
涤纶POY成型卷绕工艺探讨
2016-06-28 05:55王哲
科技与创新 2016年11期
关键词:涤纶
王哲
摘 要:主要对涤纶POY成型卷绕工艺进行了探讨,从接触压力、卷绕角和超喂、干扰振幅与频率角度进行了分析,希望能给有需要的人提供帮助。
关键词:涤纶;卷绕工艺;接触压力;卷绕角
中图分类号:TQ340.6 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.11.150
文章编号:2095-6835(2016)11-0150-01
涤纶POY卷绕成型的质量与POY原丝条干等预取向性丝质、POY包装运输等有着直接的联系,可能会影响加工时原丝的退绕性能和拉伸变丝的染色均匀性。由此可见,掌握正确的卷绕工艺是保证涤纶POY成型质量的重要方法。
1 接触压力
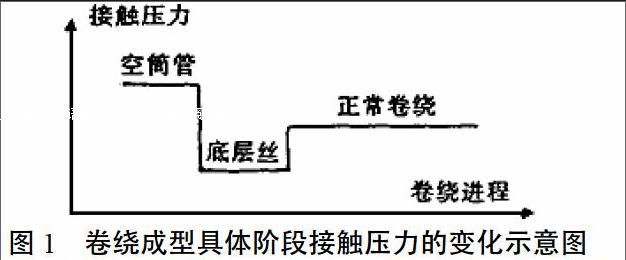
以SW46-1S系列卷绕头为例,该系列卷绕头的卡盘都是从动的,其卷绕成型的方式主要是通过摩擦辊与筒子之间的摩擦而形成的。但是,在卷绕的过程中,丝饼直径会不断加大。这就意味着可以根据卷绕成型的具体阶段在卷绕头上设计不同的接触压力,具体如图1所示。
当空筒管开始启动时,摩擦辊会带动卡盘逐渐达到工艺速度,因此,这时的压力一定要满足其应有的条件,从而使卡盘尽快达到工艺速度。在生头的过程中,绕底层丝会受到纸管材质、油剂性能的影响。这时,压力一定要小,否则很有可能使底层丝条受到损伤,严重情况下,甚至会出现缠丝、断头等现象。这一压力作为确保底层丝质量的重要因素,只有加强对其的控制,才能够避免一些损伤现象的出现。这里的压力作用使得丝饼只有20 mm的厚度。丝饼厚度可以根据行程开关的具体要求来调整,尤其是可以根据丝饼底层丝的实际卷绕程度及其相应的加工效果来调整。在正常卷绕的过程中,压力的大小往往能够直接决定丝饼的硬度。压力越大,卷绕丝饼的硬度自然就越高;压力越小,丝饼的硬度也就越低。正常情况下,卷绕时的压力高于底层丝的压力,但低于空筒管的压力。这样能够保证丝饼的肖氏硬度在55~70之间,从而获得更好的外观和退绕性能。
在正常卷绕和绕底层丝时,SW46-1S系列卷绕头所有的接触压力都是无法直接调整的,因此,在卷绕控制柜上,可以为其设计压空压力P2和P3。这样一来,卷绕时,可以通过调节P2和P3调整接触压力,其实际接触压力是卷绕头自重与压空作用气缸之间产生的反作用力差值,具体为:底层丝接触压力=卷绕头自重-P3作用气缸产生的反作用力;正常卷绕接触压力=卷绕头自重-P2作用气缸产生的反作用力。
2 卷绕角和超喂
丝饼的卷绕成型角度往往能够直接影响丝饼的成型质量。如果卷绕角度过小,那么丝束之间几乎已经形成了平行堆砌,尤其是在接触压力的作用下,丝束逐渐向两端滑移,导致筒子出现成型不良的现象,严重时,甚至会出现塌边现象。即便合理地加大卷绕角能够暂时防止卷绕筒子出现塌边现象,但是因卷绕角过大,丝条很容易在卷绕过程中甩出断面,继而形成了蛛网丝,并且很有可能使得横动导丝器往返频率过高,丝束与横动导丝器之间的摩擦频率加大,对丝条造成不可挽回的损伤。通常情况下,卷绕角度可以设置为7°。超喂与卷绕成型之间的关系为:只要超喂率增加,那么卷绕角自然也会增加,蛛网丝出现的概率也就更大;反之,超喂率过小会使得硬度增加,进而影响退绕性能。由此可见,当纤度为270 dtex时,可以将超喂率控制在3.5~5.5之间。实际生产过程中,可以根据产品的实际需求和产品品质的总纤度选择相应的超喂值。总之,如果纤度较大,可适当增加超喂率;如果纤度较小,可适当减少超喂率。这样就能避免导丝器对丝条造成损伤和影响。
3 干扰振幅与频率
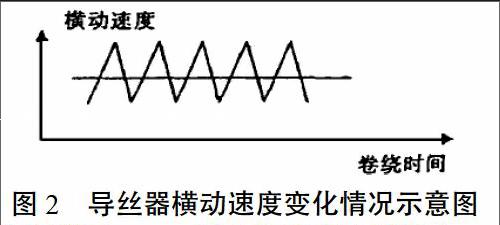
以SW46型卷绕机为例,可以使用随机卷绕的方式。也就是说,在摩擦驱动辊线速度不发生任何变化的情况下,卷绕辊的速度会随着直径的增加而出现下降的现象。如果辅助槽辊的速度不变,即横动系统不发生任何变化,只要卷绕比im达到整数,那么丝条就可以在筒子上重叠一次,自然也就形成了无数密集的凸筋和深槽,很容易影响条干的均匀性和染色的均匀性。要想改善丝饼的成型情况,避免丝条出现叠丝情况,那么就必须在辅助槽辊的基础上为其增加一个干扰信号,使其形成一个三角波形,自然而然也就能使导丝器横动速度出现变化。图2所示为导丝器横动速度的变化情况。
在实际生产过程中,一般会将振幅控制在0.8~1.5之间,频率在10~15周之间。需要注意的是,振幅不能过大,否则会使蛛网丝和凸肩的形成出现问题。但是,随着工艺状况和生产品种的变化,只要能够适当调整振幅频率,那么就能得到好的成型外观。
4 结束语
综上所述,本文就涤纶POY成型卷绕工艺进行了详细的分析,得知涤纶POY卷绕成型质量与涤纶POY包装运输等有着直接的联系,甚至有可能会影响染色的均匀程度。因此,要想得到好的成型外观,那么就必须掌握最基本的涤纶POY卷绕成型技术,尤其是要能够正确控制卷绕工艺参数,这样才能提高涤纶POY卷绕工艺的技术水平。
参考文献
[1]晏金龙.熔体直纺205 dtex/192f细旦扁平涤纶的开发[J].合成纤维,2012(12):37-39.
[2]雷端明.涤纶超细纤维生产[J].广东化纤,1995(03):1-8.
[3]孙彩艳.涤纶POY生产工艺的改进对DTY产品的指标影响[J].中国纺织,2014(02):126-128.
[4]郭成越,方千瑞,李岳春,等.熔体直纺275 dtex/288根细旦涤纶POY生产工艺[J].丝绸,2014(06):1-5.
〔编辑:刘晓芳〕
猜你喜欢
纺织服装周刊(2022年13期)2022-04-15
悦游 Condé Nast Traveler(2022年1期)2021-12-16
纺织服装周刊(2019年43期)2019-12-20
丝绸(2019年6期)2019-01-08
丝绸(2017年12期)2017-10-15
中国纤检(2016年4期)2016-05-06
股市动态分析(2015年10期)2015-09-10
纺织导报(2015年3期)2015-04-09
纺织导报(2014年7期)2014-10-30
纺织导报(2014年10期)2014-10-29
