
汽车密封胶条防水原理及控制要点
2016-07-09 18:38罗勇
时代汽车 2016年6期
关键词:控制要点
摘 要:介绍了汽车常用密封胶条的类型,汽车密封条防水原理,常见的汽车密封条处淋雨漏水的失效模式分析以及
控制要点。关键词:密封条;防水原理;控制要点
1 引言
随着社会的不断进步,汽车行业也在不断的发展,密封件在汽车行业中起着无可替代的重要作用。汽车密封条所起到的作用包括能够有效的防尘、防水、缓冲减震及隔音降噪,改善汽车密封条的技术成为了目前现阶段汽车行业发展的关键。本文就密封条在汽车上特别是在乘用车上的的防水原理、漏水的失效模式及控制要点上进行探讨。
2 汽车密封胶条的类型
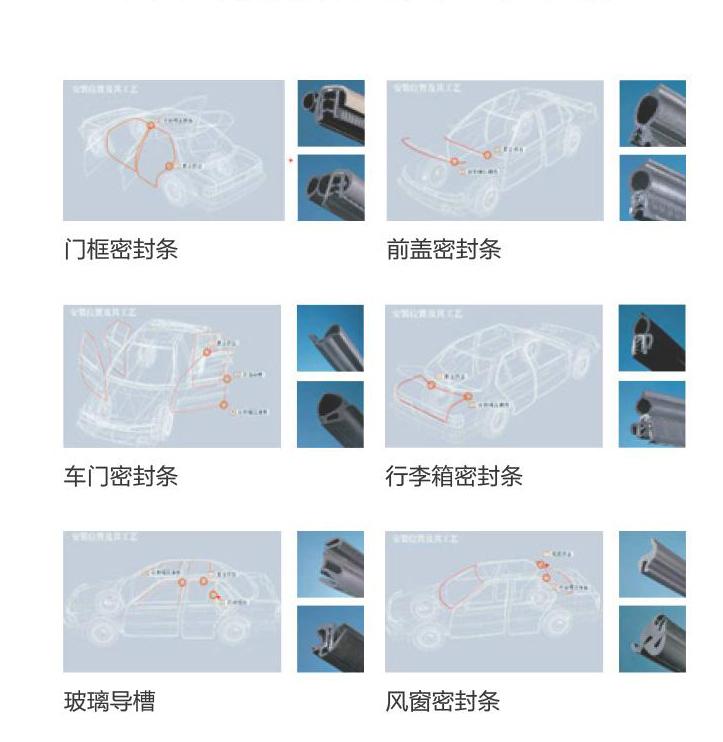
密封条的分类汽车密封条按安装部位来分类,包括发动机盖密封条(又可分为前部、侧围和后部),门框密封条、风窗密封条(包括前、后)、侧窗密封条、天窗密封条、车门头道密封条、窗导槽密封条、内外侧条(水切)、行李箱密封条、防噪声密封条、防尘条等。
按密封特点分类,可分为天候密封条和一
门框密封条前盖密封条
车门密封条行李箱密封条
玻璃导槽风窗密封条
般密封条。其中,天候密封条带有空心的海绵泡管,有较好的温湿度保持功能。常用天候密封条有门框密封条、行李箱密封条、发动机箱盖条等。常用一般密封条有前后风窗密封条和角窗密封条、内外侧条等。
按胶料复合结构分类可分为:纯胶密封条—由单一胶种构成;
二复合密封条—由密实胶和发泡海绵胶构成,经常在密实胶内部在轴线方向包含金属骨架材料;
三复合密封条—由二种密实胶(其中一种为浅色)和海绵胶构成,通常在密实胶内部包含金属骨架和增强纤维;
四复合密封条—申雅密封件公司在国内率先开发和生产了由四种胶料构成复合密封条,在绵胶(泡管)的表面又包覆了一层薄薄的保护层胶,从而进一步提高密封件的使用寿命。
3 汽车侧门侧密封胶条的防水原理
对与汽车整车而言,车身侧门侧密封胶条,尾门框侧车身密封胶条起主要的直接的防水作用。
3.1 侧门侧密封胶条的防水原理及失效模式和控制要点
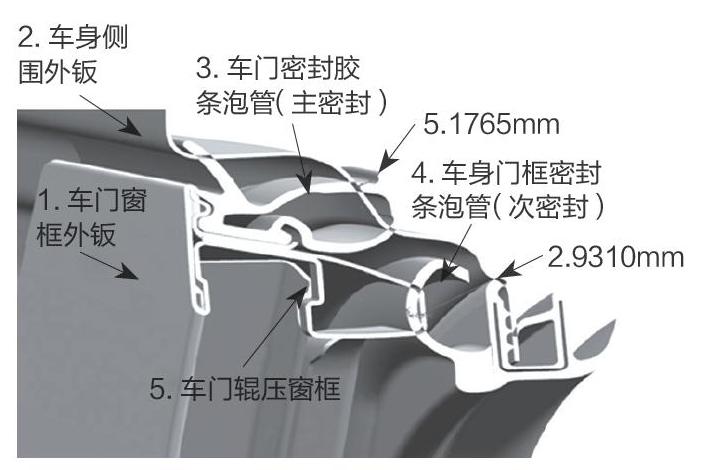
白车身车门与车身门框周圈内间隙控制在一定的范围内,车门密封胶条(主密封)在特定的间隙范围内与车身侧围外钣设计一定的干涉,通过侧围外钣对车门密封胶条泡管的挤压,密闭的配合形成一道主要的防水结构。车身门框侧密封胶条泡管与辊压窗框及车门内钣挤压配合形成第二道防水密封(次密封)结构。
3.2 车门侧密封胶条处漏水的主要失效模式
如下图,
(1)水从车门密封胶条泡管与侧围外钣之间进入,穿过第一道主密封,再透过次密封进入到车内。主要进水点:辊压窗框及门胶条接角部位。
主要原因:①车身侧门与侧围门框内间隙过大,导致车门密封条(主密封)泡管与侧围外钣干涉量不足,压缩量不足,在淋雨试验或者暴雨水压的影响下,主密封胶条泡管与侧围外钣未能形成良好的密封而导致进水。
②车门密封胶条泡管质量。
密封条泡管偏小或变形,与理论位置存在偏差,影响与钣金的配合,从而影响防水密封性能。防水唇边 ABC的尺寸偏差标准,导致密封条装配不牢,密封性能降低。
密封条接角模的质量:接角不平顺、阶差或变形。
(2)水从车门密封条底部与辊压窗框钣金之间进入,穿过第一道主密封,透过次密封进入车内。
主要原因:主密封胶条防水唇边与钣金存在间隙;密封胶条底部与窗框钣金之间存在间隙;辊压窗框焊点过高导致与门框侧密封胶条不能完全贴合。
3.3 车身侧门密封条处漏水故障,控制要点
a.监控车门与侧围内间隙;
b.监控车门密封条及接角质量,通过密封条 10倍放大图,重点监控断面尺寸。
c.监控辊压窗框接角质量,重点控制搭接面的阶差平整度。
4 行李箱密封胶条的防水原理及失效模式和控制要点
4.1 行李箱密封条防水原理
尾门框密封条是行李箱防水主密封,它的防水原理:一是密封条泡管与尾门内板压缩配合,形成一道防水密封;二是通过密封条 U
72 AUTO TIME
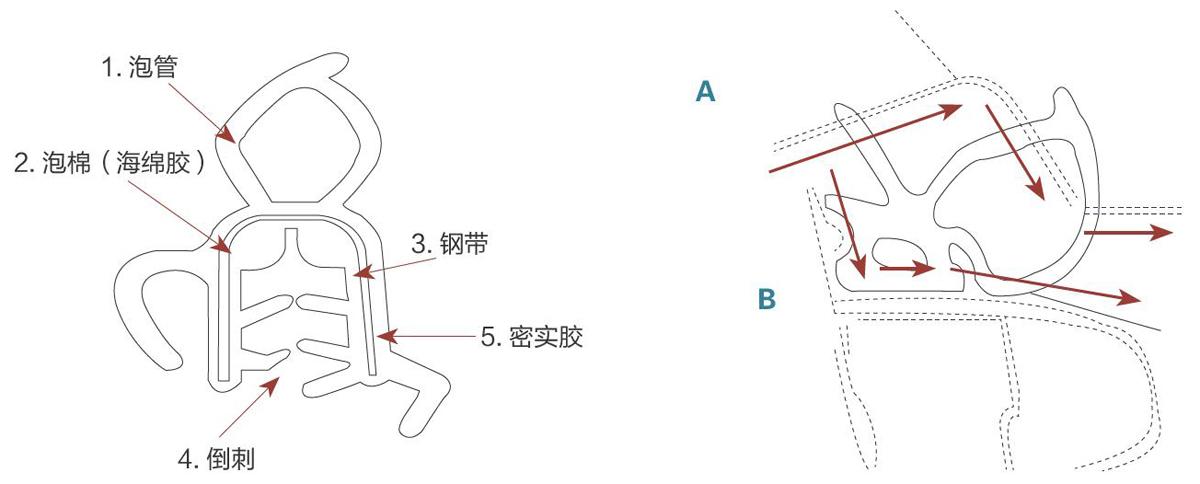
一、密封胶条防水原理:
设计上一共有 5道防水:
①主防水唇边与钣金、后保贴合(干涉);②第二道防水唇边防水;③第三道倒刺防水;④第四道倒刺防水;⑤灌胶防水。
型槽下端及内部倒刺防水边与钣金干涉贴合, U型槽底部不干胶与钣金接触配合形成密封。
4.2 行李箱密封条处漏水失效模式
行李箱密封条处漏水路径如下为 A、B两种:
A:与侧门漏水模式相似,水从行李箱密封条泡管与尾门内钣之间进入行李箱内;
主要原因:① .尾门与门框内间隙偏大超差,导致尾门内钣与密封条泡管挤压不充分,密封性能下降导致;② .尾门密封条泡管尺寸不合、零件包装方式不合理导致密封条泡管打折变形等原因,导致泡管与钣金密封性能下降。
B.水从 U型槽与钣金翻边间隙进入行李箱内。
主要失效模式:门框钣金翻边的尺寸状态影响,钣金错边、钣金搭接厚度过大、钣金翻边焊点毛刺等等,影响尾门密封条的安装到位,密封条 U型槽变形,密封条夹持力降低导致 U型槽内防水唇边与钣金离空,从而引起水进入行李箱内。
4.3 针对行李箱的漏水模式,对应的控制要点
(1)监控尾门内板与尾门框的内间隙数据,保证尾门密封条泡管与尾门内钣的干涉量,保证泡管的压缩量从而保证密封条与尾门的密封性能;
(2)监控尾门框钣金翻边的拼接质量,重点控制钣金翻边搭接的平整度、搭接的厚度尺寸符合设计上的要求,根据尾门密封条的设计极限要求,一般的设计状态要求翻边位置外板应长出内板 1~ 1.5mm,实际控制中我们要求外板应不低于内板。 2、不同位置翻边存在高度差,一般要求高度差不应大于 2mm,具体还需要根据胶条断面设计时翻边的顶部到骨架预留的间隙而定。
(3)内外板离空,由于钣金型面、焊接及涂胶的影响,内外板出现离空导致漏水的情况较多,一般要求离空量不大于 1mm,具体位置还需根据胶条骨架的设计宽度进行定义。
5 结束语
综上所述,乘用车车门密封的形成是一个复杂的过程,所涉及的工艺繁多、过程制造变差因素复杂,因此要对所有相关的质量控制特性进行严格地控制。任何一个环节的失控均会导致漏水问题的发生,对具体控制特性的控制要点目前还是整车工厂不断摸索的重要方向。
参考文献:
[1]徐建 .汽车橡胶密封条的挤出工艺 [J].上海:世界橡胶工业, 2006.
作者简介
罗勇:(1986.02—),男,本科,广西柳州人,助理工程师,现于上汽通用五菱汽车股份有限公司单位,主要从事整车质量改进方面的工作。
猜你喜欢
山东工业技术(2016年24期)2017-01-12
建筑建材装饰(2016年14期)2017-01-05
建筑建材装饰(2016年10期)2017-01-03
建筑建材装饰(2016年8期)2016-12-29
建筑建材装饰(2016年11期)2016-12-29
现代商贸工业(2016年21期)2016-12-26
科技视界(2016年14期)2016-06-08
