
国内外聚甲基丙烯酸甲酯本体聚合过程概述
2016-06-23 09:18秦增增李雅芙
天津科技 2016年4期
秦增增,李雅芙,王 姝,田 野
(天津长芦海晶集团有限公司 天津300450)
科技评论
国内外聚甲基丙烯酸甲酯本体聚合过程概述
秦增增,李雅芙,王 姝,田 野
(天津长芦海晶集团有限公司 天津300450)
国内本体聚合研究相对较少,生产经验不足,产品质量还有待提高,同时国外的技术封锁也为研究带来一些困难,因此国内本体聚合技术还在不断的摸索中。重点对目前国外主流聚甲基丙烯酸甲酯(简称PMMA)的本体聚合技术的流程、关键工艺点和优劣势进行了介绍分析。分别以旭化成、住友和三菱丽阳等3家公司的典型技术工艺为代表详述了国外技术的特点及与国内本体聚合技术的区别与联系。
本体聚合 单釜式 两釜式 釜管式
0 引 言
聚甲基丙烯酸甲酯的工业化生产技术主要包括:悬浮法、溶液法和本体法。[1]已知本体聚合法可以不使用悬浮法中所需的分散剂等添加剂,制备出透明性优异的树脂;同时,相比溶液法,本体聚合法具有更高的设备利用率,因此本体法具有较强的竞争优势,但是本体聚合也存在聚合热移出困难以及积料严重等问题。目前,国内虽已有上海泾奇和苏州双象两家内资本体聚合厂家,但国内本体聚合研究相对较少,生产经验不足,产品质量还有待提高,再加上国外的技术封锁,因此国内本体聚合技术还在不断的摸索中。
1 旭化成
1.1 装置简图(见图1)

图1 旭化成PMMA生产过程简图Fig.1 Diagram of PMMA production process of AsahiKasei
1.2 装置简介
旭化成的PMMA生产装置主要由精馏塔、逆流接触塔、聚合釜和落条式脱挥器等组成。本装置基本流程[2]为:新鲜原料单体及溶剂经过精馏后,在逆流接触塔中除去原料单体的氧,然后在聚合反应釜中微正压条件下进行聚合,达到一定转化率后将聚合物溶液移入落条式脱挥器内除去未反应的单体及惰性溶剂,最后将得到的聚合熔体送入切粒系统。[3]
1.3 装置各系统的工况
1.3.1 精制系统
为减少最终产品中的杂质含量,提高产品光学性能,降低产品黄色度,必须除去新鲜单体、回收单体及溶剂中的杂质。旭化成采取回收液与新鲜单体一起蒸馏精制的方法去除原料中的杂质。精馏时,蒸馏塔的真空度为10.67,kPa,并维持塔底滞留液温度在95,℃左右,同时添加少量的溶剂乙苯和阻聚剂对苯二酚,并通过连续或者间歇的方式将塔底不纯物抽出。[4-6]通过上述方法不仅极好地提高了原料的纯度,而且有效防止了蒸馏过程中部分单体聚合阻塞管道的问题。
1.3.2 聚合系统
原料在进入聚合釜前,需要彻底除氧并降低原料微小杂质含量以免影响产品聚合度及光学性质,该装置采用逆流接触塔除氧并使氧含量低于1,mg/mL;然后使其通过0.5,μm的过滤器并控制溶液中0.5~2.5,μm大小的粒子的个数小于300个/g。一般来说,PMMA生产过程中反应温度为120~155,℃,停留时间为0.5~2,h,通常在生产导光板用聚甲基丙烯酸甲酯时,反应温度为130,℃、停留时间为2,h。[6-7]为能够使整个反应釜内处于全混流状态并减少高聚物在釜壁的粘附,常选用双螺带式搅拌桨。通过严格的原料精制、精确的温度控制、特制的反应釜和搅拌器,使得整个聚合过程能够顺利进行。[8]
1.3.3 脱挥系统
本装置选用落条式脱挥器(简称FSD),又称闪蒸脱挥器,预热器选用温度为260,℃,脱挥罐的温度为230,℃、压力4,kPa。在此条件,能使聚合物中挥发分含量低于 2,000,mg/mL。
1.4 与上海泾奇聚合技术的区别
虽然旭化成与上海泾奇同为单釜式聚合反应,但是两者在脱挥方面存在一定区别(见图2)。
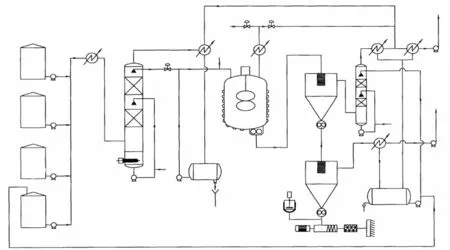
图2 上海泾奇PMMA生产过程简图Fig.2Diagram of PMMA production process of Shanghai Jingqi
上海泾奇的聚合技术同样采取了回收单体精制的手段来提高产品的纯度,同时值得注意的是其采用了两级脱挥器,[9]即脱挥器16和脱挥器17,使得最终聚合物中挥发分含量低于1,000,mg/mL。通常单级脱挥器为获得较低的挥发分含量,必须将脱挥罐的压力降得很低,同时为避免压力骤降引起泡沫剧烈膨胀而进入蒸汽管线,必须使脱挥器和蒸汽管线的设计符合高体积速率的要求。[10]两级脱挥器不仅能够较好地克服单级脱挥器存在的问题而且能够减少熔体在高温下的停留时间,提高产品性能。因此两级脱挥比单级脱挥在处理能力、产品质量和灵活性上更具优势。
1.5 单釜式装置的特点
相比其他本体聚合方式,单釜式的投资相对较少、操作灵活简便,整个聚合过程的控制相对容易且能够很好保证产品质量。本装置采用回流冷却方式移除聚合热,使反应系统局部或快速冷却,不可避免地会出现釜壁粘附现象,因此产品整体质量与住友两釜式“满液状态”生产有些差异。值得注意的是,旭化成工艺采用15%,的乙苯溶剂,且聚合转化率仅为45%~65%,因此导光板用PMMA生产成本相对较高。
2 住友
2.1 装置简图(见图3)
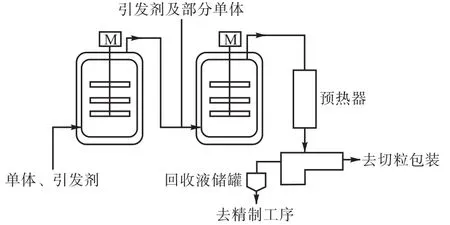
图3 住友化学PMMA生产过程简图Fig.3Diagram of PMMA production process of Sumitomo Chemical
2.2 装置简介
本装置是在住友单釜聚合的基础上加以改进后的全新流程工艺:主要包括单体精制、第一聚合釜、第二聚合釜、脱挥预热器及排气式挤出脱挥机等。[11]本装置基本流程为:原料单体经过精馏除氧后,在第一、二聚合釜中以1~2,MPa的表压下进行聚合,达到一定转化率后将聚合物溶液移入排气式挤出脱挥机内除去未反应的单体及部分副产物,最后将得到的聚合熔体送入切粒系统。[12-14]
2.3 本装置各系统的工况
2.3.1 聚合系统
由于甲基丙烯酸甲酯聚合反应是放热过程,生产过程中应尽量避免发生“自动加速”效应,因此如何有效移除聚合热成为首要问题。本装置采取“绝热冷料降温”的方式,即:通过降低原料甲基丙烯酸甲酯的温度使其处于-10,℃或者更低,同时通过控制原料单体及聚合引发剂的供应量来实现反应釜的绝热条件,因此整个过程中对反应的控制要求极为严格。[15-16]聚合过程中维持第一聚合釜的温度为120~150,℃,并保持第二聚合釜的温度高于第一聚合釜20~60,℃,[17]当转化率达到60%,左右时将聚合物浆料移出进入脱挥工序。
2.3.2 脱挥系统
本装置采取排气式挤出脱挥机除去聚合物中的挥发分,聚合后的物料经预热器加热到200,℃,然后在料筒温度240,℃下进行真空脱挥。为了能够更好地除去聚合物中的挥发分,通常要添加一定量的脱挥助剂如正丁醇等。
2.4 与苏州双象聚合技术的区别
苏州双象公司聚合釜仍然采用下进上出的形式并维持“满液状态”,保证压力稳定,两个聚合釜内壁均采取镀铬或者抛光处理,使用螺带式搅拌器,[18-19]这些均与住友装置类似。值得注意的是,双象聚合工艺与住友装置的区别在于其采取预聚、二次聚合、三次聚合的方式制备导光板用PMMA,同时聚合过程中添加5~10,wt%,的基本溶剂,防止聚合过程中管道阻塞。
2.5 两釜式装置特点
该装置是在住友单釜式聚合[20-22]的基础上加以改良,其反应釜同样采取下进上出的形式,使反应釜处于“满液状态”,极大地避免了反应釜粘壁现象,更适宜生产光学性能要求高的产品,同时该装置采取两釜串联在生产高流动性、高热稳定性产品上也显示出了巨大优势。
该装置的另一大特点为两个聚合釜不仅可以采取串联的方式进行生产,也可以采取并联的形式。并联生产相比熔融混合减少了加工工序,避免了因加热和外来物质等杂质在熔融混合时混入而导致产品轻微着色的可能,且可以更有效连续地生产具有各种性质的聚合物组成物。[23]
3 三菱丽阳
3.1 装置简图(见图4)

图4 三菱丽阳PMMA生产过程简图Fig.4Diagram of PMMA production process of Mitsubishi Rayon
3.2 装置简介
本装置是目前最为先进的聚合装置,不仅生产效率高而且产品质量出色,单线生产能力强。经过三菱公司多年改进,其技术已经相当成熟,主要装置包括第一釜式聚合器(CSTR全混流反应器)、第二管式反应器、第三管式反应器及排气式挤出机脱挥器等。精制后的原料和少量溶剂输送到第一反应釜并维持釜内微正压,用齿轮泵将釜中的浆料不断输送到第二、三反应器中并维持管式反应器0.5~5,MPa的压力,当聚合浆料的聚合率达到70%,~80%,时移入排气式挤出机进行脱挥,去除熔体中的挥发分。[24-25]
3.3 本装置各系统的工况
3.3.1 聚合系统
釜管式聚合装置的预聚合主要发生在第一反应器,其移出聚合热的方式主要是内置于反应釜气相部分的冷却盘管及搅拌装置,在120~140,℃的温度下聚合率达到45%,~55%,,这样不仅可以抑制二聚体的生成又可降低间规性聚合物的损失。[26-27]为提高设备利用率及生产效率,在第一反应器之后又分别配置了第二、三管式反应器,并且为防止聚合管堵塞必须保证第三反应器的温度高于第二反应器。这样充分利用管式反应器的优势提高聚合物的转化率从而降低聚合浆料中的挥发分,降低脱挥负荷。从第三反应器出来的聚合物温度约为180~200,℃,聚合率达70%,以上。[28]该装置还在第二和第三反应器之间配备了冷却系统,不仅避免了管道的堵塞而且还进一步提高了聚合率,通过此方法突破了“平衡聚合率”的观点,即在后期即使再往管式反应器中添加引发剂也无法提高聚合率的极限。[29-30]
3.3.2 脱挥系统
本装置采取与住友工艺类似的脱挥装置,即采用排气式挤出机除去挥发分。但是,由于聚合浆料转化率高达80%,,相应的粘度较大,因此其脱挥温度相对较高;同时温度过高又会导致聚合物分解劣化,因此其脱挥温度为270,℃。[31-32]
3.4 釜管式装置特点
釜管式聚合装置能够显著提高聚合物的转化率,对降低脱挥负荷和生产成本提高经济效益具有明显效果,这是因为聚甲基丙烯酸甲酯生产过程中主要的热量消耗就在脱挥工序中。
三菱丽阳釜管式聚合装置不仅具有明显的成本优势而且产品质量优异。这主要是其第一反应釜的独特设计使得生产过程中不仅能够很好地移出聚合热,还能有效避免气液两相连接处釜壁的粘结现象。此外,相比其他本体聚合方式,在管式反应器中聚合物停留时间较短,在提高聚合率的同时并未显著延长反应时间,这对降低寡聚物含量,提高产品质量至关重要。同时,三菱公司很好地解决了釜管式装置长期运行时聚合物堵塞管式反应器这一关键问题,保证了装置的长期稳定连续运行。
4 结 语
旭化成单釜式聚合装置操作灵活简便,但其生产高品质产品的费用较高。虽然国内此类装置研究比较多也相对较早,但是在生产导光板用产品时还存在诸多问题,整体水平与国外相去甚远。
住友两釜式聚合装置使聚合釜处于“满液状态”在生产导光板用产品方面有巨大优势,经过破瓶颈改造,其单线产能已达5万t/a。两釜式聚合装置可灵活使用,可以两釜串联、两釜并联甚至可以单釜生产,国内对此类装置已有相应技术,通过不断优化改进,相信类似技术在国内的应用前景将十分广阔。
三菱丽阳釜管式聚合装置是目前最为成熟先进的聚合技术,不仅设备利用率高、生产经营成本低,而且产品质量优异、市场份额较大、综合竞争力较强。作为行业领头羊,三菱丽阳公司引领聚甲基丙烯酸甲酯生产的发展方向,且内资企业尚无类似技术和装置,因此未来国内釜管式聚合装置将是研发突破的重点。
鉴于聚甲基丙烯酸甲酯本体聚合技术的巨大优势,其在国内发展势头迅猛,内资企业已有上海泾奇和苏州双象两家本体聚合技术厂家。但国内本体聚合技术发展并非一帆风顺,内资企业采用本体聚合技术生产时并不稳定,技术仍需进一步改进优化。
[1] 陈继新,吕洁. 聚甲基丙烯酸甲酯(PMMA)生产工业与设备研究概述[J]. 化工科技,2012(2):81-84.
[2] 前田胜昭,大谷郁二. 樹製メタクリル系脂の造方法[P]. 日本:JPA_1994239938,1994-8-30.
[3] 能势雅纪,木下秀雄. 連続塊状重合法における不純物の除去方法[P]. 日本:JPA_1998087736,1998-4-7.
[4] 能势雅纪,木下秀雄. 連続溶液重合法における不純物除去の方法[P]. 日本:JPA_1998087737,1998-4-7.
[5] 能势雅纪,木下秀雄,等. 連続溶液重合法における不純物除去の方法[P]. 日本:JPA_1998087738,1998-4-7.
[6] 中本哲生. メタクリル系重合体の生産安定性に優れた製造方法[P]. 日本:JPA_2000053708,2000-2-22.
[7] 广田悟. 導光板及び導光板用透明熱可塑性樹脂組成物の製造方法[P]. 日本:JPA_2006268060,2006-10-5.
[8] 三浦順一,木下秀雄. 熱安定性に優れたメタクリル系樹脂[P]. 日本:JPA_1998087739,1998-4-7.
[9] 高輝度導光板用樹脂押出板およびその製造方法[P].日本:WOA12006054509,2006-5-26.
[10] 杨青岚. 光学级聚甲基丙烯酸甲酯连续式溶液聚合工艺及所用设备[P]. 中国:CN_200710043411,2009-1-7.
[11] Albalak R J. Polymer Devolatilization [M]. 赵旭涛,等译. 北京:化学工业出版社,2005.
[12] Moriya O,Yano K,Morisada I. Method for producing methyl methacrylate polymer [P]. USA:US_5898055,1999-04-27.
[13] 隅田將一,山崎和広,等. 連続重合装置および重合体組成物の製造方法[P]. 日本:JPA_2012102190,2012-5-31.
[14] 村田賢二. アクリル樹脂製導光板の製造方法[P]. 日本:JPA_2000326356,2000-11-28.
[15] 森定郁生,真鍋健二. 光学材料用樹脂成形体およびそれからなる導光板[P]. 日本:JPA_2001342263,2001-12-11.
[16] 隅田將一,山崎和広. 重合体組成物の製造方法[P].日本:JPA_2012207203,2012-10-25.
[17] 隅田將一,山崎和広. 押出導光板用メタクリル樹脂組成物及びそれより構成される導光[P]. 日本:JPA_2011140626,2011-7-12.
[18] 山森明弘,和氣孝雄. メタクリル系重合体組成物の製造方法[P]. 日本:JPA_2014108988,2014-6-12.
[19] 沈斌君,李国芳,沈伟. 长期运行不积料的PMMA连续式生产工艺[P]. 中国:CN_103130945,2013-6-5.
[20] 沈斌君,李国芳,沈伟. 光学级聚甲基丙烯酸甲酯的生产工艺[P]. 中国:CN_103130947,2013-6-5.
[21] 和氣孝雄,山崎和広. メタクリル樹脂組成物[P]. 日本:JPA_2010285482,2010-12-24.
[22] Morisada I,Manabe K. Resin molded article for optical product and light transmitting plate comprising the same[P]. USA:US_6605682B2,2003-08-12.
[23] Yamazaki K,Nishitani A. Process for stopping continuous polymerization [P]. USA:US_7605214B2,2009-10-20.
[24] 隅田將一,山崎和広,等. 連続重合装置および重合体組成物の製造方法[P]. 日本:JPA_2012153807,2012-8-16.
[25] Mizota H,Sasaki S,Murakami T,et al. Process for producing methacrylic polymer [P]. USA:US_6632907B1,2003-10-04.
[26] Yoshimura H,Hayashida M. Method for producing methacrylic-based polymer [P]. USA:US_8981019B2,2015-05-17.
[27] Shimada K,Maeda T,Nishizawa T,et al. Process for the production of methacrylate polymer molding materials [P]. USA:US_3900453,1975-08-19.
[28] Hayashida M,Yoshimura H,Nonaka D,et al. Apparatus for producing methacrylic polymer and production method thereof [P]. USA:US_8877879B2,2014-11-04.
[29] 好村壽晃,林田昌大,等. メタクリル系重合体の製造方法[P]. 日本:WOA12013099670,2013-7-4.
[30] 松尾光弘,林田昌大,等. アクリル重合体及びその製造方法[P]. 日本:JPA_2012251064,2012-12-20.
[31] Maeda T. Process and apparatus for preparation of vinyl polymers [P]. USA:US_4324868,1982-04-13.
[32] 林田昌大,好村壽晃,等. メタクリル系重合体を製造する装置および製造方法[P]. 日本:WOA12011125980,2011-10-3.
Overview of the Process of Poly Methyl Methacrylate Bulk Polymerization both in China and in the World
QIN Zengzeng,LI Yafu,WANG Shu,TIAN Ye
(Tianjin Changlu Haijing Group Co.,Ltd,Tianjin 300450,China)
Compared with studies in foreign countries,researches on bulk polymerization in China are relatively less. As domestic producers lack production experience,the product quality is still to be improved.Along with foreign blockade on techniques,domestic techniques are developing by continuous explorations.Focusing on current foreign mainstream poly methyl methacrylate(PMMA)bulk polymerization technology processes,key points and advantages and disadvantages were introduced.This paper,taking Asahi,Sumitomo and Mitsubishi Rayon as examples,elaborates the characteristics of foreign technology and analyzes the distinction and connection between them and the domestic bulk polymerization technology.
bulk polymerization;single tank;double tank;tank-tube
TQ325.1
:A
:1006-8945(2016)04-0026-04
2016-03-02
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
材料与冶金学报(2022年2期)2022-08-10
铜业工程(2021年1期)2021-04-23
天津化工(2021年3期)2021-01-08
中国公路(2020年9期)2020-05-26
——专访住友重机械减速机(中国)有限公司行业开发部高级经理叶斐
中国储运(2019年8期)2019-08-06
科学与财富(2018年33期)2018-01-02
中国塑料(2015年11期)2015-10-14
中国塑料(2015年7期)2015-10-14
英才(2014年2期)2014-03-11
