万家寨泵电动机转子装配工艺
2016-06-28 06:34:33王志威
上海大中型电机 2016年2期
关键词:装配工艺
王志威
(哈尔滨电气动力装备有限公司,黑龙江哈尔滨 150040)
万家寨泵电动机转子装配工艺
王志威
(哈尔滨电气动力装备有限公司,黑龙江哈尔滨150040)
摘要:主要介绍万家寨引黄入晋工程泵电动机转子结构特点和装配工艺过程。根据国家标准对转子零部件安装进行精确控制,使转子平衡质量和磁中心位置均达到图纸要求,从而为电机后续总装配和本体平衡试验的顺利进行提供了保证。
关键词:泵电动机转子;装配工艺;磁极挂装
0引言
万家寨泵电动机是山西省引黄入晋工程二期的配套电动机,是我公司在消化吸收国外成熟设计的基础上,自主设计的立式抽水泵用凸极同步电动机。电动机具有转动惯量大,轴加工刚性小,磁轭和磁极装配质量大且集中的特点,同时要求装配精度高,配合面研配紧密等要求。通过对此种电动机的设计、制造及试验,标志着我公司具备独立承揽该类型电机的能力。
1转子装配主要参数及结构特点
万家寨泵电动机分为2种型号:TL12000-10和TLBP6500-12。
TL12000-10电机功率为12 000 kW,10个磁极,额定转速为600 r/min,转子约重33 000 kg。
TLBP6500-12电机功率为6 500 kW,12个磁极,额定转速为500 r/min,工作转速400~500 r/min,转子约重34 000 kg。
转子装配外形如图1所示,转子装配主要结构如图2所示。转子和磁轭为机加工件,磁极装配为手工装配部件,两者的公差标准不同。为保证两者能协调的整合在一起,必须严格控制装配质量,协调尺寸。如斜键、制动环板的配合表面需要研配,其影响配合的紧密程度;磁极在转子上的轴向和周向位置应准确,其影响电机的不平衡质量分布和电磁性能。为此,从整机运行性能角度考量,细化了单个零、部件的装配质量要求。

图1 转子装配外形示意图

图2 转子装配结构示意图
2转子装配的工艺过程
2.1转子装配前准备
清理装配现场平台,准备必要的文件(图纸、磁极称重记录表、转子装配工艺守则等)。领取所需零、部件,清除防锈剂。在质量检查部门的配合下确定零、部件均应符合图纸。在装配平台上摆放电动滚轮架,清理、涂抹润滑油脂;磁轭加工放置在滚轮架上就位。调整磁轭加工水平达到0.2 mm/m。
锉修磁轭加工鸽尾槽全部尖锐,棱边修圆,使用鸽尾槽加工样板和弦距样板复检鸽尾的截面和位置尺寸符合图纸。清理鸽尾槽斜面上的高点和污物,螺孔内无杂物、深度一致,螺纹牙型完整、无毛刺。在磁极铁心极顶弧面上标出长度方向上的中心线,磁轭外圆柱面上标出磁中心线。鸽尾槽底非配合面按公司标准喷漆。
2.2装配、调整撑块
在磁轭上配装撑块,撑块与磁轭配合面需研配,配合面积大于80%。撑块在磁轭圆周上均布,相邻撑块间的距离应相等。撑块位置调整后使用力矩扳手旋紧固定螺栓并用锁片防松。
在撑块平面上划弹簧孔加工线,按磁轭加工图钻削弹簧孔,并锪平孔底,清理铁屑,去锐边毛刺。
2.3磁极挂装
磁极铁心表面用高压空气清吹过之后应没有异物。磁极铁心在装压平台上使用平尺和塞尺配合检查,沿轴向在水平和垂直面内磁极铁心的平直度误差小于0.1 mm。仔细检查鸽尾配合斜面,去除高点和毛刺。
对磁极线圈和磁极铁心分别编号并称重,精度为0.5 kg。按称重结果将磁极线圈和磁极铁心配组。按绝缘规范套装磁极线圈,烘干固化形成磁极装配。称重,最重和最轻的磁极装配质量差要小于2 kg,磁极装配重新编号,并按编号顺序挂装磁极,对称方向上的磁极质量应相当。在磁极挂装后任意22.5~45°角度范围内,应满足对称方向不平衡质量不应超过2 kg的要求[1-2]。
不装弹簧,预装磁极。研配磁轭鸽尾槽与磁极的配合面,用不短于1 m的平尺检查鸽尾面应平直,局部高点应磨平。研成对斜键,使配合面积达到80%以上。抽出斜键和磁极,并在槽口编号(与所装磁极的编号对应),正式装配时按号挂装磁极。检查弹簧,尺寸和形状应一致,确认弹簧外表面无损伤及粘着物后放进弹簧孔,其外露高度应基本相同。
使用专用吊装工具吊运磁极。插入磁极前,确认磁极引线的前后端位置。 用0.5 mm厚3240绝缘玻璃布板盖住弹簧,将磁极推入鸽尾槽,随即抽出垫片。磁极要慢慢的放在弹簧上,然后向斜键的对面压紧磁极。插入成对斜键,用千斤顶顶推磁极中心到磁中心位置后初步打紧斜键,使磁极不能窜动即可,操作过程中磁极线圈和绝缘应做必要防护,防止磕碰伤。使用压磁极工具、千斤顶等径向压紧磁极使磁极克服弹簧弹力下沉,磁极鸽尾与磁轭鸽尾槽间隙增大,在此状态下打入斜键磁极固定最牢固,如图3。
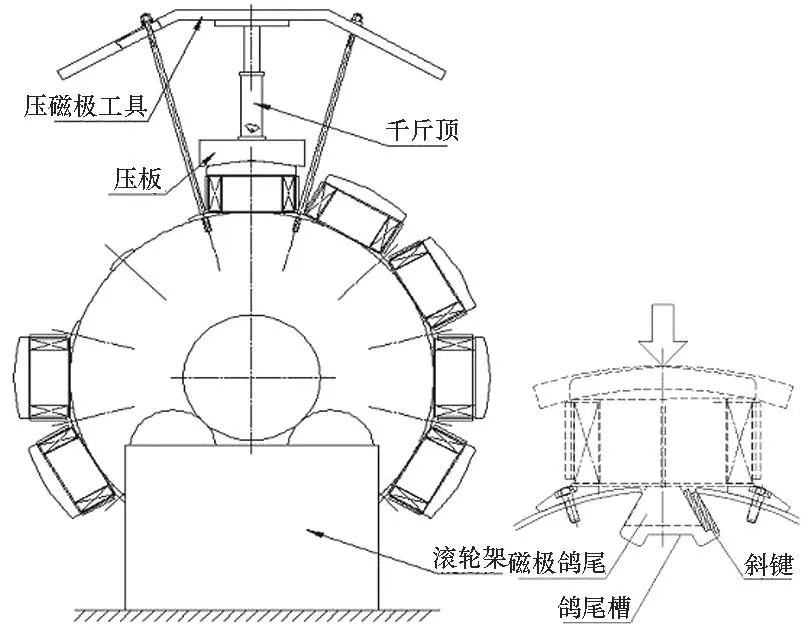
图3 磁极挂装示意图
在冷状态下从前、后两端打紧磁极斜键,在打键过程中,用千斤顶下压磁极的同时用气体压力恒定的冲击气锤对称打键。在打键过程中,同一鸽尾槽内的斜键在磁轭两端的伸出长度差在5 mm内,磁极中心应固定在磁中心上,位置误差≤±0.5 mm,如图4。冷打斜键操作完成后,使用塞尺测量磁极下绝缘托板与撑块平面的间隙,应在0.5 mm以内。
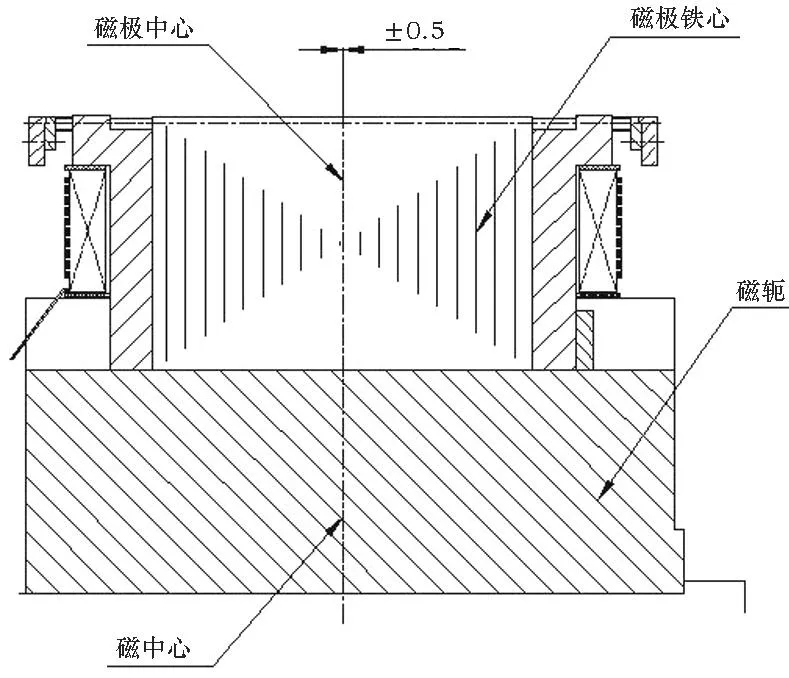
图4 磁极中心与磁中心对中
旋转磁轭180°到对角位置,重复上述工序按编号依次插入全部磁极。使用5 mm厚Q235钢板,线切割加工制作磁极间距检查样板。测量任意磁极与相邻两侧磁极的距离均匀相等。鸽尾槽每转位一次,必须用千斤顶顶住磁轭,防止挂装磁极时磁轭意外转动,发生安全事故。所有磁极挂装冷打斜键后,按绝缘试验规范做半成品检查。
热打键,转子入炉加热80~100℃,磁轭应做良好的保温。热打键时,斜键露出的长度,必须满足热打键的要求,斜键打入长度应超过10~15 mm。磁极挂装后检查转子前后端外圆尺寸,其半径与设计半径之差不应大于设计空气间隙值的±4%[1]。
2.4焊斜键和挡块
使用浸水石棉布对磁极装线圈做防护。按照图纸技术要求将斜键露在磁轭外的多余长度割断,然后用砂轮磨平切口端部,斜键在端部相互焊接牢固。在磁轭槽中装配、焊接挡块,挡块端面应与槽面垂直,轴向位置应一致。焊后清理焊渣和飞溅物,打磨焊接部位进行PT探伤。
2.5配装磁极撑块
预装磁极撑块,使用绝缘板调整磁极撑块与磁极线圈支承面的间隙,必要时,配铣撑块斜面。装配撑块,按规定力矩拧紧螺栓并做防松处理,旋入磁轭部分的螺纹涂胶防松。
2.6引线连接
预装磁极间连接线合适后正式安装。预装时检查其外形应美观,引线弧型不平滑时予以修整,但引线上不能出现明显折痕。装配引线,连接部位锡铅焊,要求接头错位不超过引线宽度的10%,接头接触面的平直度误差不超过0.03 mm或接头接触面用0.05 mm塞尺检查不能通过[2]。连接部位用焊枪加热,适时填焊剂,焊后自然冷却到室温。焊接接头填料应饱满,无气孔、夹渣,表面应光滑、外观光洁,并具有一定弹性。
引出线接头包绝缘,绝缘结构应符合设计要求和绝缘规范。
2.7车阻尼环止口,装支承环
按图纸尺寸,转子装配在卧式车床上车阻尼环上止口。安装支撑环,以支撑环上孔为样板在阻尼环上钻孔,以阻尼环连接片为样板在支撑环和阻尼环上同钻孔。装阻尼环连接片和支撑环,旋紧螺栓和螺母并做防松处理。阻尼环接头的接触面用0.05 mm塞尺检查,塞入深度不应超过5 mm[2]。
2.8安装制动环
清理制动环和磁轭端面,去除油污、毛刺和局部高点。制动环板按编号装配,无编号时按质量对称布置。环板径向应水平,其偏差应在0.5 mm以内,沿整个圆周的波浪度应不大于2 mm;接缝处应有2 mm以上的间隙。按机组旋转方向检查闸板接缝,后一块不应高出前一块;环板部位的螺栓应凹进摩擦面2 mm以上[2]。
2.9装上、下风扇
清理风扇和磁轭安装面、螺孔等,去除毛刺。风扇应无裂纹等缺陷,安装牢固、螺栓锁定可靠。风扇金属部分与磁极引线及线圈的距离应大于10 mm[2]。严禁对风扇进行气割或电焊作业。
2.10穿引线预装集电环
清理轴孔内的铁屑和残留液体,孔口处去除尖锐和毛刺。按引线孔实际长度裁剪引线电缆,在轴孔内穿入引线,连接电缆与磁极引线。轴孔内按图纸要求灌注环氧室温固化胶。为加快固化胶凝固速度,转子装配在电炉内加热,加热温度为95~100℃。
2.11平衡、加配重
清理装配平台摆放平衡架,静平衡架的要求如下:
支承面不平度<0.005 mm;
支承面水平度0.01~0.02 mm/1 000 mm;
两支承面水平面内的不平行度≤1 mm;
支承面粗糙度Ra0.8;
支承面的最短长度大于7倍轴颈;
导轨硬度HRC50~60;
按静平衡工艺规范,转子装配做静平衡,配装平衡块直至转子在任意位置平衡为止。转子装配在总装配时还需进行本体平衡,进一步减少残余不平衡量。
2.12喷漆
总装试验结束后,转子整体清理,按图纸技术要求对非配合表面喷漆,配合表面防锈处理。

图5 转子装配实际效果
3结语
万家寨泵电动机转子装配装配后,经检查各项尺寸均达到图纸设计要求,总装试验验证了转子装配和全台电机的质量水平符合国标GB/T 8564—2003的要求。电动机于2013年9月陆续通过厂内试验交付用户,目前已在万家寨引黄泵站投入连续运行。此种电动机的研发制造成功,丰富了公司产品结构,显示了公司在大型抽水泵站电机的研制能力。
参考文献
[1]林亚一.水轮发电机组的安装与检修[M].北京:中国水利水电出版社,2000.
[2]中国电力企业联合会标准化中心,GB/T 8564—2003[S].北京:中国标准出版社,2003.
猜你喜欢
科技创新与应用(2017年12期)2017-05-08 00:37:44
中国市场(2017年7期)2017-04-01 12:41:32
中国科技纵横(2017年3期)2017-03-29 23:54:32
科技经济市场(2016年5期)2017-02-05 21:24:18
山东工业技术(2016年24期)2017-01-12 09:35:43
中国教育技术装备(2016年20期)2016-12-12 09:52:03
俪人·教师版(2016年15期)2016-11-22 05:12:49
科学与财富(2016年12期)2016-11-01 18:45:51
商场现代化(2016年14期)2016-06-16 16:54:23
科技与创新(2014年20期)2014-11-26 13:09:22