S7-1500卷烟机控制系统升级改造
2016-07-19 01:16:08蔡小伟范宜标黄桂萍吴春富
长春工业大学学报 2016年3期
蔡小伟, 范宜标, 黄桂萍, 吴春富
(龙岩学院 机电工程学院, 福建 龙岩 364012)
S7-1500卷烟机控制系统升级改造
蔡小伟,范宜标,黄桂萍,吴春富
(龙岩学院 机电工程学院, 福建 龙岩364012)
摘要:将原西门子S5系列PLC升级为S7-1500系列PLC。优化了外围硬件电路, 采用TCP/IP、PROFIBUS-DP以及MPI等通讯协议使得通讯功能更加强大,系统工作可靠性和运行效率得到显著提高。
关键词:S7-1500PLC; 卷烟机;TCP/IP;PROFIBUS-DP
0引言
PASSIM[1]7K型卷接机是20世纪90年代初引进英国MOLINS公司的高速卷接设备,在国内各卷烟厂广泛应用,具有运行较为稳定、有效作业率高等优点。卷接机组控制系统的控制器为上个世纪90年代流行的西门子S5系列PLC。由于设备服役时间长,控制线路老化,电气故障率不断提高[2],难以适应当今的生产需求,因此对其控制系统的升级改造,提高机组电控系统的稳定性和便捷性已势在必行。为了充分利用原有的资源,在原系统上采用西门子新型SIMATICS7-1500控制器进行卷烟机控制系统的升级改造,新的控制系统还设计了PROFIBUS-DP、TCP/IP等通讯接口实现与上位机、HMI等的通讯,控制系统焕然一新。通过对其生产过程中的质量进行实时监控,可根据现场的实时情况灵活调整工艺参数,从而保证了烟支质量,并实现生产过程自动化与透明化,最大限度降低了成本,并提高了系统的稳定性与生产效率,故此次系统升级具有着重要意义。
1控制系统
1.1控制系统组成与网络结构
一个完整的PASSIM7K卷烟机的控制系统包含了上位机系统[3]和电控系统两部分。其中,电控系统按结构分为供电系统、连锁控制电路、主PLC控制系统、主电机控制系统及料斗控制系统5部分;按PLC的功能划分为主机系统、LU从站系统、TF-3P从站系统、TU从站系统以及料斗PLC系统5部分。改造后整个系统网络结构如图1所示。
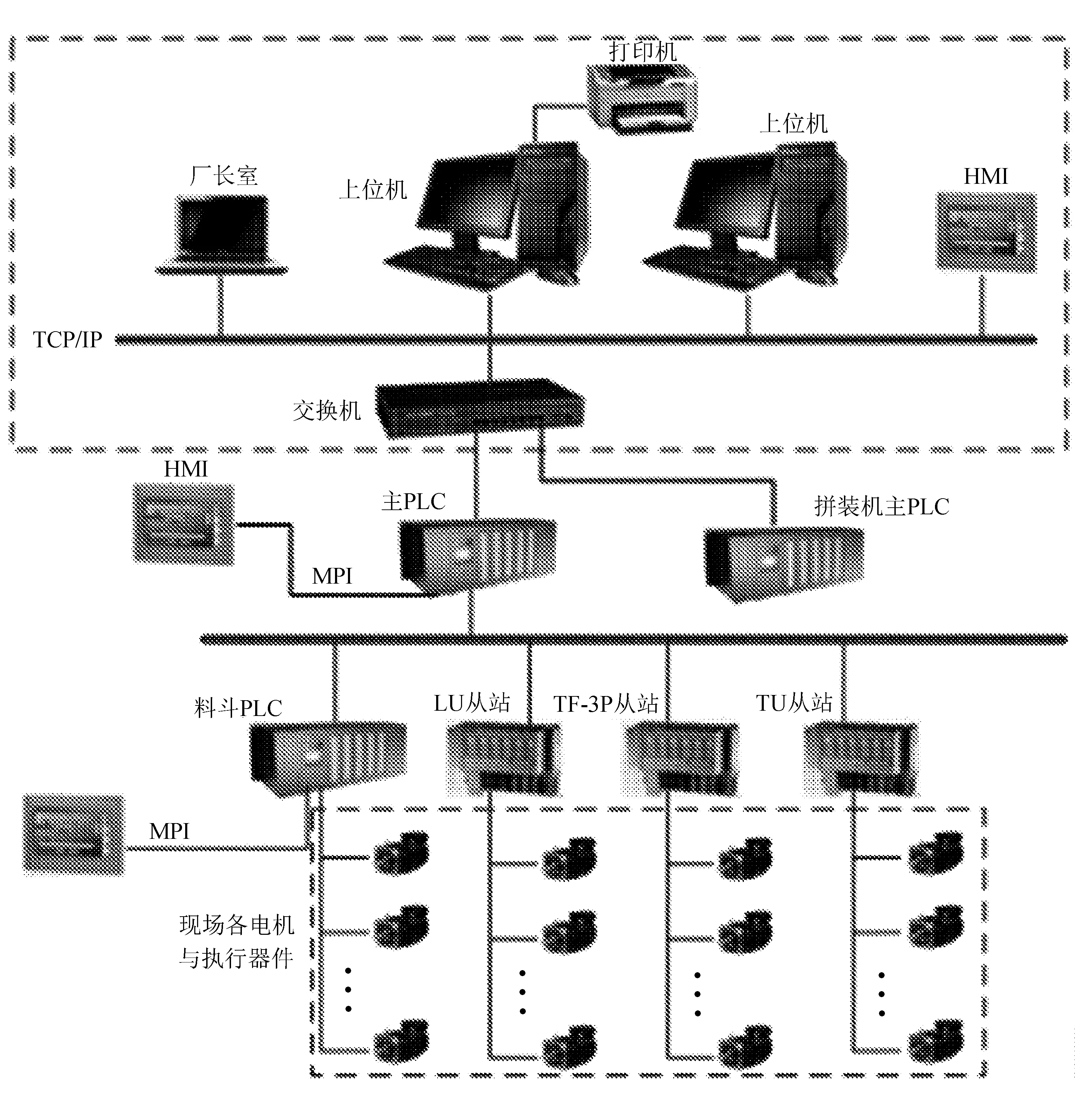
图1系统网络结构
图中不难看出,主机控制系统既要与各从站系统通信,对来自现场有关信息进行采集、处理,并发出命令,控制和协调整个卷烟系统的工作,完成与接装机的对接,实现整个卷接机组的连锁控制,它还担负与上位机系统通讯,实现整个系统的网络化与过程自动化。主机控制系统的核心控制器为西门子S7-1500系列CPU1516-3PN/DP,与各从站系统和现场级料斗PLC通讯采用PROFINET通讯协议,与上位机系统、接装机控制系统的通讯均采用国际标准的TCP/IP通讯协议。由于PROFIBUS-DP和TCP/IP这两种应用性广、通讯可靠稳定的通讯协议应用在系统升级改造中,大大提高了系统的通讯能力和系统的稳定性。
1.2系统工作原理
卷烟机的工艺流程如图2所示。
PASSIM7K[4]卷接机组电控系统的作用是用来控制和协调各功能部件,从而实现烟支生产的整个过程自动化控制,并对其生产过程中的质量进行实时监控,根据现场的实时情况灵活调整工艺参数,从而保证了烟支质量。
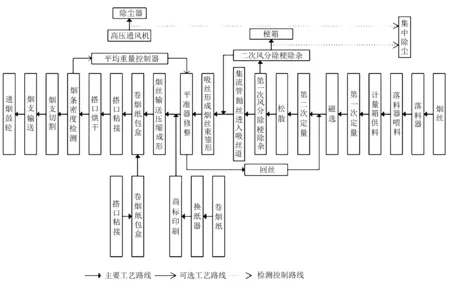
图2PASSIM7K工艺流程图
卷烟机控制系统是严格按照一定的控制逻辑来实现烟支的生产与质量检测过程[5],当一步控制失灵,将引发故障停机、烟丝和卷烟纸的浪费以及生产的烟支不合格等故障。其控制逻辑严格按照图3进行系统控制。
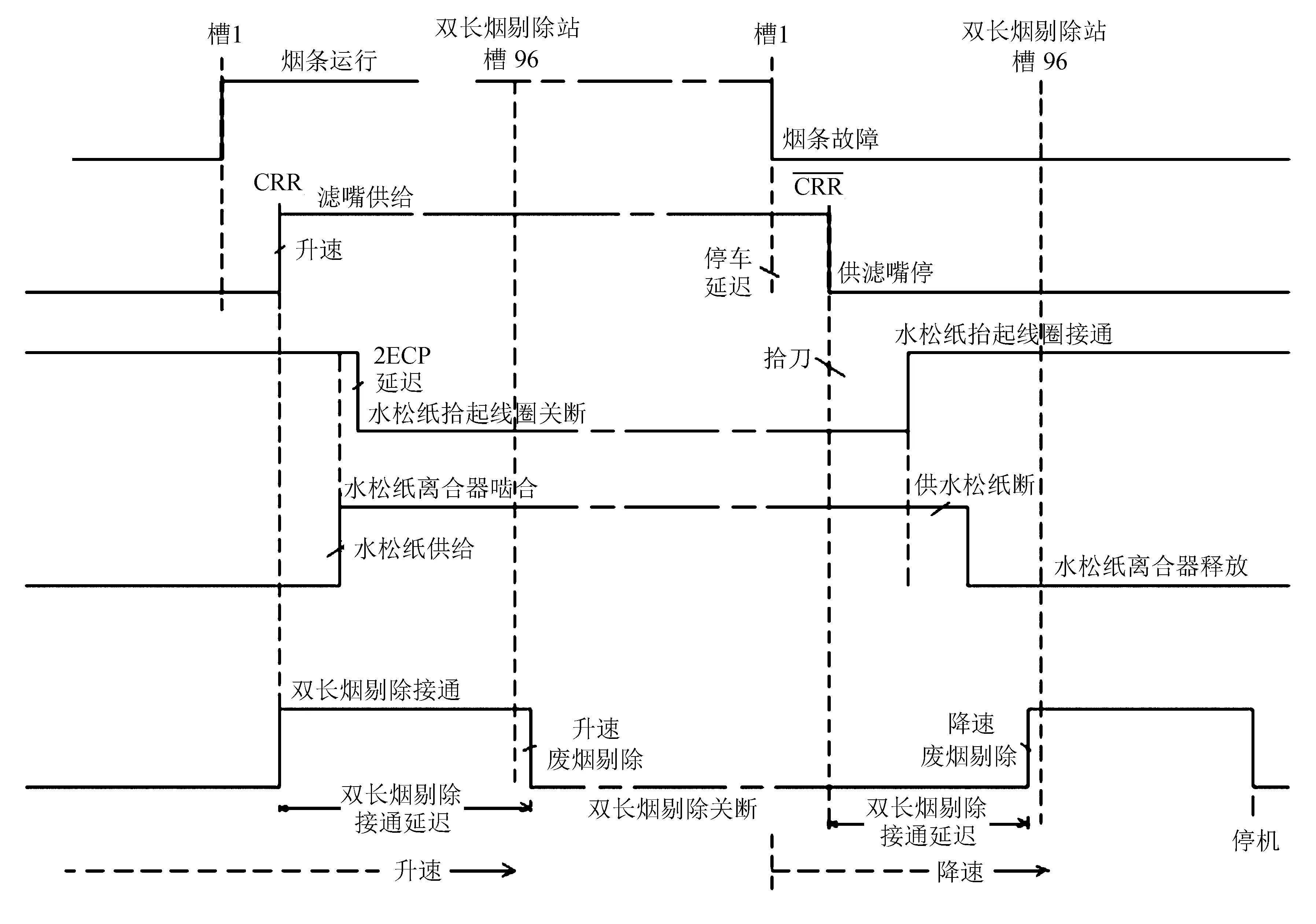
图3控制逻辑图
2系统设计
2.1PLC选型
SIMATICS7-1500[6]作为西门子公司的新成员,它顺应了PLC的发展趋势。SIMATICS7-1500是新一代基于TIA博途软件平台的控制器,是自动系统领域的全新里程碑。该控制器通过其多方面的革新,具有最高的性价比和最强大的功能:中央机架可配置多达32个模块;背板总线通信速度提升40倍;集成运动控制,信号追踪功能;集成PID自整定功能;强大的信息保护机制;基于TIA博途平台进行工程组态,大幅提高效率。此外,模块种类更加优化,集成更多功能并支持通道级诊断,采用统一的前连接器,具有预接线功能,这些模块既可以直接在CPU进行集中式处理,也可以通过ET200MP系统进行分布式处理。S7-1500PLC针对中大型系统,无论在功能还是其模块扩展功能、运行速度等性能均满足该设备的控制需求,因此我们选用S7-1500系列PLC作为PASSIM7K型卷烟机控制系统的核心控制器。
该控制系统配置两个CPU,分别置于主机控制系统和料斗控制部分[7],其它系统均作为远程I/O站,分布式I/O站通过通信接口模块与主站CPU进行PROFIBUS-DP通讯。这样通讯的目的是为方便整个大型系统的连锁控制,提高设备运行效率[8],降低其设备的故障率。
2.1.1主PLC控制系统的硬件选型与配置
根据系统需求统计,I/O点数较多,通过计算可知,主机需要的信号模块数量为10个。故一个机架不够用,必须通过接口模块进行机架扩展。由于该系统中没有功能模块,则无需通信总线,使用IM155-5接口模块即可满足需求,这样可以节约成本。
在本系统中使用S7-1500系列PLC具有较高的性价比和系统的灵活性。控制系统对于运行环境没有特殊要求,选择标准型的CPU。从系统的网络结构图可知,该PLC站必须具备MPI、TCP/IP、PROFIBUS-DP等多种通讯功能,故CPU选用带有PN和DP口的型号。具体选型见表1。
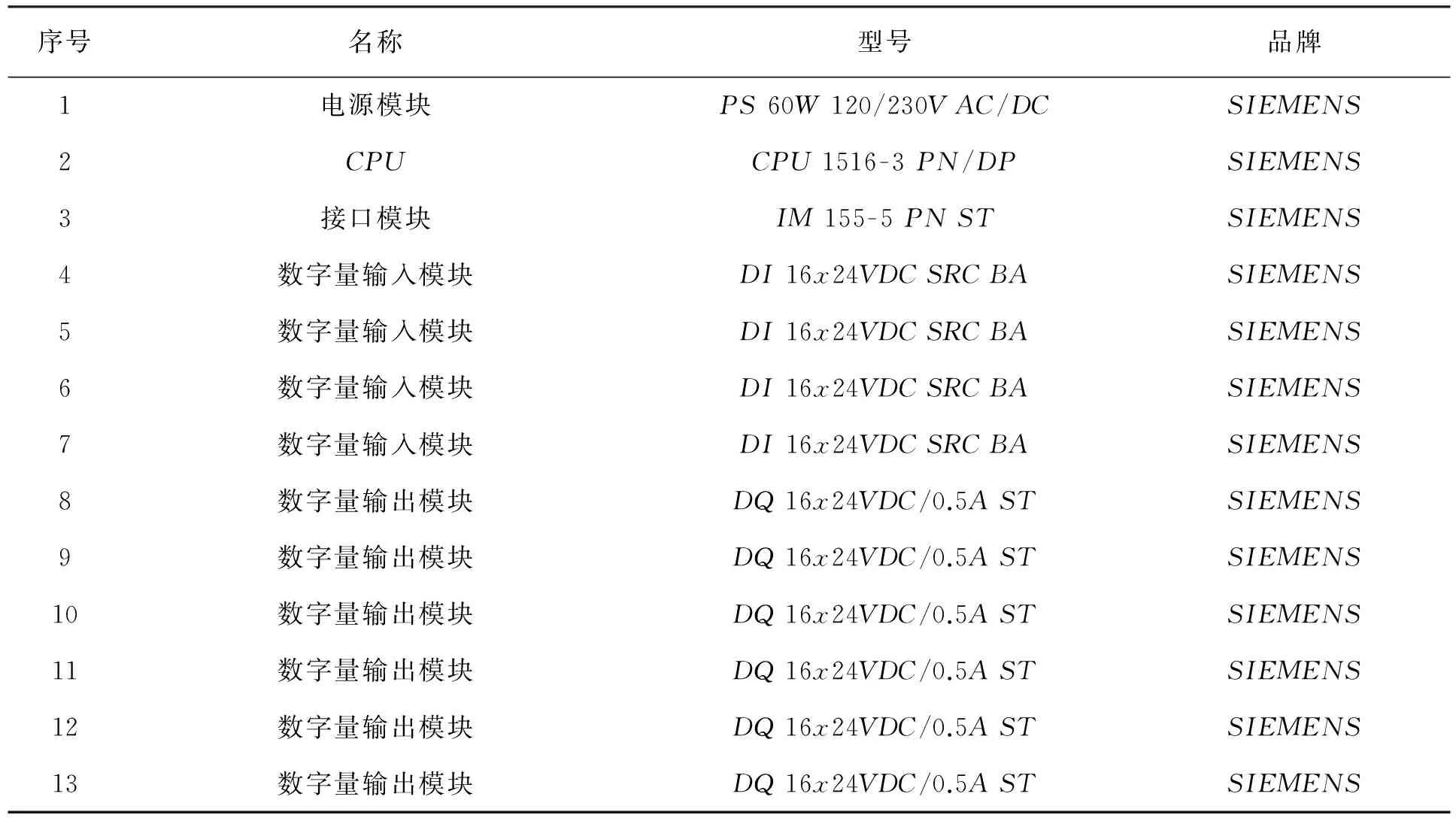
表1 主PLC控制系统PLC选型表
2.1.2料斗控制系统PLC选型与硬件配置
根据系统改造需求,料斗控制系统需要5个信号模块数量即可。因此,这里无需配置拓展机架和接口模块,只需要一个主机架即可。这里PLC选型与主PLC差不多,从系统网络结构图上可知,该系统通讯功能较为单一,故带PN口的CPU就能满足,不需要另外配置其它任何通讯模块。料斗控制系统PLC选型见表2。
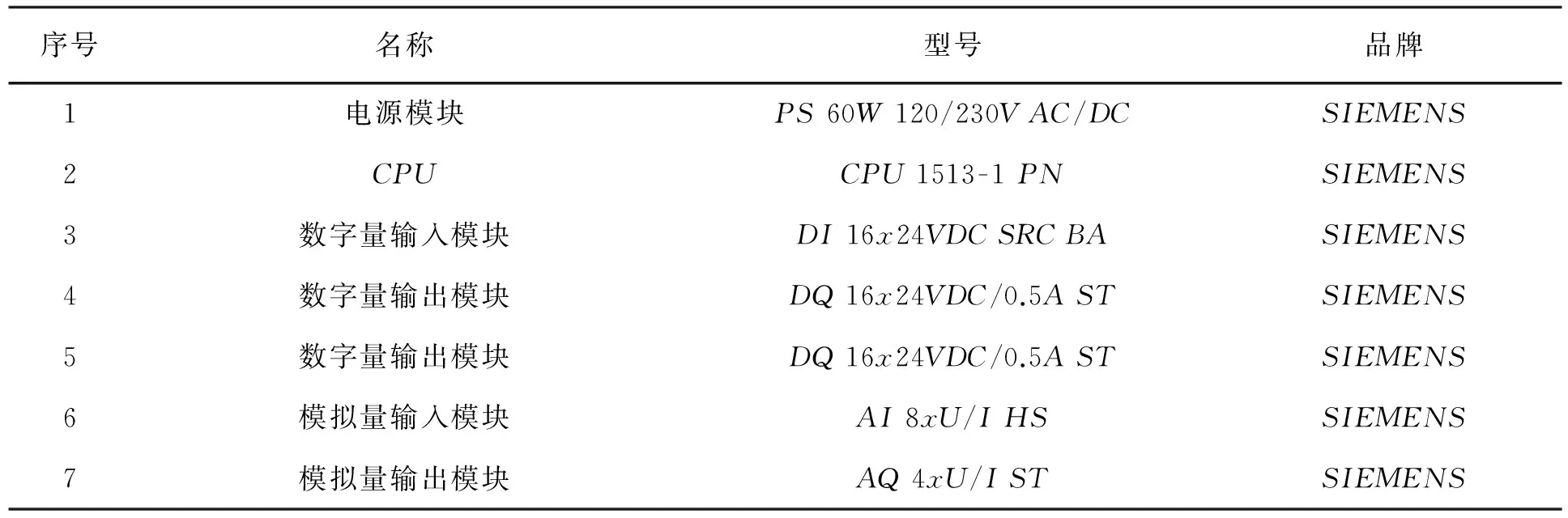
表2 料斗控制系统PLC选型表
2.2软件设计
根据控制系统的工作原理,画出其主PLC控制系统的程序流程如图4所示。
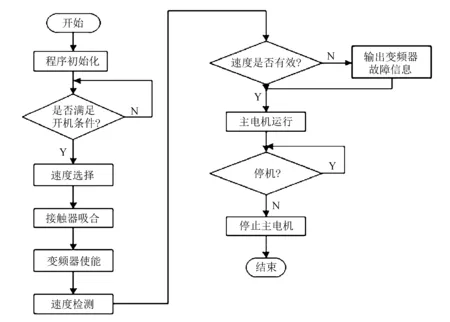
图4主PLC控制系统程序流程
首先,进行程序初始化,初始化后进行开机自检,如其它连锁控制正常,各电机都已经正常工作,方可进入主电机的启动程序。主电机的工作方式分点动、启动、拼接、高速、次高速5种,不同的方式其变频器输出的电压值也不同。工作方式一经确定,PLC发出变频器使能信号,进而驱动主电机。当主电机工作于高速方式时,还对电机速度进行测试,并将测试到的实际速度进行对比分析,如果速度不足,或者变频器出现故障,则PLC发出相应的报警信号。
2.3系统调试运行
使系统稳定连续运行,生产出来的烟支合格的前提是PLC程序正确、可靠。所以在正式投入运行前,务必反复调试,确保系统正常稳定运行,并且以7 000支/s的速度生产出合格的烟支。这里,S7-1500PLC编程软件为SIMATICSTEP7ProfessionalV13。程序的下载可用网线通过以太网进行,这与过去相比,简单了很多。下载前应注意各站点的地址、通讯方式以及波特率的选择。
程序下载以后还应进行调试。调试的目的是为了验证其功能是否满足需求和通讯、是否正常。大部分的功能均可通过PLC和触摸屏来调试。只有空载调试成功并无误,才能进行后序的负载调试运行,即连接现场各电机等设备,让其试运行,观察各部位是否协调动作,并且操作无误。调试的过程中,经常会遇到十几种常见的电气故障,都应一一排查,完成整个系统的调试工作,方可投入生产。
3升级改造后效益分析
控制系统升级改造后,各方面效益显著提高。通过统计,得出升级改造前后系统的故障率见表3。
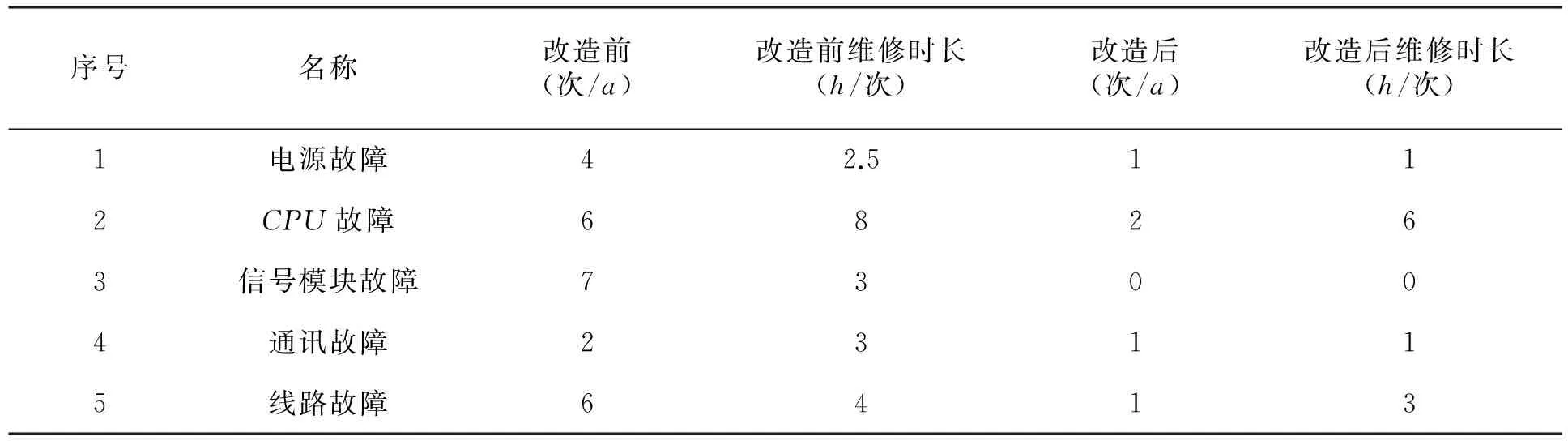
表3 升级改造前后系统故障率
根据表3,从以下三方面分析讨论了系统升级的意义。
1)人员效益。改造后的系统运用的是西门子最新的控制器,性能各方面都优于之前的任一系统,这样有效地提高了电气技术人员的技术水平,为公司培养了一批技术过硬、实践能力强、扎实肯干的技术团队;通过改造前后故障率和维修时长的统计表,可以看出改造后系统故障率大大降低,而且维修时长也大大缩短,减轻了车间维修人员工作强度。
2)项目效益。此次对某卷烟厂4个机组进行升级,项目费用支出总额为55万元,升级后设备服役时间可延长3~7年,有效延长4台套共1亿元人民币的固定资产的使用年限;升级后设备程序故障率和维修时长也明显降低,大幅提高了设备的生产效率;系统升级后核心处理器功能大大增强,而且通讯功能增强使得整个系统更加灵活、稳定。
3)社会效益。此项目的实施大大提高了电气技术人员的技术水平,使得卷烟设备使用、改造、维护水平上一个台阶,在一定程度上提高了公司形象。
4结语
该项目自2015年3月开始实施,2015年8月先在某公司卷包车间PASSIM7K型卷接机组进行控制系统升级试验成功,并先后在其它三个机组推广使用。设备升级后运行状况良好,实现了4台套卷接机组PLC控制器的升级换代,将即将停产的西门子S5PLC升级成最新一代的S7-1500系列PLC。
在程序方面,项目实施以来程序和电路平均故障率和维护时长明显降低,保证设备运行稳定性,有效提高设备有效作业率;系统的通讯功能更加强大,预留多种通讯接口使得整个控制系统更加灵活简便。此外,设备升级过程强调可视化操作,通过程序监控或是触摸屏可以查找设备故障点,让故障一览无遗。
升级后机组只需通过网线或光纤进行标准的TCP/IP通讯就可以与公司上层数据采集系统对接,提高数据采集系统可靠性和数据的准确性,使设备在生产数据实时采集与监控和智能化管理等方面达到了国内甚至国际先进水平。
参考文献:
[1]谢林军,安靖,高洁,等.PASSIM卷接机组新型电控系统的设计与实现[J].烟草科技,2009(4):25-26,29.
[2]刘恺.PASSIM12K控制系统改进研究[J].工业控制计算机,2010(1):86,99.
[3]刘学海,韩东,王斌,等.基于IPC-PLC的PASSIM卷接机组电控系统设计[J].烟草科技,2010,11:25-28.
[4]王治伟.PASSIM7K卷接机组电控升级改造方案[J].电工技术,2010,11:43-44.
[5]骆德汉.MOLINS公司新型PASSIM卷接机组电气系统介绍[J].烟草科技,1998(2):17-19.
[6]西门子.PLC控制器SIMATICS7-1500[J].自动化博览,2013(3):11.
[7]刘云.新型卷烟机控制系统研究[D].长沙:湖南大学,2005.
[8]贺晓龙.卷烟机PLC电气控制系统分析[J].科技传播,2014,16:98,103.
UpgradingandreconstructionofS7-1500cigarettemachinecontrolsystem
CAIXiaowei,FANYibiao,HUANGGuiping,WUChunfu
(SchoolofMechanicalandElectricalEngineering,LongyanUniversity,Longyan364012,China)
Abstract:OriginalSIEMENSS5PLCisupdatedtoS7-1500PLCandtheperipheralhardwarecircuitisoptimized.TheTCP/IP,PROFIBUS-DPandMPIandothercommunicationprotocolsareappliedtomakethesystemmoreflexibleandthecommunicationmorepowerful.Theworkingreliabilityandefficiencyarealsosignificantlyimproved.
Keywords:S7-1500PLC;Cigarettemachine;TCP/IP;PROFIBUS-DP.
收稿日期:2016-03-25
基金项目:2014年福建省中青年教师教育科研项目A类(JA14307); 龙岩学院校立服务海西项目(LYXY2011075); 龙岩学院产学研合作项目(LC2015005)
作者简介:蔡小伟(1986-),男,汉族,福建龙海人,龙岩学院助教,硕士,主要从事智能机器人、嵌入式技术、自动化控制系统方向研究,E-mail:cxw8604@163.com.
DOI:10.15923/j.cnki.cn22-1382/t.2016.3.14
中图分类号:TP271;TP23
文献标志码:A
文章编号:1674-1374(2016)03-0277-06
猜你喜欢
茶叶通讯(2022年2期)2022-11-15 08:53:56
茶叶通讯(2022年3期)2022-11-11 08:43:50
机械研究与应用(2022年4期)2022-09-15 02:17:04
商品与质量(2021年43期)2022-01-18 05:30:08
装备制造技术(2020年4期)2020-12-25 05:26:16
新商务周刊(2017年8期)2017-12-24 14:04:53
中国交通信息化(2017年4期)2017-06-06 07:22:01
中国科技信息(2016年19期)2016-10-25 08:17:29
电测与仪表(2016年20期)2016-04-11 11:39:22
机电信息(2015年3期)2015-02-27 15:54:43