
凯恩吉6号磁轭装配现场安装工艺
2016-06-28 06:37任翔
上海大中型电机 2016年2期
任 翔
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
凯恩吉6号磁轭装配现场安装工艺
任翔
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
摘要:介绍了凯恩吉电站6号水轮发电机组磁轭的主要结构、现场装配的工艺难点和控制办法。通过现场实际问题的分析,提出了现场安装工艺方案,尤其是测量装焊副立筋和磁轭堆叠安装上压板两个关键步骤,体现了解决方案的难点和亮点。该方案为同行业技术人员提供了借鉴。
关键词:磁轭装配;副立筋;磁轭叠片
0引言
凯恩吉电站位于尼日利亚尼日尔州尼日尔河流域,是尼日利亚境内已投产的大型水电站之一。该电站由于长期管理维护不到位,多台机组已无法保证正常投产,需进行大修改造。6号水轮发电机组为其中一台,其发电机部分为全新制造安装。该6号水轮发电机组单机容量120 MW,额定转速107.1 r/min,磁轭装配总质量198.3 t,磁轭外径φ9 789 mm,磁轭高度1 810 mm。其磁轭装配流程和工序比较复杂。
1工艺难点
此结构磁轭装配的工艺难点在于如何控制磁轭外缘的各项尺寸及形位公差,包括:磁轭半径、垂直度、圆度及偏心。一般从两个方面来进行控制:一是控制副立筋装焊后的各项尺寸及形位公差,由于副立筋是磁轭装配的基准定位基础,因此要求副立筋装配前测量数据须准确,严格按照测量数据进行加工,严控焊接变型;二是在磁轭冲片叠装过程中控制磁轭外缘各项尺寸,此部分要求磁轭在叠装过程中使用定位工装且及时对磁轭外缘进行测量并调整。
2安装工艺
磁轭装配工艺流程:调整转子支架中心体→安装、调整转子测圆架→组焊外环组件→测量副立筋配刨数据→厂内配刨副立筋→装焊副立筋→安装下压板→磁轭堆叠、安装上压板→磁轭热加垫→挂装制动环→全面清理[1]。
2.1调整转子支架中心体
中心体支墩摆放在基础上,调平后固定。将转子中心体摆放在中心体支墩上,调整楔子板用以校平转子中心体。确保中心体圆盘上平面的水平误差不超过0.05 mm/m,转子中心体水平调整合格后,点焊楔子板,固定中心体。
2.2安装调整测圆架
转子测圆架(见图1)吊放在转子中心体圆盘平面上,以转子中心体圆盘内圆止口及转子测圆架下平面止口为基准,在测量孔中塞塞尺,测量两止口间隙,通过调整转子测圆架中心,其间隙差值控制在≤0.05 mm的合格范围内。转子测圆架中心调整合格后用M90螺栓将其固定在转子中心体圆盘上,调整转子测圆架配重块,使转子测圆架支臂达到水平。检查转子测圆架测量范围,保证测圆架在测量范围内可自由伸缩,检查完毕后整体固定。

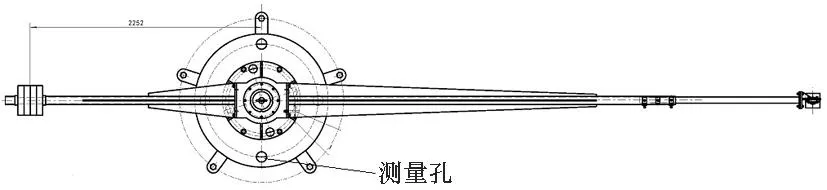
图1 转子测圆架示意图
2.3组焊外环组件
在外环组件下方位置的基础板上放置支墩,调节好高度,然后挂装外环组件并调整,要求如下:
3) 主立筋垂直度≤0.15 mm/m;
4) 合缝处错口≤2 mm;
5) 挂钩上平面高程差≤1.5 mm;
6) 相邻挂钩高程差≤1 mm。
调整合格后,用把合螺栓紧固中心体及外环组件,并按照焊接专业要求将中心体及外环组件焊接成整体。焊接完毕后检查主立筋半径、主立筋间弦距、主立筋垂直度、挂钩上平面高程,并做好检查记录。
2.4测量、装焊副立筋
由于凯恩吉电站当地无机加工能力,因此副立筋的配加工工序无法在当地进行。现场测量副立筋的配刨数据,并将此数据反馈至厂内;厂内根据此数据配加工副立筋,然后将配加工好的副立筋发货至现场;现场按编号装焊副立筋。具体工艺流程如下:
1) 选取垂直度最好的主立筋,将此定位筋编号为1号,然后按顺时针方向按顺序将所有主立筋进行编号(见图2)。
2) 在所有主立筋上端头上方安装配筋测量工具并调平配筋测量工具。
3) 调整配筋测量工具的半径、弦距及扭斜,要求如下。
①R1-R2≤0.10 mm
②R=(RC-r)±0.05 mm
③Ln=(L-2r)±0.20 mm
4) 测量并计算得出每根副立筋四角配加工后的厚度数据,将此数据反馈至厂内。
5) 厂内按此数据配加工副立筋并对应编号后发货至现场。
6) 现场按对应编号将副立筋用C型夹固定在主立筋外援,再用螺钉把紧固定副立筋。
7) 复测副立筋的半径、弦距、径向及周向倾斜,如有超差情况需修磨副立筋背部。
8) 点焊副立筋四周,然后间隔替换把合螺钉为埋入式顶丝。
9) 将顶丝位置进行塞焊,冷却后替换其余螺钉并再次进行塞焊。
10) 满焊副立筋四周。
现场装配副立筋时发现编号为6号的副立筋配加工错误,长度方向上两端厚度尺寸被配反。由于现场无二次配加工能力,因此现场对此副立筋作如下处理:将该副立筋上下端掉转后安装,该副立筋左右两端厚度尺寸有偏差,适当修磨其背部。该副立筋调整并装焊在转子支架主立筋上之后,在上端无横向键槽位置按图纸所示,利用气刨配合手工修磨的方式重新加工该横向键槽,下端原有横向键槽不再做处理。
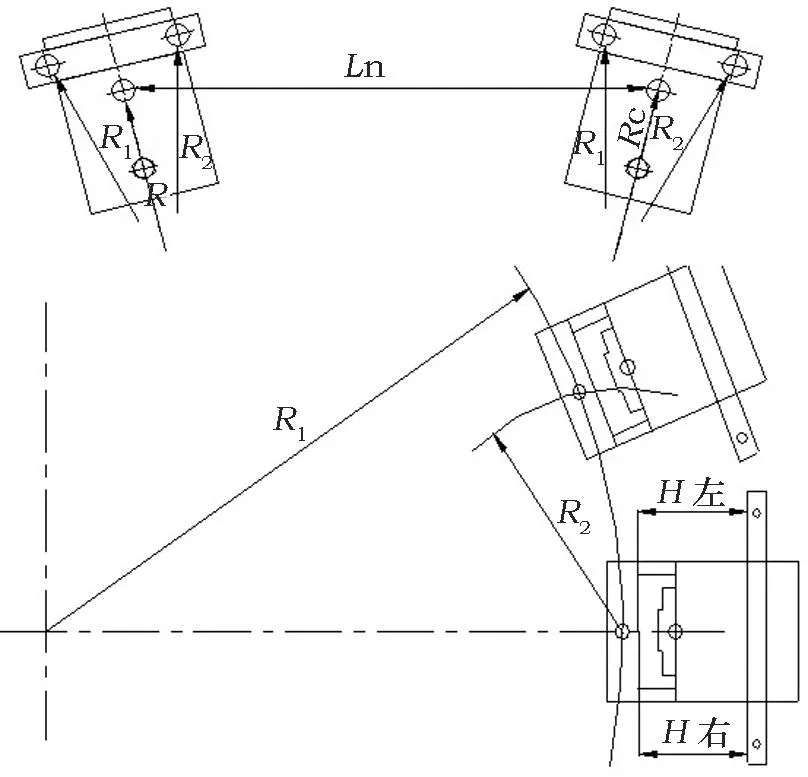
图2 配筋测量工具调整示意图
2.5安装下压板
沿磁轭下压板圆周均布支墩并调整支墩高度,合格后摆放下压板,要求下压板径向水平偏差不超过0.5 mm,周向波浪度不超过2 mm,半径差不超过1 mm。下压板调整合格后用磁轭冲片检查下压板穿心孔位置,全部穿心孔位置合格后将磁轭下压板与立筋点焊固定。
2.6磁轭堆叠、安装上压板
磁轭凸键插入副立筋键槽之中,并调整磁轭凸键使之位于副立筋键槽中央,放入磁轭副键并轻微打紧,用于临时固定磁轭凸键。在下压板穿心螺杆孔中插入定位销,每个磁轭下压板至少需插入3根定位销,定位销需随着叠装高度增加而提升。以磁轭凸键及定位销为基准,开始叠片,叠片至120 mm高时调整磁轭外圆尺寸、磁轭圆度,调整合格后在T尾处安装T尾定位工具。全部安装完毕后叠片至600 mm高,磁轭每叠600 mm进行一次预压,共预压3次。预压时用工具螺杆传入磁轭穿心螺杆孔中,并按所需高度加装传力柱,然后用风扳机进行压紧,预压时风扳机需由中圈向内圆再向外圈的顺序90°方向对称压紧。每次预压时需分多次压紧,每次压紧量不可过大。每次预压结束后检查磁轭外径、圆度、偏心、磁轭内外高度,合格后磁轭内外圆用不小于φ20 mm的圆钢搭焊固定。磁轭冲片全部堆叠完成后,装上压板并做最后压紧,压紧后测量磁轭圆度、垂直度、半径、高度、偏心。测量数据合格后将工具螺杆对称、逐一更换为永久螺杆,更换顺序为由内向外,每对称拆两根工具螺杆后需即刻穿入永久螺杆并把紧螺母。每对永久螺杆更换结束后方可更换下一对,永久螺杆全部更换完成后用液压拉伸器对永久螺杆进行拉伸并把紧螺母,拉伸顺序为中圈、内圈、外圈,要求对称逐步拉伸,不可一次拉伸到位。全部螺母把紧完毕后测量磁轭外径、圆度、偏心、磁轭内外高度及永久螺杆伸长值,抽检螺杆伸长值需在2.4~2.5 mm范围内,如伸长值不达标,需再次对永久螺杆进行拉伸。
此结构磁轭装配在叠装过程中要求必须使用定位销作为主定位工装,T尾定位工具作为辅助定位工装,磁轭凸键仅可作为初期阶段的定位基准。不可单独将T尾定位工具和磁轭凸键视为主定位工装,避免磁轭穿心螺杆孔在叠装及预压过程中产生错牙,致使永久螺杆与穿心螺杆孔产生干涉。如果在更换永久螺杆的过程中存在轻微干涉的情况,可用穿心螺杆孔圆拉刀对穿心螺杆孔做适当的铣修处理。
此结构磁轭装配中的永久螺杆与穿心螺杆孔的间隙很小,且磁轭冲片层间存在微小错牙,因此永久螺杆在一定程度上可视为定位销,而此结构磁轭装配磁轭叠装工序又存在另一种工艺方案,即利用永久螺杆替代定位销作为磁轭冲片叠装时的主定位工装。本台磁轭装配在第一次预压之后至最终压紧之前对这种工艺方案进行了验证。验证结果为利用此方案可完成磁轭叠装工序,最终压紧后磁轭外缘各项尺寸及形位工差满足图纸及技术文件要求。对比两种工艺方案,利用永久螺杆替代定位销的方案的优点是在叠装过程中不必对永久螺杆进行提升,即磁轭中不存在无主定位的部位,减少了磁轭在叠装及预压过程中冲片产生位移的可能性;缺点是永久螺杆伸出冲片上表面的部位过高,导致每张冲片的叠装难度增大,且在叠装过程中冲片易伤害永久螺杆,导致遗留安全隐患。通过两种工艺方案的对比,永久螺杆替代的工艺方案应仅作为备用方案,在定位销无法使用的情况下方可采用此方案。
2.7磁轭热加垫
抽出磁轭副键,将磁轭凸键吊出,测量副立筋键槽槽底与磁轭内圆键槽槽底的距离,上下两端均需测量,并计算出应垫垫片的厚度指,对每个主立筋都重复此工序。按照计算值准备垫片,可兼顾磁轭外圆尺寸对垫片厚度进行微调,全部测量结束后移走磁轭下方的支墩,同时监测磁轭下沉量。
在磁轭下方及外圆位置布置加热器并接好电源,用苫布将磁轭整体罩好,然后开始均匀加热磁轭。加热时检测副立筋键槽槽底与磁轭内圆键槽槽底的距离,该距离比垫片大1 mm时具备加垫条件,停止加热。
在加热的同时将垫片搭焊在磁轭凸键下端,在停止加热后随凸键一起装入主立筋键槽中,然后插入副键并打紧。全部凸、副键安装完毕后,将磁轭温度缓慢降至室温,并再次测量磁轭外径、圆度、垂直度及高度尺寸。合格后搭焊所有永久螺杆及螺母,割除磁轭副键凸出主立筋的部分,最后装配卡键、护板等其他零部件[2]。
2.8挂装制动环
挂装制动环并调整制动环水平,制动环与磁轭下压板之间需加垫5 mm垫片。要求安装机组转动方向制动环摩擦面后一块不可高于前一块,整体波浪度不大于2 mm。调整合格后把紧螺母并点焊固定。
2.9全面清理
彻底清理转子磁轭,要求任何部位不可留有杂物、焊渣等。
3结语
凯恩吉6号水轮发电机组磁轭装配因安装工艺成熟、可操作性强、安装单位经验丰富、 质量体系健全,使得磁轭装配工序顺利完成。所有检测数据均优于安装标准要求,为后续工作奠定了坚实的基础。但副立筋的配加工错误也反映出此类型的磁轭装配在结构及工艺方面尚有可优化的空间,即减少配加工的工艺方法,多采用可在工地现场进行调整的工艺方案。此结构磁轭装配下一步的工艺研究方向应为取消副立筋的配加工工艺,采取直接在工地现场调整并装焊副立筋或磁轭凸键的工艺方案,如此有望突破目前的工艺局限性。
参考文献
[1]周峰.双沟水电站发电机转子安装工艺[J].上海大中型电机,2011,(01):28-30.
[2]周厚生.水轮发电机组安装与检修[M].郑州:黄河水利出版社,2009.
