波纹板成形技术
2016-06-21 15:06:34沈昕韩静涛张永军北京科技大学材料科学与工程学院
锻造与冲压 2016年22期
文/沈昕,韩静涛,张永军·北京科技大学材料科学与工程学院
波纹板成形技术
文/沈昕,韩静涛,张永军·北京科技大学材料科学与工程学院

波纹板是一种宽幅冷弯型钢,相对于普通平板大大增加了截面惯性矩,因而波纹板的承载能力也大幅增加,因此被广泛应用于汽车、航空、建筑等行业。在工业生产和日常生活等各个领域中,包括瓦楞板、夹层板、波浪板、孔眼板和周期性压花板在内,波纹板的波形有圆弧形、矩形、梯形以及尖角形,波纹之间有连续的、间隔的以及周期的,图1所示为几种不同截面形状的波纹板。
根据波纹板的断面尺寸、使用条件的不同,其成形技术也呈现不同的特点。波纹板的成形主要有冲压和辊轧两种方式,其中辊轧成形又分为横向轧制和纵向轧制。辊轧成形纵向波纹有三种方式,主要有:由中间向两边逐波成形;波纹同时成形,由浅到深;波纹同时成形,由弯曲半径大的圆弧到成品要求形状。而横向波纹板的轧制一般要一对成形辊,辊面带有辊齿,辊齿沿着辊的轴向分布,通过上、下辊的配合连续在板材上形成横向波纹,附加板带输送、节距调整、剪切等装置。冲压成形方式则通过冷压钢板的方式,成形成所需要的截面形状。
纵向辊轧成形
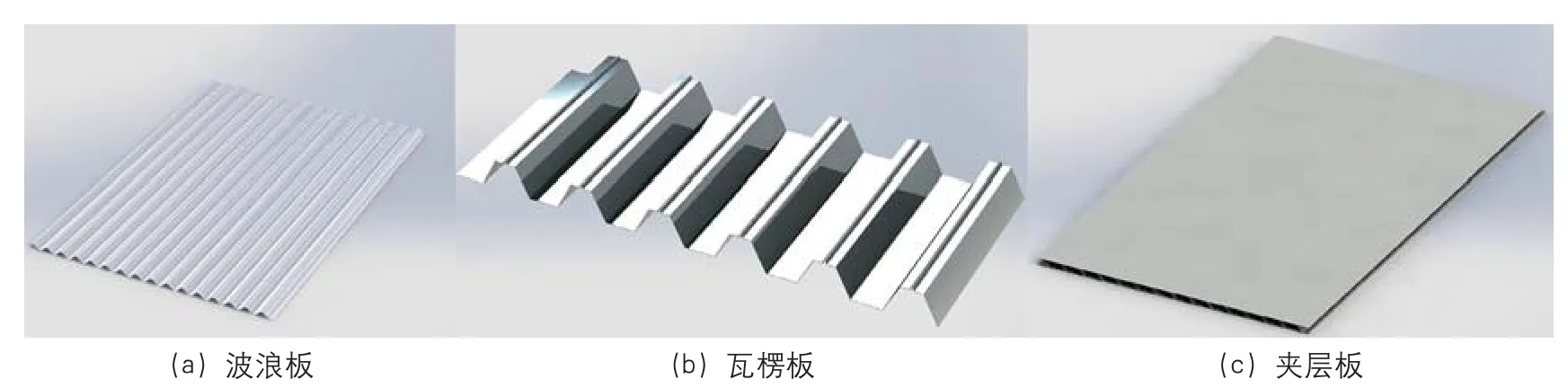
图1 不同截面形状的波纹板

图2 全波纹成形法和顺序成形法
纵向辊轧冷弯成形由来已久,自美国在1910年定制辊式冷弯成形工艺并建立第一套辊式冷弯型钢机组以来,冷弯成形工艺迅速发展。在日本,由日本政府、大学和工业集团通力合作,组建了30多个板成形研究集团组织,在冷弯型钢和基础理论,复杂断面门窗料型的设计、生产方面,进行了广泛的研究。美国钢铁学会AISC还在密苏里一罗拉大学设立了冷弯型钢结构中心,目前美国冷弯型钢年产量已达350万吨。而我国的第一套专业化辊式冷弯机组于1958年在上海建成,自1985年成立冷弯成形协会以后,先后从日本、德国、奥地利、意大利、美国等国家引进了十余套冷弯成形机组和高频焊机等先进设备。到2004年1月,国内冷弯型钢的生产机组达到一千多套,全国冷弯型钢年产能达到1500万吨,基本能满足市场需求。
波纹钢板、瓦楞板这类等宽幅断面型材的轧辊设计基本分为两类:一是全波同时成形法,即所有波形同时成形;二是顺序成形法,即逐次从断面中间开始成形波形。由于逐次顺序成形法在靠近断面中央成形时,不成形的板缘侧不受轧辊限制,不会发生多余的变形,因此一般来说宽幅断面型材一般采用逐次顺序成形法。另外,逐次波纹成形容错率较高,在成形中发生的故障处理和轧辊设计错误等易于采取应对措施;相比而言,全波纹成形法很难设定各个波的形变量。图2所示为全波纹成形法和顺序成形法。
在确定成形方式以后,通过确定成形机、确定成形底线、计算板料展开长度、计算各道次断面尺寸、选定弯曲方法、确定成形道次、确定机组间距、设计轧辊孔型、确认轧辊精度等一系列设计优化,确定波纹板成形辊花图,进而定制辊弯成形机组,图3所示即为波纹板辊弯成形辊花图。

图3 八道次成形辊花图
目前,世界各国波纹板生产正朝着多品种、多规格、高精度、高效率、高速、自动化、连续性生产方向发展。波纹板展开最大板宽达2000mm,最大板厚达25.4mm。
横向辊轧成形
横向辊轧成形的历史稍短,较早使用横向辊轧成形的波纹板的专利文献为1970年公开的DE160252A,其中公开了两种波纹板的辊轧:⑴波纹沿板带长度方向,使用轧辊的辊齿沿轧辊圆周方向分布;⑵波纹沿板带的横向分布,使用轧辊的辊齿沿轧辊的轴向分布;1977年公开的美国专利US4059000A使用柔性辊面配合另一辊的辊齿,利用上游侧的张力装置把已张紧的板带被辊齿压入柔性辊面,从而形成波纹;1979年公开的美国专利US4170122A使用多层带齿的圆板叠合套在中间轴上,形成轧辊,各层板可以错开并保持一定的距离,既在板带上形成横向的波纹,又使同一横向波纹在纵向上相错开,形成百叶窗式的波纹板结构。
在亚洲,主要是日本公司康奈克通过改进波纹板成形辊,申请了部分日本专利。例如:专利JP8-57549A通过设置三组轧辊,轧辊辊齿以及齿间距离逐渐减小,上下辊齿齿根的间距逐渐增大,通过三组轧辊逐步压弯板带,波纹逐渐增高同时波纹节距减小的方法,制得所需波纹高度;专利JP11-319960A设置两组轧辊,后一组轧辊的转动线速度V2大于前一组轧辊的转动线速度V1,形成波纹的板连续通过上述轧辊,通过轧辊件的速度差来调节波纹的节距和形状;专利JP2005-313193A使用两对节距调整销,将两侧的调整销交替插入连续成形得到的波纹之间,两个靠一波纹内侧的调整销形成支撑,两个位于同一波纹外侧的调整销相对压缩波纹调整节距。
相对于纵向成形波纹板,横向成形波纹板有其优点和缺点:首先是横向成形方式不限制波纹板的宽度,可以做到连续成形;第二是横向成形方式只需要一对成形辊,成本较低,比较容易实现;但是横向成形波纹板的波纹精度较低,可以成形的波纹尺寸有限。因此,可以根据实际情况来选择合适的成形方式。
冲压成形波纹板
冲压成形是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成形方法。冲压成形的应用由来已久,多用于成形汽车覆盖件;但是将冲压成形技术用于成形波纹板,其生产效率和自动化程度将会降低。只有在横向辊轧成形和纵向辊轧都不符合条件的情况下,才考虑冲压成形波纹板。例如,国内的江苏射阳纺机股份有限公司曾用冲压的方式生产出小波高大波长的波纹板;江苏华东船舶工业学院曾用冲压的方式生产出了大深度的波纹板。
结束语
总而言之,波纹板成形技术由来已久,现有的波纹板成形技术多种多样,可以根据所需的波纹尺寸和形状选择合适的成形方式。而在现有的技术中。也可以通过改进轧辊结构、调节波纹高度和节距以及和结合CAE分析等方式改善波纹板成形技术,为波纹板生产提供参考和指导。
沈昕,硕士,研究方向为模具设计及板料成形。
猜你喜欢
电子技术应用(2022年11期)2022-11-28 02:39:10
一重技术(2021年5期)2022-01-18 05:41:56
机械制造(2021年9期)2021-10-12 12:28:08
冶金设备(2020年2期)2020-12-28 00:15:34
轮胎工业(2020年10期)2020-08-04 08:38:12
有色金属材料与工程(2018年4期)2018-11-25 04:05:46
西安理工大学学报(2018年3期)2018-10-29 10:16:38
橡塑技术与装备(2016年3期)2016-11-28 02:03:46
设备管理与维修(2016年6期)2016-03-16 02:21:47
上海金属(2014年1期)2014-12-18 06:52:03