凸轮主轴的加工工艺
2016-07-08 07:48:10冯健明广州市增城区职业技术学校广东广州511316
广东职业技术教育与研究 2016年2期
关键词:加工工艺
冯健明(广州市增城区职业技术学校,广东广州511316)
凸轮主轴的加工工艺
冯健明
(广州市增城区职业技术学校,广东广州511316)
[摘 要]凸轮主轴加工的难点在于凸轮的加工。传统的加工方法效果不佳,经济效益不好。本文对Y牙成型高速排牙机的核心部件凸轮主轴进行了分析和工艺设计,重点是通过利用数控车的C轴功能加装旋风铣和动力磨头来实现凸轮的加工,提高了加工效益。
[关键词]凸轮主轴 加工工艺 数控车C轴 旋风铣 动力磨头
凸轮主轴是Y牙成型高速排牙机的核心部件。它的精度、质量直接决定排牙机的工作效率和稳定性并影响所加工产品的质量。其加工的难点是凸轮的加工,如采用传统靠模的方法进行加工,非常耗时耗力并且质量也难以保证;而采用车铣加工中心数控磨床来加工,则先期投入的成本非常高,造成该产品的加工工价过高,经济效益不好。为了提高加工效率和降低加工成本,本文设计了一套详细的加工方案。其重点是通过对带C轴的普通数控车进行简单改装并加上旋风铣和动力磨头来实现凸轮的加工。
1 零件图的工艺分析
如图1所示,该零件的毛坯直径ø70 mm,长度440 mm;两端为C型中心孔,M8左牙,牙深20 mm,用于连接编码器测主轴转速;三处传动轮位,直径分别为ø33.6 mm、ø33.6 mm、ø25.6 mm;键槽为半圆槽,宽分别为8 mm、8 mm、6 mm,其中8 mm处为紧配较为受力,右端为主传动轮位,也就是连接电机皮带轮位,左端两处为其他传动;再下来就是两处轴承位直径ø40.6 mm,长度50 mm;最后就是五位一体的凸轮组,从左往右分别是凸轮#4、凸轮#2、凸轮#1、凸轮#3、凸轮#5。其中,凸轮#4是拖带凸轮(形状如图2的C轮),凸轮#5是送料凸轮(形状如图2的C轮),凸轮#2、凸轮#3是冲牙凸轮(形状如图2的B轮),凸轮#1冲点凸轮(形状如图2的A轮)。
零件的材料是20CrMnTi。零件的尺寸精度及表面粗糙度精度要求较高。加工的难点是五位一体的凸轮组。
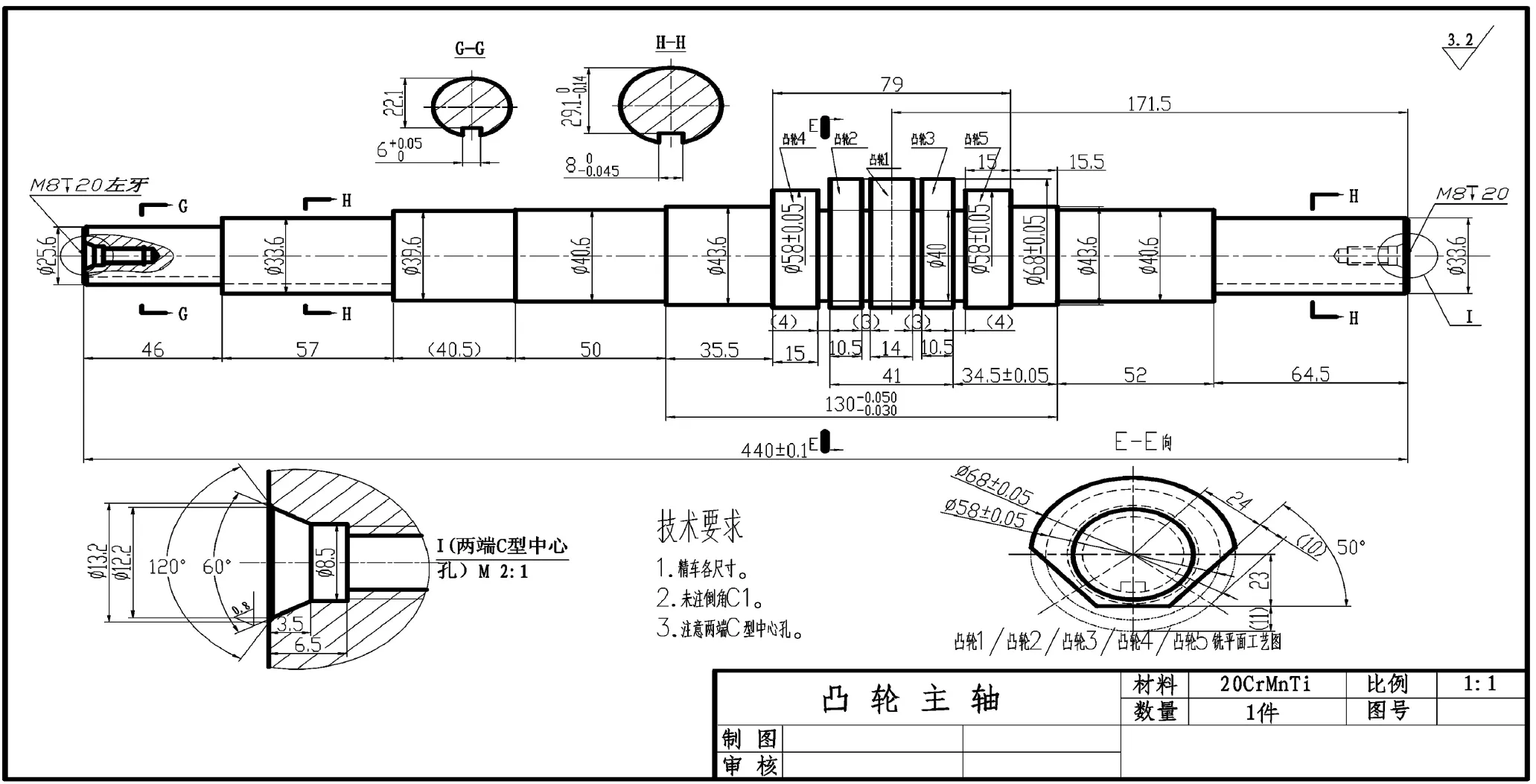
图1 凸轮主轴零件
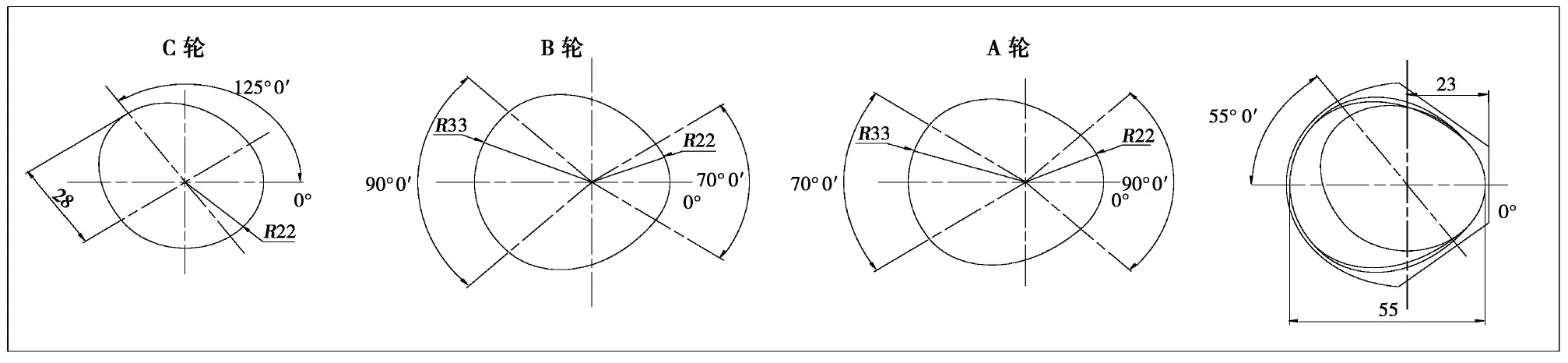
图2 凸轮形状
2 零件的加工方案与工艺流程
2.1 确定加工方案
2.1.1 粗车 ①粗车平齐两端面,长度至尺寸,钻中心孔B3。②粗车各挡外圆留余量3 mm,各挡长度留余量2 mm。③粗车凸轮#1、凸轮#2、凸轮#3外圆至ø70 mm,凸轮#4、凸轮#5外圆至ø60 mm,同时出各凸轮之间的隔断槽。
2.1.2 热处理 调质处理HRC22-26。
2.1.3 半精车 ①修两端C型中心孔及攻M8内螺纹至要求。②双顶尖车外圆各挡留余量0.6 mm,各挡长度至要求。③车凸轮#1、凸轮# 2、凸轮#3外圆ø68 mm,凸轮4、凸轮#5外圆至ø58 mm。
2.1.4 铣削 铣床铣削各挡键槽位,注意图纸尺寸,以便后面加工。
2.1.5 凸轮铣 利用数控车C轴加旋风铣,分别对凸轮#4、凸轮#2、凸轮#1、凸轮#3、凸轮#5、进行凸轮铣削,留磨量1 mm。
2.1.6 凸轮粗磨 利用数控车C轴加动力磨头,分别对凸轮#1、凸轮#2、凸轮#3、凸轮#4、凸轮#5粗磨,留磨量0.5 mm。
2.1.7 热处理(凸轮)
(1)表面渗碳1.5~2.0 mm,淬火硬度HRC59~ 62。
(2)校正跳动0.2~0.3。
2.1.8 外圆磨 精磨各挡外圆至图纸要求。
2.1.9 凸轮磨 精磨凸轮至图纸要求。
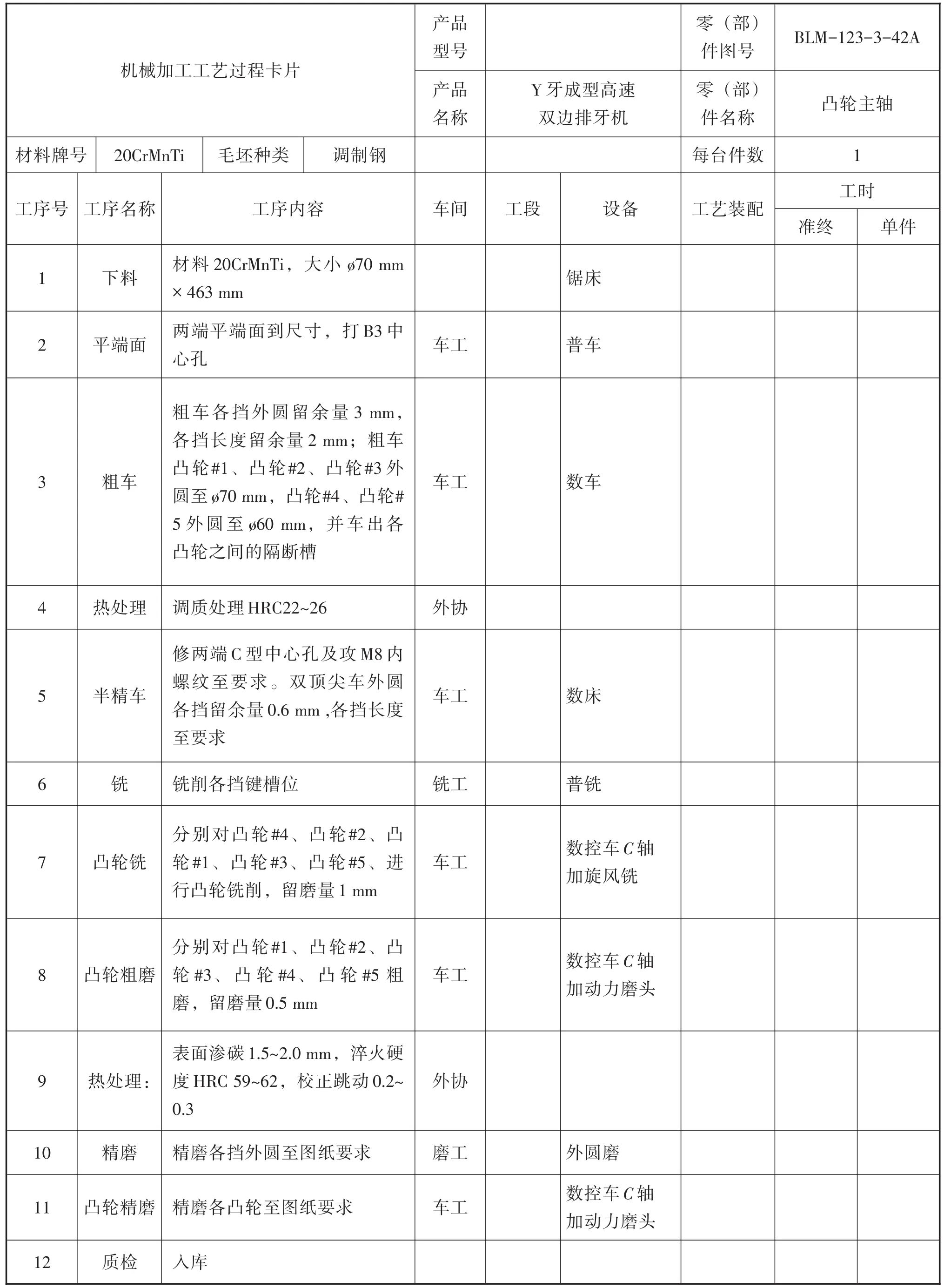
2.2 制订加工工艺
凸轮主轴的加工工艺如表所示。
3 凸轮图线分析、数学建模与编程
凸轮主轴加工的难点在于凸轮的加工。下面以2#凸轮-A轮(如图3所示)进行图形分析、数学建模与编程。
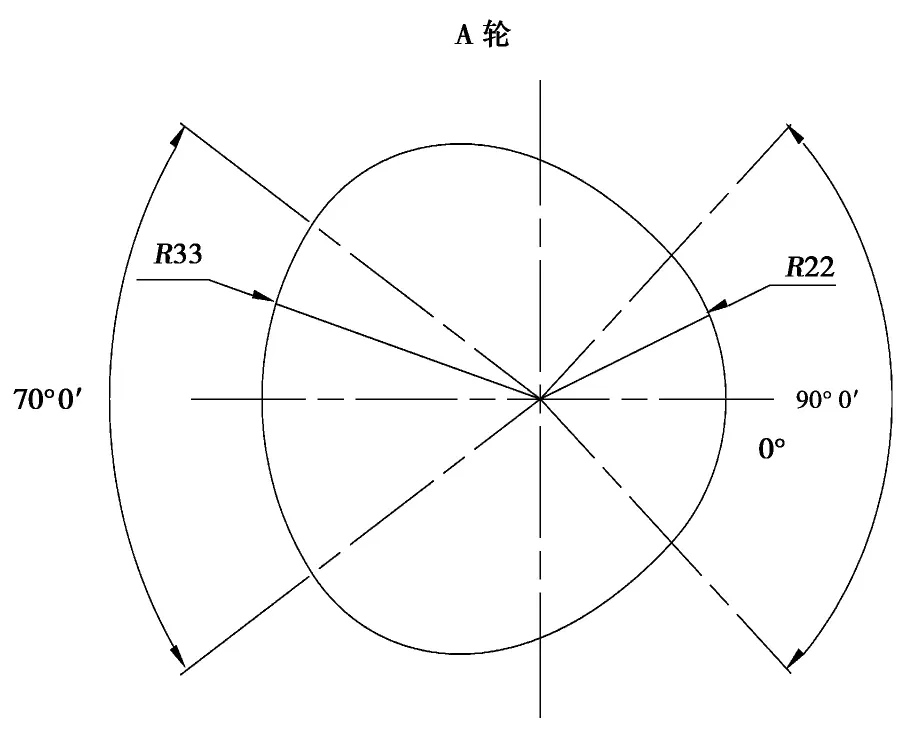
图3 2#凸轮—A轮
3.1 图形分析
由机械要求和图形参数可知,该凸轮为对心推杆盘形凸轮机构,属高速运动部件,凸轮基圆半径r0=22 mm。其从动件的运动规律为摆线运动:即当凸轮转过100°时,推杆按正弦加速度上升11 mm;凸轮继续转过70°时,推杆停止不动;凸轮再继续转过100°时,推杆按正弦加速度下降11 mm;最后凸轮转过90°时,推杆又停止不动。凸轮回到原点完成一个工作循环。
3.2 数学建模
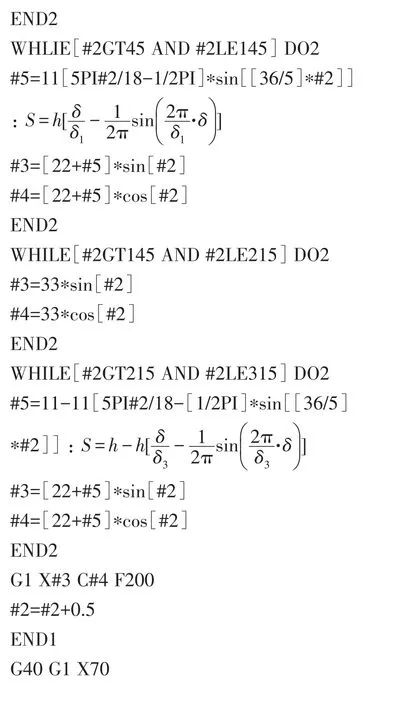
根据反转法原理,当凸轮转过角δ时,推杆相应地产生位移S。借助解析法,则凸轮理论轮廓线的直角坐标的参数方程为:

则其当δ=-45°~45°,S=0;
则其当δ=145°~215°,S=h;
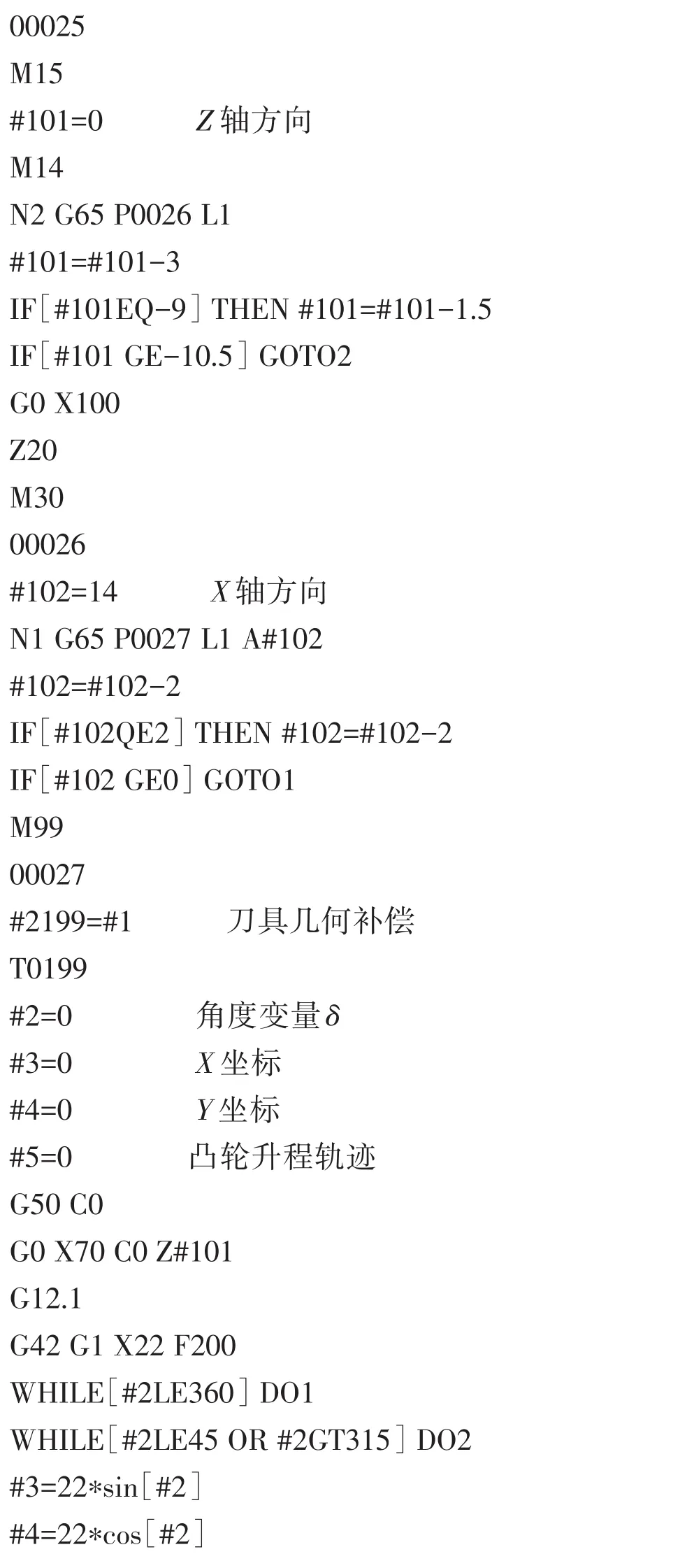
编写程序:
毛坯尺寸68 mm,凸轮最大位置为66 mm,最小位置为44 mm,单边最大加工量12-0.5=11.5 mm,确定吃刀量为2 mm,要纵向走刀6次,凸轮面宽14 mm,旋风铣刀宽3 mm,要横向走刀5次。
凸轮主轴加工工艺表

4 结束语
本文重点是介绍凸轮主轴加工方法并且设计了详细的加工工艺。通过该加工工艺流程,借助旋风铣头和动力磨头,结合数控车的C轴功能,可以实现凸轮主轴完整加工,非常方便实用,节省了时间和费用,并且精度的要求也得到保证,适合批量生产该零件。相对传统的靠模方法,该生产工艺具有一定的先进性和可行性。利用该设计理念,我们还可以加工更加多的凸轮或者偏心工件。
参考文献
[1] 劳动部教材办公室.车工工艺学:96新版[M].北京:中国劳动出版社,1997.
[2] 陈海魁.高级铣工技能训练[M].北京:中国劳动出版社,1999.
[3] 广州数控设备有限公司. GSK980TDc车床CNC使用手册[M]. 2版.广州:广州数控设备有限公司,2010.
猜你喜欢
山东工业技术(2016年24期)2017-01-12 08:46:17
科技资讯(2016年25期)2016-12-27 17:34:01
科学与财富(2016年29期)2016-12-27 14:10:07
中国新技术新产品(2016年23期)2016-12-26 09:45:23
科教导刊(2016年28期)2016-12-12 06:46:52
科技创新与应用(2016年31期)2016-12-03 05:41:28
科技视界(2016年23期)2016-11-04 11:05:36
考试周刊(2016年82期)2016-11-01 11:12:57
科学与财富(2016年28期)2016-10-14 01:16:06
科技视界(2016年16期)2016-06-29 11:58:05