YL335B生产线装配单元创新设计
2016-06-28 16:08陈力
天津科技 2016年6期
陈 力
(天津现代职业技术学院 天津300350)
YL335B生产线装配单元创新设计
陈 力
(天津现代职业技术学院 天津300350)
装配单元是YL335B生产线中模拟完成两个不同形状的物料装配过程,并通过旋转工作台模仿工件的物流传送。由于装配单元结构复杂、控制要求繁琐,因此,电气控制系统的设计与PLC编程的实现都较困难。针对这些难题,提出一种新的设计解决方案,并根据任务要求,对系统进行了硬件和软件设计;对工作过程中的难点做了详细分析。最后,根据设计的顺控功能流程图,编写出PLC梯形图程序。实践证明,工作站能够按照任务要求高效稳定地开展工作。
PLC 电气控制 顺控功能流程图 梯形图
0 引 言
YL335B装配单元的功能是将生产线中分散的两个物料进行装配,完成将单元料仓内的黑色或白色小圆柱工件装入到物料台上半成品工件中心孔的过程。
装配单元基本工作过程是:料仓中的物料在重力作用下自动下落,通过两直线气缸的共同作用,分别夹紧与松开底层相邻两物料,完成物料的连续下落;下落的物料落入气动摆台的料斗中,摆台完成180,°位置变换后,由气缸构成的机械手夹持并移动,嵌入到已定位的半成品工件中。由于装配单元的结构复杂,PLC控制I/O点数多,因此编程实现困难。为了使工作站实现高效、稳定工作,提出了新的编程设计解决方案。
1 控制任务要求
1.1 检查初始位置
装配单元各气缸的初始位置是:挡料气缸处于伸出状态,顶料气缸处于缩回状态,料仓内已经有充足的小圆柱零件;装配机械手升降气缸处于提升状态,伸缩气缸处于缩回状态,气爪处于松开状态。
设备上电和气源接通后,若各气缸满足初始位置要求,并且料仓内已经有充足的小圆柱零件,件装配台上没有待装配工件,则“正常工作”指示灯HL1常亮,表示设备已准备好;否则,该指示灯以1,Hz频率闪烁。
1.2 启动工作
若设备已准备好,按下启动按钮,装配单元启动工作,“设备运行”指示灯HL2常亮。如果回转台上的左料盘内没有零件,就执行下料操作;如果左料盘内有零件,而右料盘内没有零件,则执行回转操作。
1.3 待装配
如果回转台上的右料盘内有小圆柱零件且装配台上有待装配工件,则执行装配机械手抓取零件,放入待装配工件中的操作。
1.4 完成装配任务
完成装配任务后,装配机械手应返回初始位置,等待下一次装配。
1.5 停止工作
若在运行过程中按下停止按钮,则供料机构应立即停止供料,在装配条件满足的情况下,装配单元在完成本次装配后停止工作。
2 系统硬件设计
系统PLC的输入部分连接光电传感器、磁性传感器和按钮开关,用于接受启停信号、工件检测信号和气缸活塞的位置信号;PLC的输出部分连接电磁换向阀的线圈和信号指示灯,用来驱动落料单元、抓取机械手的气缸动作和显示工作站的状态。系统结构图如图1所示。
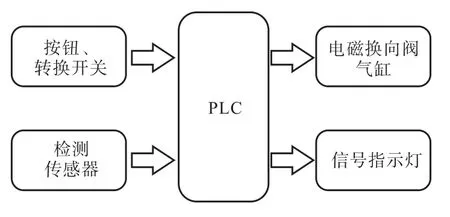
图1 装配单元PLC硬件系统结构图Fig.1 PLC hardware system structure of the assembly unit
3 系统软件设计
装配单元的I/O点较多,选用S7-226 AC/DC/RLY主机单元,共24点输入,16点继电器输出,能够满足系统电气控制总点数的要求。
系统进入运行状态后,装配单元的工作过程主要包括两个相互独立的子过程,一个是供料控制子程序,另一个是装配控制子程序,如图2所示。
供料过程就是通过供料机构的操作,使料仓中的小圆柱零件落到摆台左边料盘上,然后摆台转动,使装有零件的料盘转移到右边,以便装配机械手抓取零件。供料控制子程序步进功能流程图如图3所示。
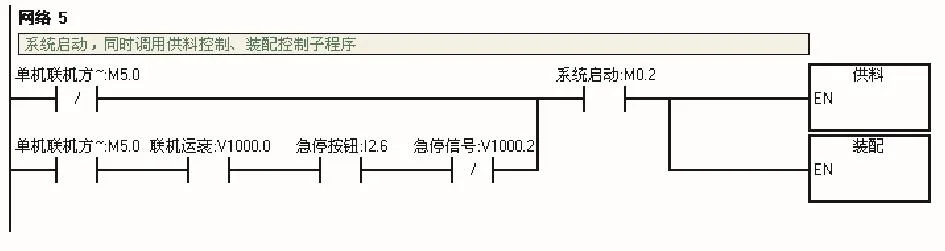
图2 PLC主程序1Fig.2 PLC main program 1
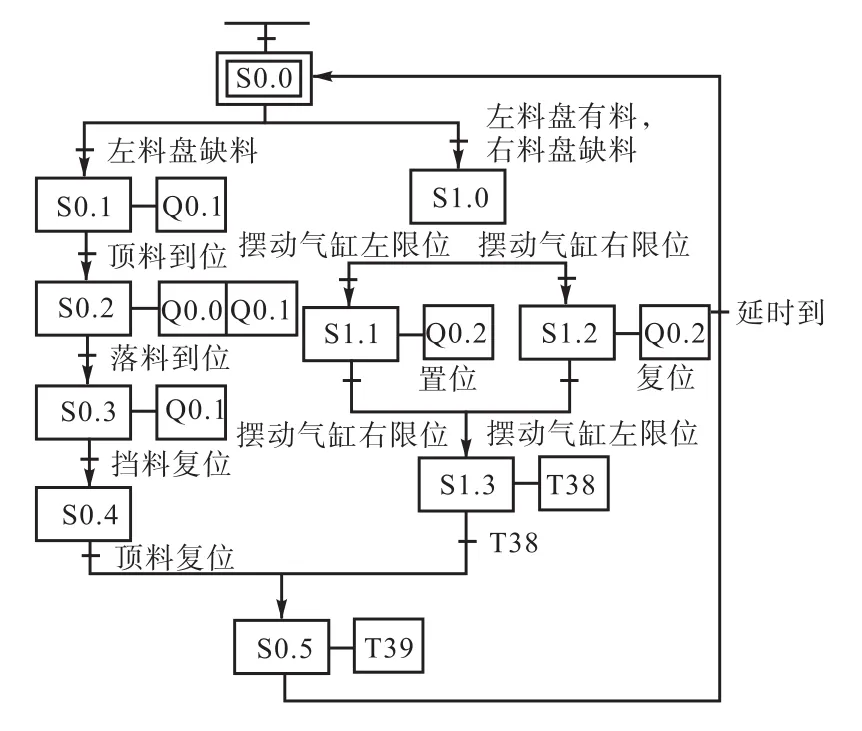
图3 供料控制子程序功能流程图Fig.3 Flow chart of feeding control subprogram functions
从图3可以看出,供料控制过程包含两个相互联锁的过程,即落料过程和摆台的转动、料盘转移的过程。在小圆柱零件从料仓下落到左料盘的过程中,禁止摆台转动;相反,在摆台转动的过程中,也不允许进行落料。因此,在功能流程图的设计中,采用选择序列结构来处理两个相互联锁的问题。在摆台静止、料仓有料且左侧料盘空缺的情况下,进行落料控制;在摆台静止、左侧料盘有料且右侧料盘空缺的情况下,则进行摆台的转动控制。编程的实现如图4所示:
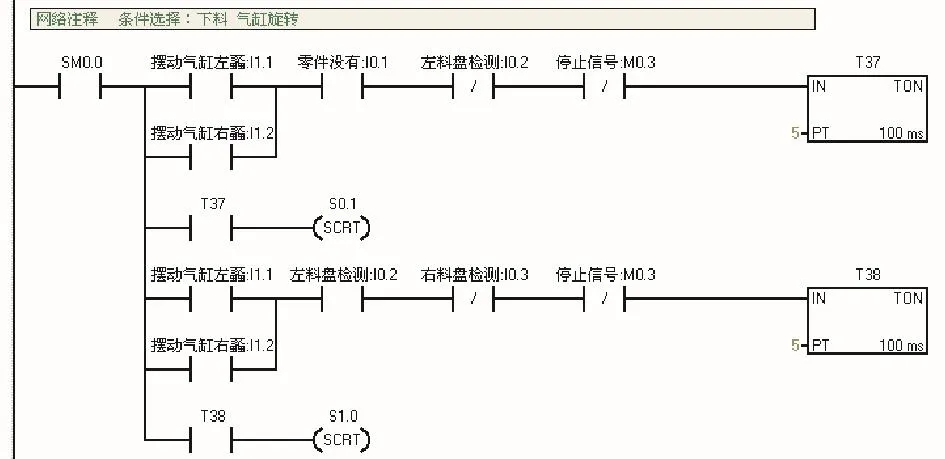
图4 供料控制子程序Fig.4 Feeding control subprogram
装配过程是当装配台上有待装配的工件,并且装配机械手下方有小圆柱零件时,进行装配工件的操作。装配控制子程序流程图如图5所示:

图5 装配控制子程序流程图Fig.5 Flow chart of assembly control subprogram functions
通过图5可以看出,装配过程控制是单序列步进流程,当右料盘有料、装配台上有待加工工件且机械手在初始位置时,则进行装配工件操作。开始部分梯形图程序如图6所示:

图6 装配控制子程序Fig.6 Assembly control subprogram
停止操作,在运行中按下停止按钮,对于供料控制,各气缸复位,供料标志位M0.5接通,子程序返回到初始步SN0.0;对于装配控制,机械手完成当前工作周期,装配标志位M0.6接通,子程序返回到初始步S2.0。只有在供料控制和装配控制均返回到初始位置,才能执行系统的停止、复位操作。此部分梯形图程序如图7所示:

图7 PLC主程序2Fig.7 PLC main program 2
4 结 语
装配单元包含的传感器、气动元件较多,结构复杂,PLC编程实现较为困难,本文采用顺序控制功能流程图的设计方法,提出了解决问题的新方案,为系统程序的编写提供了可靠依据。实践证明,工作站能够稳定运行。■
[1] 吴有明. 自动生产线调试与维护[M]. 北京:北京大学出版社,2012:150-158.
[2] 廖常初. PLC 编程及应用[M]. 北京:机械工业出版社,2013:200-202.
[3] 吕景泉. 自动化生产线安装与调试[M]. 北京:中国铁道出版社,2008:103-115.
[4] 苗喜荣. 基于YL335B 输送站项目的实训研究[J]. 职业技术,2012(5):137.
An Innovative Design of Assembly Unit for YL335B Production Line
CHEN Li
(Tianjin Modern Vocational Technology College,Tianjin 300350,China)
The assembly unit simulates two different shapes of the process of assembly in the YL335B production line,and through the rotation of working table,it simulates the logistics of workpiece transfer.Because of the complicated structure and complex control requirements of the assembly unit,the design of electrical control system and PLC programming are more difficult to achieve.For these difficulties,a new design solution was proposed and hardware and software of the system were designed according to the requirements of the task;also,a detailed analysis of the difficulties in the work process was made.Finally,according to the design of the flow chart of the control function,the PLC ladder was programmed.The practice has proved that the work station can work efficiently and steadily according to the task.
PLC;electric control;flow chart of control function;ladder diagram
TP27
A
1006-8945(2016)06-0051-03
2016-05-10
猜你喜欢
轮胎工业(2022年10期)2022-12-30
同位素(2022年4期)2022-08-22
计算机与数字工程(2019年4期)2019-05-07
制造业自动化(2017年2期)2017-03-20
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
浙江共产党员(2014年12期)2014-07-10
中国新技术新产品(2014年3期)2014-03-24
原子能科学技术(2011年12期)2011-09-18
科技传播(2011年24期)2011-08-29