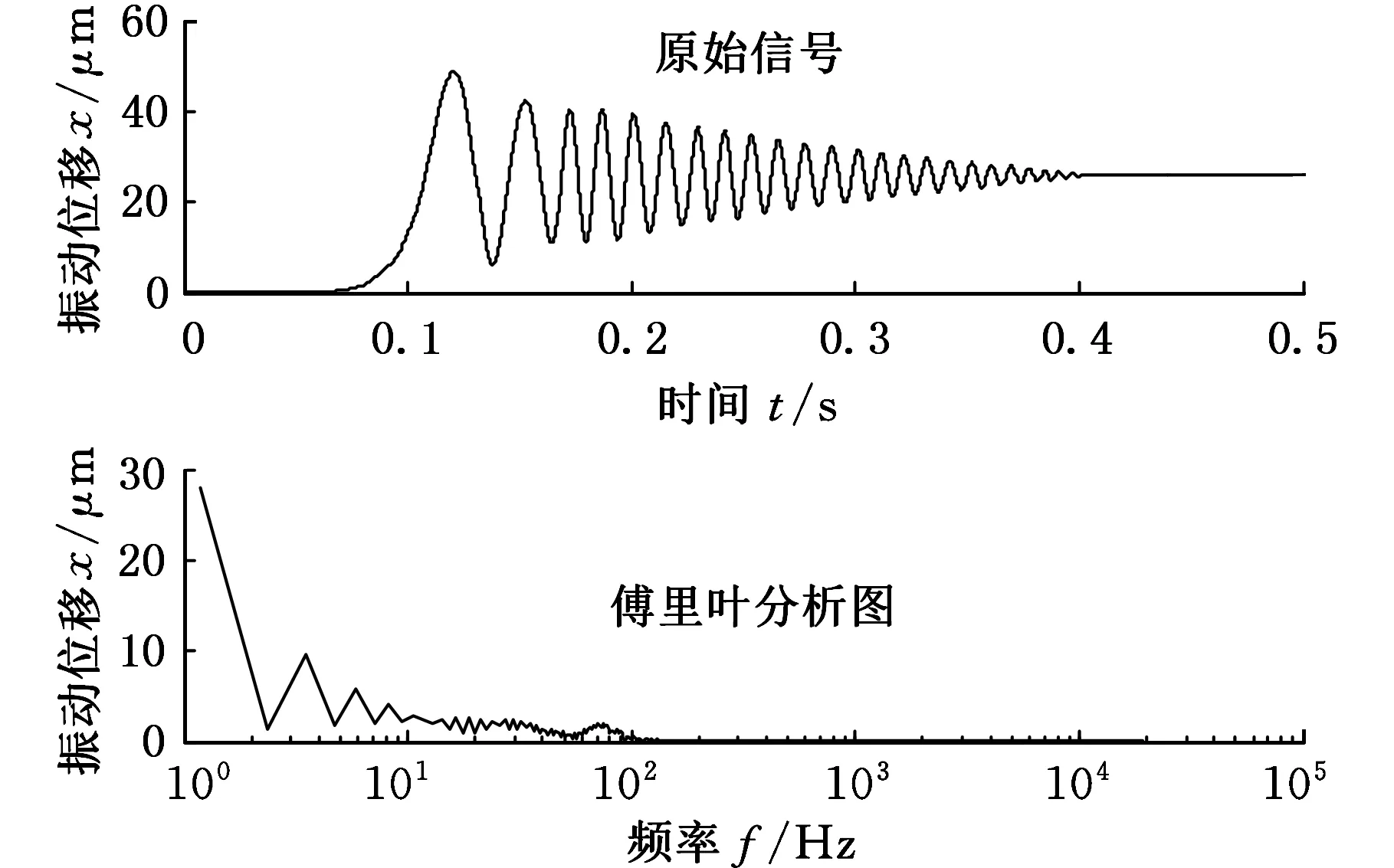
(b)控制后x方向上的振动位移图7 刀具端振动位移
(2)控制前后铣削的振动位移图证明了通过调节主动磁轴承控制系统的等效刚度和等效阻尼能够有效抑制电主轴铣削颤振。
参考文献:
[1]SiegwartR,LarsouneurR,TraxlerA.DesignandPerformanceofaHighSpeedMillingSpindleinDigitalControlledActiveMagneticBearings[C]//Proceedingsofthe2ndInternationalSymposiumonMagneticBearings.Tokyo, 1990:197-204.
[2]KimmanMH,LangenHH,SchmidtRH.MillingSpindlewithActiveMagneticBearings[J].Mechatronics, 2010,42(2):224-235.
[3]SiddhpuraM,PauroballyR.AReviewofChatterVibrationResearchinTurning[J].InternationalJournalofMachineTools&Manufacture, 2012,61:27-47.
[4]ArnoldRN.TheMechanismofToolVibrationinCuttingofSteel[J].Proc.Inst.Mech.Eng., 1946,154(1):261-284.
[5]EynianM.PredictionofVibrationFrequenciesinMillingUsingModifiedNyquistMethod[J].CIRPJournalofManufacturingScienceandTechnology, 2015, 32(67):123-132.
[6]YangY,MuoaJ,AltintasY.OptimizationofMultipleTunedMassDamperstoSuppressMachineToolChatter[J].InternationalJournalofMachineToolsandManufacture, 2010,50(9): 834-842.
[7]乔晓利,祝长生.基于内置力执行器的电主轴铣削颤振的主动控制[J].机械工程学报,2012,48(1):187-192.
QiaoXiaoli,ZhuChangsheng.ActiveControlofMillingChatterBasedontheBuilt-inForceActuator[J].JournalofMechanicalEngineering,2012,48(1):187-192.
[8]蒋科坚.主动磁轴承-转子系统振动控制技术[D]. 杭州:浙江大学,2001.
[9]WangTongyue,HeNing,LiLiang.VibrationModelinMillingofThin-walledComponents[J].ChineseJournalofMechanicalEngineering,2007,43(8):22-25.
[10]李忠群,刘强. 圆角铣削颤振稳定域建模与仿真研究[J]. 机械工程学报,2010,46(7);181-186.
LiZhongqun,LiuQiang.ModelingandSimulationofChatterStabilityforCircularMilling[J].JournalofMechanicalEngineering, 2010, 46(7) :181-186.
[11]乔晓利,祝长生. 永磁型电主轴多频率振动的主动控制[J].中国机械工程,2014,25(2):162-168.
QiaoXiaoli,ZhuChangsheng.AnActiveMultipleFrequencyVibrationControlSchemeofGrindingWheelinPermanentMagnet(PM)ElectricSpindleRotorSystem[J].ChinaMechanicalEngineering, 2014,25(2):162-168.
[12]杨建忠,李江威. 铣削加工过程稳定性分析[J]. 中国机械工程,2013,24(3):360-365.
YangJianzhong,LiJiangwei.AnalysisofMillingProcessStability[J].ChinaMechanicalEngineering, 2013,24(3):360-365.
(编辑袁兴玲)
收稿日期:2015-08-10
基金项目:国家自然科学基金资助项目(51505296,51565009);浙江省自然科学基金资助项目(LY14E050004)
中图分类号:TG156
DOI:10.3969/j.issn.1004-132X.2016.12.013
作者简介:乔晓利,女,1975年生。浙江绍兴文理学院元培学院机械与电子系副教授,浙江大学电气工程学院博士研究生。主要研究方向为转子的动态特性及振动控制。发表论文10余篇。祝长生,男,1963年生。浙江大学电气工程学院学院教授、博士研究生导师。钟志贤,男,1972年生。桂林理工大学机械工程学院讲师、博士。
StabilityandControlforCuttingChatterBasedonActiveMagneticBearings
QiaoXiaoli1,2ZhuChangsheng2ZhongZhixian3
1.DepartmentofYuanpei,ShaoxingCollegeofArtsandSciences,Shaoxing,Zhejiang,312000 2.ZhejiangUniversity,Hangzhou,310027 3.GuilinUniversityofTechnology,Guilin,Guangxi,541004
Abstract:An active control technology for milling chatter was proposed based on AMBs. The effects of the AMB equivalent stiffness and equivalent damping on the milling stability were analyzed by finite element, and the milling chatter was controlled actively. The results show that the equivalent stiffness of AMBs may change the critical speed of electric spindle, and has little effect on critical milling width. On the contrary, the equivalent damping of AMBs can increase the critical milling width dramatically, and has little effect on the spindle critical speed. In addition, the chatter control effects show that the milling chatter can be suppressed by adjusting the equivalent stiffness of AMBs effectively.
Key words:electric spindle; active magnetic bearing(AMB); chatter; vibration control
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
浙江大学学报(工学版)(2016年11期)2016-06-05
中国科技信息(2015年17期)2015-11-02
组合机床与自动化加工技术(2014年12期)2014-03-01
