
C3选择性加氢热耦合催化精馏流程模拟
2016-06-24 06:49王易卓罗祎青钱行袁希钢化学工程联合国家重点实验室天津大学天津300072
化工学报 2016年2期
王易卓,罗祎青,钱行,袁希钢(化学工程联合国家重点实验室(天津大学),天津 300072)
C3选择性加氢热耦合催化精馏流程模拟
王易卓,罗祎青,钱行,袁希钢
(化学工程联合国家重点实验室(天津大学),天津 300072)
摘要:针对C3选择性加氢过程中冷剂费用过高问题提出将选择性加氢催化反应器设置在脱乙烷精馏塔的提馏段,并通过原流程的3个精馏塔的不同热耦合方式所构成的3种热耦合催化精馏结构;对三热耦合催化精馏结构分别进行严格模拟和评价,表明通过分离和加氢反应的结合增加了加氢反应的转化率,并通过热耦合降低了分离能耗,年度总费用降低显著。模拟结果表明,3种方案的年度总费用节约效果分别为4.107%、6.420%和10.337%。
关键词:C3选择性加氢;反应精馏;热耦合精馏塔
2015-07-30收到初稿,2015-10-22收到修改稿。
联系人:袁希钢。第一作者:王易卓(1991—),女,硕士研究生。
Received date: 2015-07-30.
引 言
丙烯是一种重要的基础化工原料,在现代石油和化学工业中占有重要地位,烃类裂解是丙烯的主要来源。烃类蒸气裂解制乙烯装置得到的碳三(C3)馏分含有1.0%~3.5%(有时甚至达到6%~7%)[1]的丙炔(MA)和丙二烯(PD)杂质,而在一般的聚合级丙烯中,MAPD含量必须在0.005%(体积分数)[1]以下。工业上脱除MAPD的方法为选择性加氢,主要有气相选择加氢工艺和液相选择加氢工艺。催化精馏加氢工艺因可提高反应转化率和选择性、温度易于控制、可缩减流程、降低成本等优点而受到关注,但研究尚不充分。
同时,精馏作为主要的分离手段,由于需要深冷,因而丙烯生产过程的精馏能耗巨大,如何提高其能源利用效率一直是化学工业关注的热点。在诸多节能技术中,热耦合精馏是一种基于热力学第二定律的节能技术,最早在1937年由Brugma[2]提出,此后Cahn等[3],Petlyuk等[4-5]初步研究了热耦合的基本结构,Krolikowski等[6-7]进一步研究了热耦合结构的设计方法。精馏塔热耦合的结构有3种:TCS(完全热耦合)结构、TCS-R(侧线精馏部分热耦合)结构、TCS-S(侧线提馏部分热耦合)结构。与精馏塔热耦合结构热力学等价的分隔壁精馏塔也有3种结构:全热耦合分隔壁精馏塔、分隔壁侧线精馏塔、分隔壁侧线提馏塔。目前,工业上只有完全热耦合塔应用的少量报道于BASFAG、MW Kellogg Limited、Hairston等公司[8]。反应精馏与隔板精馏塔(DWC)相结合的RDWC技术,具有产品转化率高、成本及能耗较低的特点[9]。已有学者将RDWC应用于乙酸甲酯水解体等酯化体系[10-11],但还未见工业应用的相关报道。此外,田禾等[12]提出C3选择性加氢过程中的脱乙烷塔和丙烯塔的热耦合催化精馏结构,将年度冷剂费用降低了2.44%~3.61%,验证了该流程中RDWC方案的可行性和节能性。本文同样选择设备投资和操作能耗上都表现出明显的优势[13]的前脱丙烷前加氢流程中,针对C3选择性加氢流程提出了3种热耦合催化精馏结构,利用Aspen Plus化工流程模拟软件对流程进行模拟,验证了热耦合催化精馏可提高MAPD反应转化率,降低过程能耗和年度总费用(TAC),并对节能效果进行比较,对其节能原理进行初步分析。
1 热耦合催化精馏流程
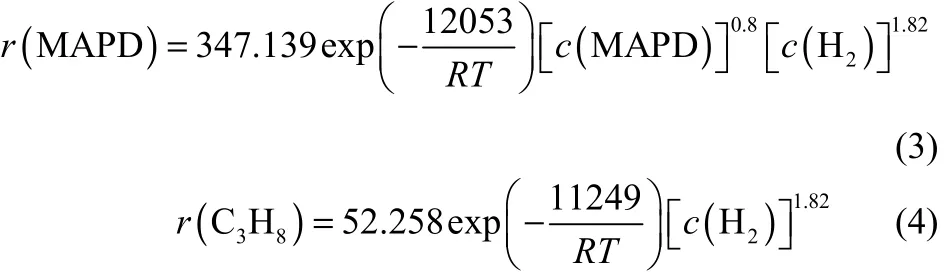
本文的研究范围包括前脱丙烷前加氢流程中的:预脱甲烷塔、脱甲烷塔、脱乙烷塔、碳三加氢反应器,具体流程如图1所示。各塔进料、出料流股信息见表1。预脱甲烷塔的进料分别来自上游乙炔加氢反应器和碱洗塔塔釜,预脱甲烷塔塔顶的产品经过脱甲烷塔塔釜的产品预冷后至−50.7℃进入脱甲烷塔,除此之外,脱甲烷塔还有来自碱洗塔塔顶的进料,分别被冷箱系统不同程度地预冷并分成三股分别进入脱甲烷塔。预脱甲烷塔塔釜的产品分成流量相等的两股,其中一股经过减压阀后压力降为2650 kPa(表压),温度为15.8℃,作为脱乙烷塔原料流股,进料位置在第14块板;另一股作为高压脱丙烷塔的冷剂进行冷量回收,经过换热器后温度升至20.8℃,压力降为2679 kPa(表压),作为脱乙烷塔原料流股,进料位置在第22块板。来自脱乙烷塔塔釜的C3流股降至40℃后与氢气混合,进入碳三加氢反应器,将丙炔(MA)、丙二烯(PD)转化为丙烯和丙烷。此后,C3流股经过换热器温度降为40℃,为丙烯和丙烷的分离做准备,为保证各流程出料状态一致,将这个换热过程纳入流程中。
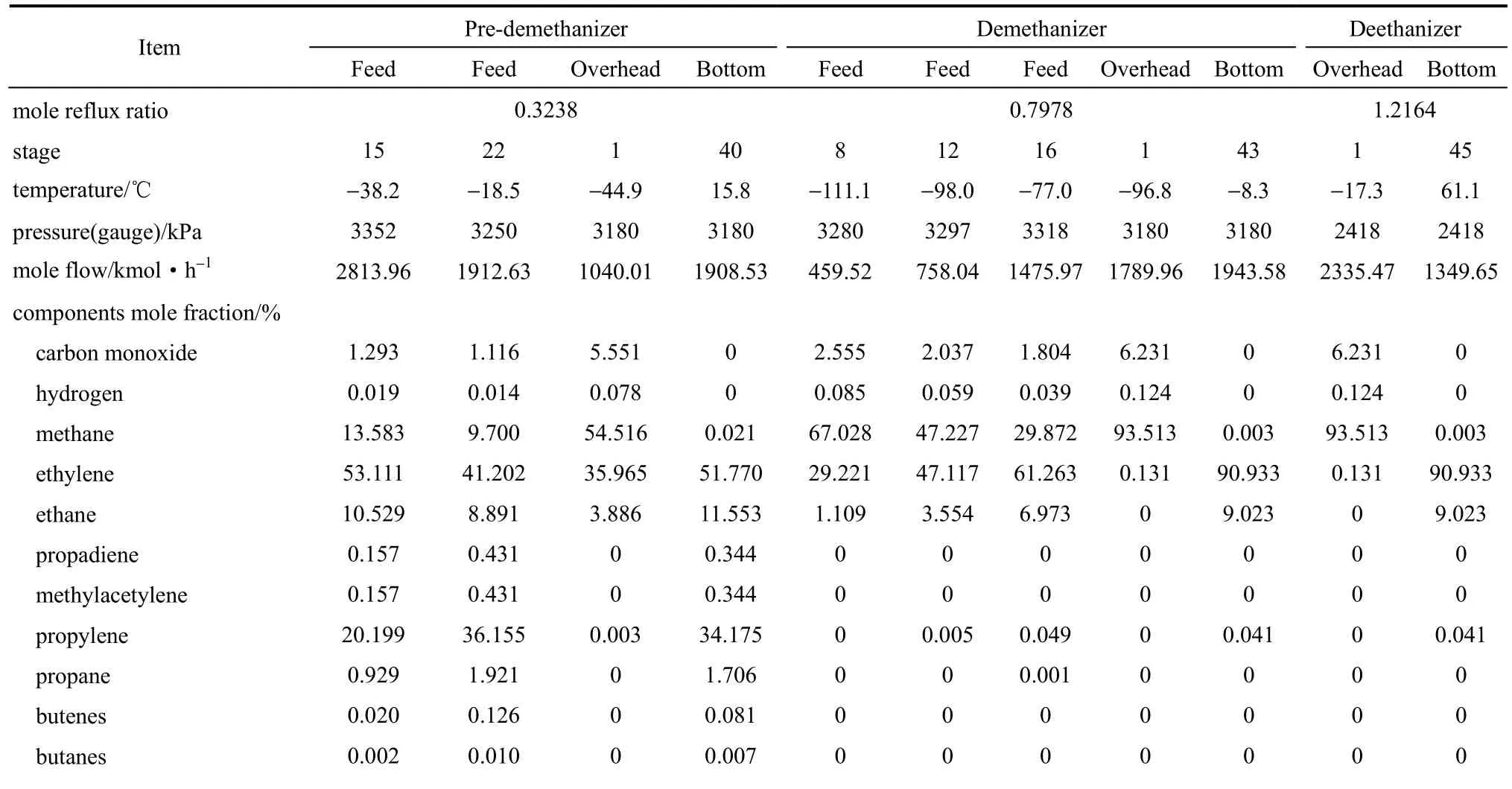
表1 各塔进料、出料流股信息Table 1 Information of feed streams and product streams in every column

图1 原流程Fig.1 Original process
1.1热耦合催化精馏流程
本研究首先在原流程的预分离序列基础上分别用其中的两个精馏塔构建了两个部分热耦合结构,分别是:预脱甲烷塔与脱乙烷塔的TCS-R结构和其公共提馏段的催化精馏(flowsheet 1)、预脱甲烷塔与脱甲烷塔的TCS-S结构及脱乙烷塔的催化精馏(flowsheet 2)。尽管流程中组分较多,但由于分离系统中的关键组分为C1、C2、C3,可以看作是三组分的分离,而全热耦合结构在分离三组元时表现优异,故在本研究中使用全热耦合结构(flowsheet 3),预分塔清晰分离C1和C3,C2作为分布组分同时存在于该塔的塔顶和塔底。主分馏塔分别实现C1和C2、C2和C3之间的分离。
以上流程的模拟过程中,首先规定精馏塔塔顶或塔釜馏出流率确保质量守恒,然后调整回流比保证分离达到要求,并使流程能耗最小。为方便各流程结果的比较分析,3个塔的塔板数都没有改变,分离出的C3产品也均被冷至40℃。
3种热耦合流程均使用催化精馏工艺,将催化精馏构件放置与脱乙烷塔底部,如图2所示。氢气从催化精馏构件下方进入脱乙烷塔,向上通过催化精馏构件,与下落液相及上升气相中的MAPD反应,生成丙烯和丙烷。

此外,由于有两个热耦合流程中脱乙烷塔压力必须提高至于预脱甲烷塔相同的3180 kPa(表压),考虑到这对流程的最终节能效果会有显著影响,因此单独提高了脱乙烷塔压力,并优化进料位置,考察其对整个流程的影响。
催化精馏的主要反应为
于在群等[14-16]在固定床积分反应器上研究了C3液相选择加氢催化剂的宏观动力学,并用幂指数形式的动力学方程较好地拟合了实验和生产数据
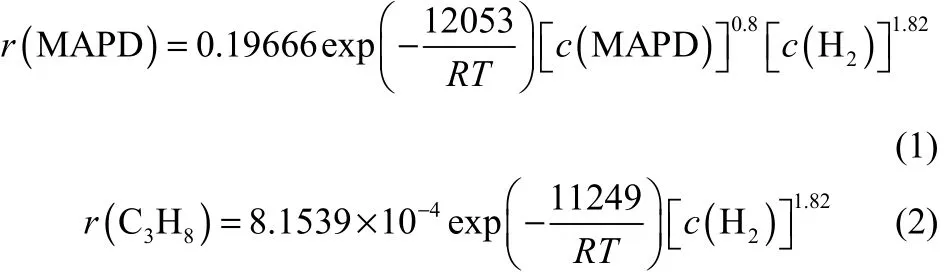
式中,r(MAPD)、r(C3H8)分别为MAPD加氢生成丙烯以及丙烯加氢生成丙烷的反应速率,mol·h−1·(g cat)−1;T为反应温度,K;R为通用气体常数,R=8.314 J·mol−1·K−1;c(MAPD)、c(H2)分别为MAPD、氢气浓度,mol·(g cat)−1。将反应速率和浓度换算成Aspen Power Law(Molarity)中使用的单位kmol·s−1·m−3和kmol·m−3,宏观反应动力学的指前因子也随之改变
1.2预脱甲烷/脱乙烷部分热耦合催化精馏流程
方案1(flowsheet 1)的流程如图3所示,预脱甲烷塔没有再沸器,改用脱乙烷塔一股液相侧线采出连接到预脱甲烷塔塔釜,形成TCS-R结构。模拟过程中,规定预脱甲烷塔塔顶馏出流率和脱乙烷塔塔釜馏出流率,在满足分离效果的条件下调整脱乙烷塔回流比,使能耗最小。
图3 预脱甲烷塔/脱乙烷塔部分热耦合催化精馏(流程1)Fig.3 Pre-demethanizer/deethanizer thermally coupled catalytic distillation hydrogenation process (flowsheet 1)
本流程中脱乙烷塔压力增大到与预脱甲烷塔相同的3180 kPa(表压)。预脱甲烷塔在优化过程中原本第22块板出的进料调整为第20块,塔底为与脱乙烷塔连接的耦合流股,在脱乙烷塔段进料位置为第18块板,气相侧线采出位置为第19块板,采出流率为2850.11 kmol·h−1。其余条件均与原流程相同。
流程的经济性和新工艺的节能效果用年度总费用(TAC)来评价,各流程的TAC计算方法均与此相同。年度总费用为操作费用(OC)与设备折旧费用之和[17]

式中,固定资产折旧年限θ为14年[18]。CI为设备的成本费用,包括固定费和安装费,安装费可认为是固定费的一半,即

固定费用包括精馏塔和反应器壳体费用(Cshell)、塔内件费用(Cinternal)和换热器费用(Cexchanger)

所有固定费用包括材料费和制造费,而制造费可认为与材料费相等,所以2倍材料费即为所求的固定费。对于塔壳材料费,塔高和塔径由Tray Sizing计算出,根据操作温度选材后用内压容器壁厚公式计算得到壳体壁厚,继而得到所需材料质量和费用

式中,h为塔高;d为精馏塔直径;δn为壳体名义厚度;ρ为钢材密度;P为钢材价格。
精馏塔选用格力奇浮阀塔板(Glistch ballast),单块塔板的费用包括塔盘、浮阀等费用,塔盘费用即制作材料费用,浮阀个数N′由塔内平均气相流阀孔气速和单个浮阀面积之积得到,即

式中,N为塔板数;S为制作塔盘所需钢板面积;P1为塔盘钢板价格;P2为单个浮阀价格;C′为降液管、紧固件与塔板支撑装置费用。
需要注意的是,对于此后的热耦合流程,耦合部分由于塔内件安装工艺较复杂,单块塔板所需费用为一般精馏塔的1.5倍。换热器同样需要选材,计算出换热面积后可在换热器手册[19]中找到符合条件的标准换热器,分别计算出壳体费用和换热管费用,计算公式如下

式中,DN为筒体公称直径;L为换热管长度;δ1为筒体壁厚;P1′为筒体钢材市场价格;n为换热管根数;δ2为换热管壁厚;P2′为换热管钢材市场价格。
年度操作费用(OC)即公用工程的费用,其中电费与其他费用相比可忽略,包括精馏塔冷凝器、再沸器和流程中换热器冷剂和热剂的费用。本文假设各流程中催化剂的类型、用量、使用寿命等相同,因此在TAC比较中无须考虑催化剂费用。在本流程中,需要的热剂有:−1℃丙烯、25℃丙烯和急冷水,均可由乙烯装置的冷箱系统的循环过程提供,热公用工程对总费用影响较小,故不需要计算费用。需要的冷剂有:−102℃乙烯、−62℃乙烯、−22℃乙烯和冷却水。在以下两个假设下,乙烯冷剂的价格可由有效能计算得到:制冷剂的有效能全部来自于压缩机做功,及压缩机的电能;压缩机做功产生不同温位的冷剂转化效率是一样的。冷公用工程的单价见表2。

表2 冷公用工程单价Table 2 Prices of refrigerants
需要指出的是,由于本流程中预脱甲烷塔塔底流股的冷量并没有回收,在TAC计算时加入了等同于这部分冷量效果的冷剂费用。在传统液相加氢流程中,这部分冷量将高压脱丙烷塔塔顶的回流从
41.7℃冷却至24.0℃,用水冷却即可,换热器负荷为3.274 MW,计算得到年度冷剂费用为0.081 MUSD。
1.3预脱甲烷/脱甲烷部分热耦合催化精馏流程
方案2(flowsheet 2)的流程如图4所示,预脱甲烷塔没有冷凝器,改用脱甲烷塔一股气相侧线采出连接到预脱甲烷塔塔顶,形成TCS-S结构。模拟过程中,规定预脱甲烷塔塔底馏出流率和脱甲烷塔塔顶馏出流率,在满足分离效果的条件下调整脱甲烷塔回流比,使能耗最小。
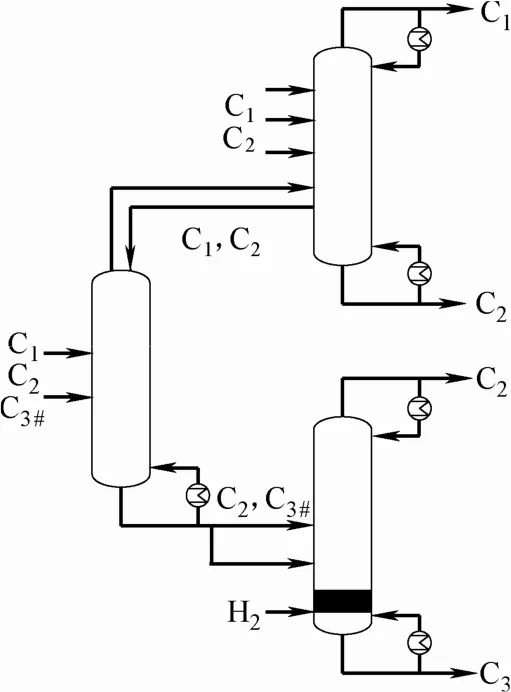
图4 预脱甲烷/脱甲烷部热耦合催化精馏(流程2)Fig.4 Pre-demethanizer/demethanizer thermally coupled catalytic distillation hydrogenation process (flowsheet 2)
预脱甲烷塔顶为与脱甲烷塔连接的耦合流股,在脱甲烷烷塔进料位置为第24块板,液相侧线采出位置为第23块板,采出流率为363 kmol·h−1。其余条件均与原流程相同。
1.4带中间冷凝器的完全热耦合催化精馏流程
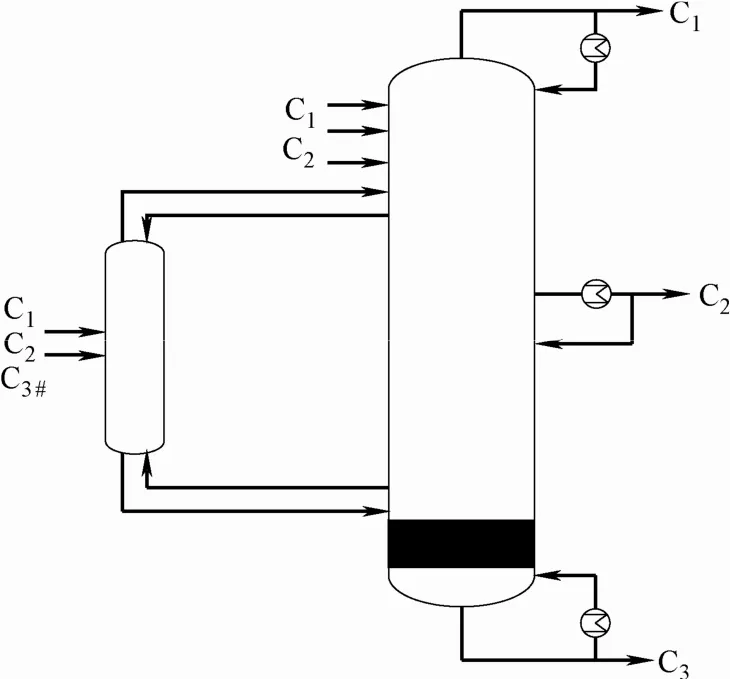
图5 带有中间冷凝器的完全热耦合催化精馏(流程3)Fig.5 Fully thermally coupled catalytic distillationhydrogenation process with intermediate condenser (flowsheet 3)
方案3(flowsheet 3)的流程如图5所示,预脱甲烷塔没有再沸器和冷凝器,改用主塔一股液相侧线采出和一股气相采出连接到预脱甲烷塔釜和塔顶,形成TCS结构。主塔代替了脱甲烷塔和脱乙烷塔,塔顶采出C1,塔底采出C3,中间采出一股气相流股,完全冷凝后一部分作为回流,另一部分作为采出的C2进入下一工段。需要指出,由于原流程中脱甲烷塔与脱乙烷塔塔内气液相负荷相差较大,在全热耦合结构的主塔中引入中间冷凝器防止精馏段负荷增大带来的能量损失。
预脱甲烷塔塔顶、塔底均为与主塔连接的耦合流股:塔顶的气相采出在主塔进料位置为第24块板,主塔的回流到预分塔的液相侧线采出位置为第23块板,采出流率为292.97 kmol·h−1;塔底的液相采出在主塔进料位置为第63块板,主塔的回流到预分塔的气相侧线采出位置为第64块板,采出流率为2729.94 kmol·h−1。主塔共89块板,除与预分塔的耦合流股外,还有原流程中脱甲烷塔的3股进料,进料板依次为第8、13、16块板。主塔回流比为0.7978,进入中间冷凝器的气相侧采在第49块板,流率为5164.34 kmol·h−1,全部冷凝后采出4280.00 kmol·h−1作为C2产品进入下一工段,其余回流到主塔的第50块板。
与flowsheet 1的TAC计算相同,本流程中预脱甲烷塔塔底流股的冷量并没有回收,在TAC计算时也加入了等同于这部分冷量效果的年度冷剂费用同样为0.081 MUSD。此外,本方案中原本分别采出的两股C2合并成为一股,可能对后续流程中的乙烯塔能耗造成影响,本文分别用两股进料和一股进料模拟了乙烯塔的情况,塔顶的年度冷剂费用由两股进料的24.059 MUSD增大为24.073 MUSD,本流程计算得到的TAC也包括了这一变化带来的0.015 MUSD的年度冷剂费用增加。
2 模拟结果与分析
2.1催化精馏工艺
各流程C3加氢反应MAPD的转化率和TAC比较见表3。
可以看到,催化精馏工艺可以提高MA、PD加氢反应的转化率。究其原因是由于脱乙烷塔塔底反应与精馏同时发生,增大了塔底丙烯的浓度,消除了返混,从而TAC减少。图6为原流程与催化精馏流程中脱乙烷塔中间组分丙烯的浓度分布。同时,在脱乙烷塔塔底加入反应精馏构件后,再沸器的热负荷从9.034 MW减小到7.714 MW,而冷凝器热负荷没有显著变化。这是因为MAPD的加氢反应为强放热反应,反应热分担了一部分再沸器的负荷。
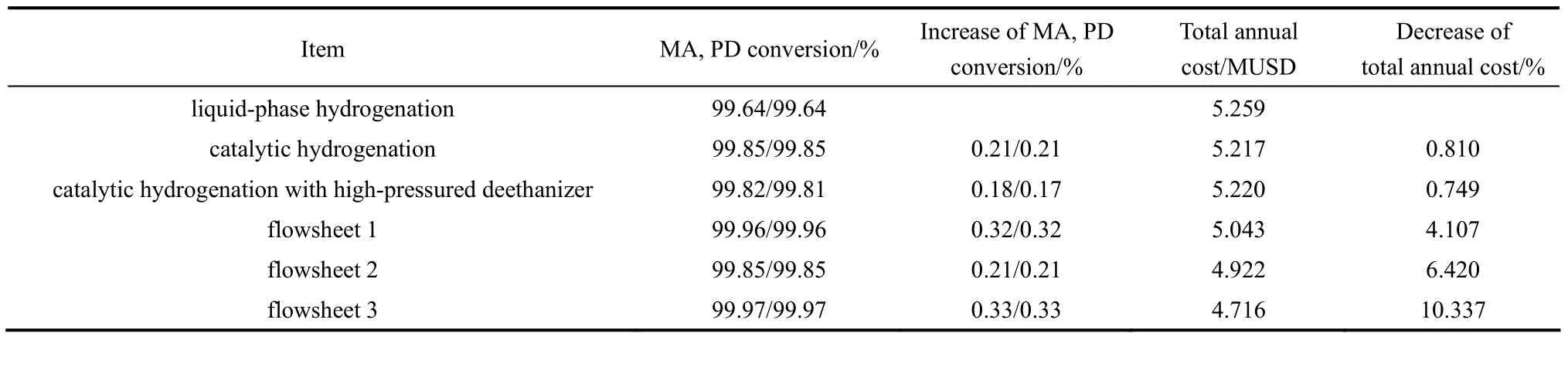
表3 催化精馏流程与传统液相加氢流程的比较Table 3 Comparison between catalytic distillation processes and conventional hydrogenation process
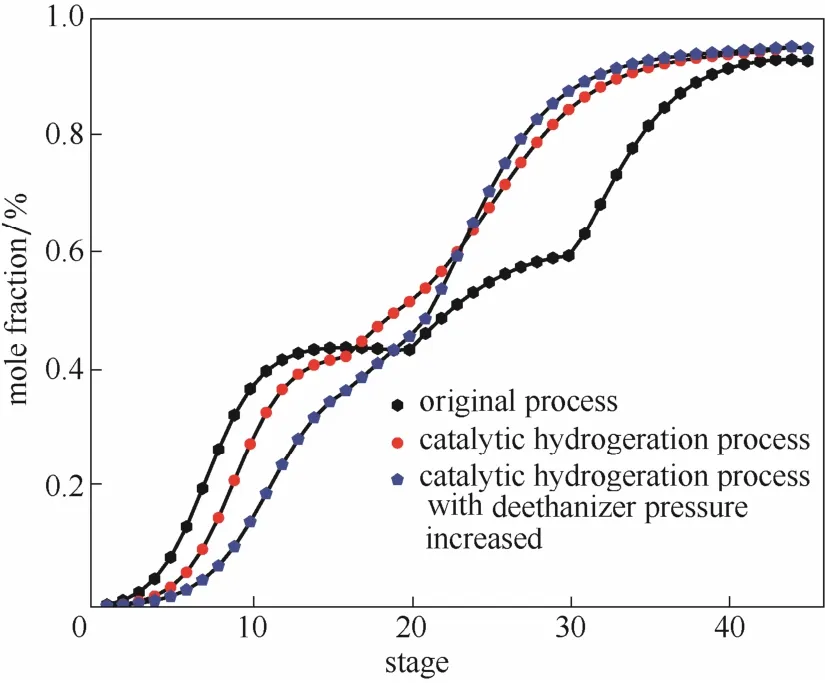
图6 丙烯在脱乙烷塔内浓度分布比较Fig.6 Comparison of concentration distributions of propylene in deethanizer
需要指出的是,虽然为了在增大压力的情况下达到相同的分离效果,脱乙烷塔回流比增大为1.68,同时脱乙烷塔塔釜再沸器热负荷增大,但在本流程TAC计算中,并不包括塔釜热公用工程费用,故此改变对TAC并没有影响。从表3也能看到,脱乙烷塔压力升高后,精馏塔设备费用增加,导致流程年度总费用增加,但影响并不大,与冷剂费用减少带来的影响相比,可忽略不计。
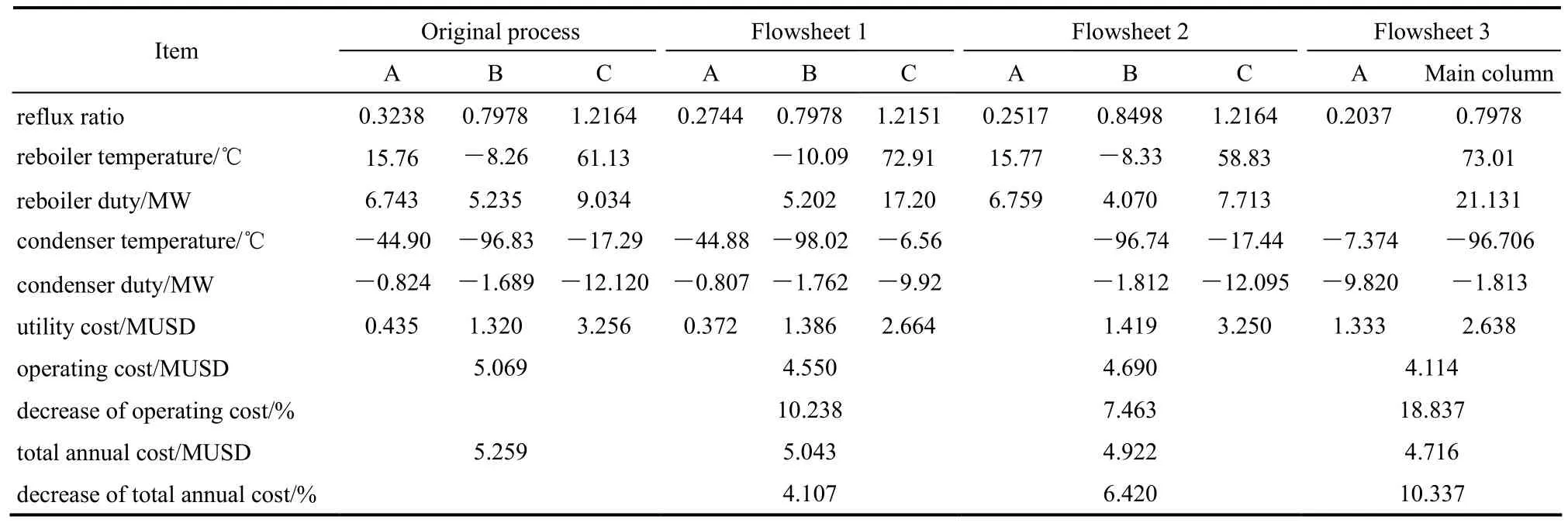
表4 热耦合催化精馏流程与原流程的比较Table 4 Comparison between themally coupled catalytic distillation processes and original process
2.2热耦合流程
首先需指出,以上流程得到的分离效果一致,均与原流程相同。将催化精馏热耦合流程与原流程的计算结果进行比较,结果见表4。
观察表格发现,操作费是流程TAC的主要部分,热耦合催化精馏流程都有不同程度的节能,操作费用的减少也是节能的主要原因,在本研究中即为冷剂费用的减少(参考1.2节可知)。此外,全热耦合的操作费和年度综费用的减少量都是两个部分热耦合的减少量之和。
2.2.1方案1将预脱甲烷塔再沸器替换为热耦合流股后,脱乙烷塔由气液混合进料变为冷液进料[20],相当于在脱乙烷塔中加入了一个中间冷量,脱乙烷塔的任务是C2和C3的分离,冷量的加入更有利于
C3在塔底的增浓。从能量角度看,这部分冷量分担了脱乙烷塔冷凝器的分离任务,冷凝负荷降低。而脱乙烷塔的再沸器由于需要承担原本两个再沸器的任务,负荷增大。对于预脱甲烷塔,原流程中塔内中间组分乙烯在塔的两端都有返混现象,会造成能量的损失,热耦合流程与传统流程中乙烯在预脱甲烷塔内的液相分布分如图7所示,方案1(红线)与其他线的重合度略低是因为在流程优化中对进料板数进行了调整。方案1可以减弱乙烯在塔底的返混现象,减轻预脱甲烷塔的分离任务,从而减小塔内气相流率和回流比,达到节能效果。
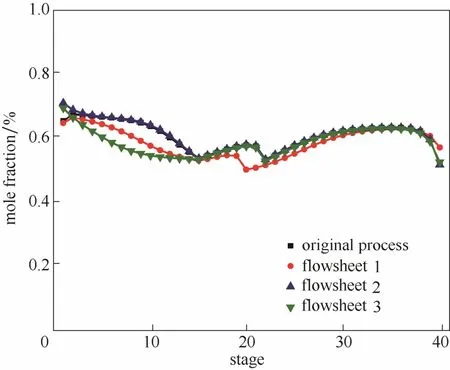
图7 乙烯在预脱甲烷塔内液相摩尔分数的比较Fig.7 Comparison of liquid mole fraction of ethylene in pre-demethanizer
2.2.2方案2与预脱甲烷塔塔底的热耦合相似,将预脱甲烷塔冷凝器替换为热耦合和流股后,脱甲烷塔的一股进料由气液混合进料变为过热蒸汽进料[19],脱甲烷塔的任务是C1和C2的分离,热量的加入更有利于C1在塔顶的增浓。从能量角度看,这部分热量的加入使脱甲烷塔再沸器热负荷降低,而冷凝器由于要承担原本两个冷凝器的任务,负荷增大。但对于整个系统来说,系统的再沸负荷减小,总的冷凝负荷也减小。同样在图7中能看到,预脱甲烷塔塔顶乙烯的返混被减弱,使预脱甲烷塔的回流比减小。
2.2.3方案3全热耦合结构中,预脱甲烷塔与主塔的耦合流股分别等价于进入主塔精馏段的过热蒸汽进料和进入主塔提馏段的冷液进料。精馏段的任务是C1和C2的分离,进料热状况改变(过热蒸汽进料)带来了热量,有利于C1在塔顶的增浓;提馏段的任务是C2和C3的分离,进料热状况改变(冷液进料)带来了冷量,有利于C3在塔底的增浓。从能量角度看,精馏段的过热蒸汽进料可以减少再沸器的负荷,为保持热量平衡,塔冷凝器的负荷也随之减少;提馏段的冷液进料可直接使冷凝器热负荷降低。全热耦合方案具有两个部分热耦合的特性。
同时,在流程优化后,全热耦合预分塔内中间组分的分配比发生了改变,更多的C2去到塔顶,进入主塔的精馏段与C1分离,这是因为C1和C2的分离比C2和C3的分离更容易,在主塔内输入相同的能量,可以达到更好的分离效果,对节能有利。而预分塔的分离任务也因此变得更简单,因此预分塔回流比减小,这也解释了预分塔塔底乙烯浓度较低的现象。
3 结 论
(1)催化精馏的模拟计算结果表明,脱乙烷塔塔底的催化精馏可以增大丙烯在塔底的浓度,从而减少丙烯在塔底的返混,达到节能效果。
(2)模拟结果表明:方案1将脱乙烷塔的气液混合进料变为冷液进料,在脱乙烷塔加入了中间冷量,有利于C3在塔底的增浓,减少了冷凝器的负荷,从而达到节能效果;方案2将脱甲烷塔的气液混合进料变为过热蒸汽进料,在脱甲烷塔加入了中间热量,有利于C1在塔顶的增浓,减少了再沸器的负荷,由能量平衡可知冷凝器负荷也随之减少,从而达到节能效果;方案3同时具有上述两个特点。
(3)比较3种热耦合催化精馏结构的计算结果可知,完全热耦合结构的节能效果是预分塔分别与其他两塔部分热耦合的节能效果之和。
(4)在完全热耦合催化精馏工艺操作条件优化后C2在预脱甲烷塔内的分配比有所改变,可能是方案3的更节能的原因;同时也说明完全热耦合结构的最优解与单独的部分热耦合有所不同,需要进一步研究。
References
[1] 李庆国, 史建公, 尹国海, 等. 国内乙烯装置丙烯加氢精制工艺研究进展 [J]. 中外能源, 2012, (4): 79-85. LI Q G, SHI J G, YIN G H, et al. Avances in technologies for hydrofining propylene in ethylene units [J]. Sino-global Energy, 2012, (4): 79-85.
[2] BRUGMA J. Fractional distillation of liquid mixtures: NL 41850[P]. 1937.
[3] CAHN R P, DI MICELI A G. Separation of multicomponent mixture in single tower: US 3058893[P]. 1959-9-1.
[4] PETLYUK F B, PLATONOV V M, SLAVINSKI D M. Thermodynamically optimal method for separating multicomponentmixtures [J]. Int. Chem. Eng., 1965, 5(3): 555-561.
[5] PETLYUK F B, PLATONOV V M, AVET'YAN V S. Optimal flowsheets of distillation of multicomponent mixtures [J]. Khim Prom-st, 1966, (11): 65-68.
[6] FIDKOWSKI Z T, KROLIKOWSKI L. Thermally coupled system of distillation columns: optimization procedure [J]. AIChE Journal, 1986, 32(4): 537-546.
[7] FIDKOWSKI Z T, KROLIKOWSKI L. Minimum energy requirements of thermally coupled distillation systems [J]. AIChE Journal, 1987, 33(4): 643-653.
[8] HAIRSTON D. The divide in distillation [J]. Chem. Eng., 1999, 106(4): 32-35.
[9] MUELLER I, KENIG E Y. Reactive distillation in a dividing wall column: rate-based modeling and simulation [J]. Ind. Eng. Chem. Res., 2007, 46(11): 3709-3719.
[10] SUN L Y, QI C X, LI J, et al. Design of catalytic divided wall column [J]. Advanced Materials Research, 2011, 219/220: 1589- 1592.
[11] SUN L Y, QI C X, LI J, et al. Control of catalytic divided wall column [J]. Advanced Materials Research, 2011, 225/226: 496-499.
[12] 田禾, 罗祎青, 袁希钢. C3选择性加氢能量耦合催化精馏结构与分析 [J]. 化工学报, 2014, 65(1): 244-250. TIAN H, LUO Y Q, YUAN X G. Configuration and analysis of thermally coupled catalytic distillation for C3alkyne selective hydrogenation [J]. CIESC Journal, 2014, 65(1): 244-250.
[13] 程琳. 前脱丙烷前加氢工艺的研究[J]. 化工管理, 2013, (18): 237-238. CHENG L. Study in front-end depropanizing hydrogenation process [J]. Chemical Enterprise Management, 2013, (18): 237-238.
[14] 于在群, 高步良, 贾颖华.催化蒸馏选择加氢的数学模型和模拟[J]. 化学反应工程与工艺, 2002, 18(1): 12-17. YU Z Q, GAO B L, JIA Y H. Mathematical model for selective hydrogenation of C3streams in a catalytic distillation column [J]. Chemical Reaction Engineering and Technology, 2002, 18(1): 12-17.
[15] 于在群, 高步良, 徐金梅, 等. C3液相选择加氢催化剂宏观动力学研究 [J]. 工业催化, 2002, 10(5): 11-16. YU Z Q, GAO B L, XU J M, et al. Kinetic study of C3cut liquid-phase selective hydrogenation over supported metal catalyst [J]. Industrial Catalysis, 2002, 10(5): 11-16.
[16] 于在群, 朱宏林. 碳三液相加氢反应器的模拟与分析 [J]. 石油化工, 2002, 31(5): 376-379. YU Z Q, ZHU H L. Simulation and analysis of C3hydrogenation reactor [J]. Petrochemical Technology, 2002, 31(5): 376-379.
[17] DOUGLAS J M. Conceptual Design of Chemical Processes [M]. New York: McGraw-Hill Science/Engineering/Math, 1988: 289-296
[18] 王松汉. 乙烯工艺与技术[M]. 北京: 中国石化出版社, 2012: 60. WANG S H. Ethylene Process and Technology [M]. Beijing: China Petrochemical Press, 2012: 60.
[19] 钱颂文. 换热器设计手册[M]. 北京: 化学工业出版社, 2002: 15-18. QIAN S W. Heat Exchanger Design Handbook [M]. Beijing: Chemical Industry Press, 2002: 15-18.
[20] NEIL A C, ARTHUR W W. Temperature-heat diagrams for complex columns (Ⅱ): Underwood’s method for side strippers and enrichers [J]. Ind. Eng. Chem. Res., 1989, 28(9): 1379-1386.
DOI:10.11949/j.issn.0438-1157.20151225
中图分类号:TQ 028.8
文献标志码:A
文章编号:0438—1157(2016)02—0580—08
基金项目:国家重点基础研究发展计划项目(2012CB720500)。
Corresponding author:Prof. YUAN Xigang, yuanxg@tju.edu.cn supported by the National Basic Research Program of China (2012CB720500).
Simulation of thermally coupled catalytic distillation flowsheets for C3alkyne selective hydrogenation
WANG Yizhuo, LUO Yiqing, QIAN Xing, YUAN Xigang
(State Key Laboratory of Chemical Engineering(Tianjin University), Tianjin 300072, China)
Abstract:In order to reduce effectively the refrigeration cost for the process of selective hydrogenation of C3alkyne into alkene, three novel thermally coupled catalytic distillation flowsheets are proposed. In the proposed flowsheets, the reactor for catalytic hydrogenation of C3components is settled in the lower part of the deethanizer in the original process and the three columns are thermally coupled in different ways. The proposed flowsheets are rigorously simulated and evaluated. The results show that, compared with original process, the proposed processes raise the convert ratio of hydrogenation, and at the same time, significant energy saving can be achieved by the thermal couplings, leading to a decrease in the total annual cost by 4.107%, 6.420% and 10.337% respectively for the three proposed flowsheets.
Key words:C3alkyne selective hydrogenation; reactive distillation; thermally coupled distillation
