运用QC方法创艉轴护套免检产品
2016-06-21 15:12:31岳宝海潘洪起蔡培杰刘忠祥
中国修船 2016年3期
岳宝海,潘洪起,蔡培杰,刘忠祥,张 健,陈 军
(天津新港船舶重工有限责任公司,天津 300456)
运用QC方法创艉轴护套免检产品
岳宝海,潘洪起,蔡培杰,刘忠祥,张 健,陈 军
(天津新港船舶重工有限责任公司,天津 300456)
文章介绍了天津新港船舶重工有限责任公司修船厂机加工小组运用QC方法对艉轴护套的修理达到免检产品的修理流程,对同行业船舶维修类似工作提供一定的参考。
QC方法;艉轴护套;机加工
船用艉轴护套的修理是船舶坞修工程的重点工作之一。其修复质量的好坏直接影响船舶坞修的质量和进度。每个护套的修复需船检验船师的确认,并现场跟踪工件加工修复的过程。而船舶坞修时间一般较短,如果此修理项目能达到优质免检产品,将大大缩短坞修工期,提高经济效益。我厂机加工小组决定以合理的工艺流程和要求保证整个艉轴护套修理环节的质量控制,达到船检要求,成为优质免检产品。
1 问题分析(P阶段)
1)目前船舶使用的护套大部分为2Cr13不锈钢护套,此零件一般最小直径在200~300 mm,较大直径700 mm左右。其径向薄,材料黏而硬,由于加工切削热造成变形较大。
2)精度要求高,根据使用要求扁度公差±0.025 mm,锥度0.05 mm,径向跳动≤0.025 mm,表面粗糙度Ra≤0.80 mm,脐子跳动≤0.05 mm。
3)QC小组对护套加工各种因素进行因果分析,如图1所示。
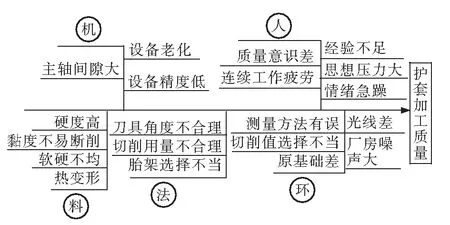
图1 影响护套加工质量的各种因素
通过因果分析,我们从影响护套加工质量的诸多因素进行了分析,并对加工过的护套记录绘制了排列图,从而找出了影响质量精度的关键因素,见表1、图2。
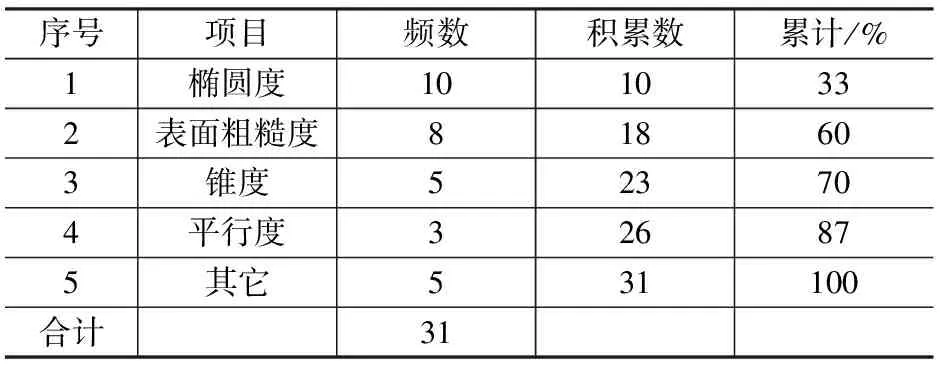
表1 护套加工统计分析表
从图2中可以分析出影响质量的主要因素是椭圆度、表面粗糙度和锥度。这3个问题解决不好,将直接影响护套的交验和使用。
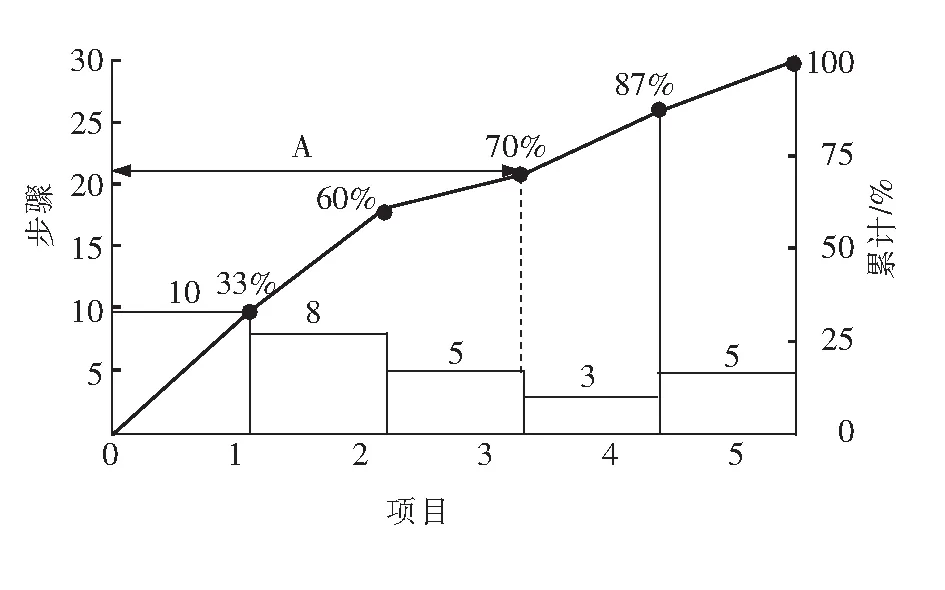
图2 根据统计分析表绘制排列图
2 制定对策(D阶段)
根据P阶段制定改进措施,见表2。
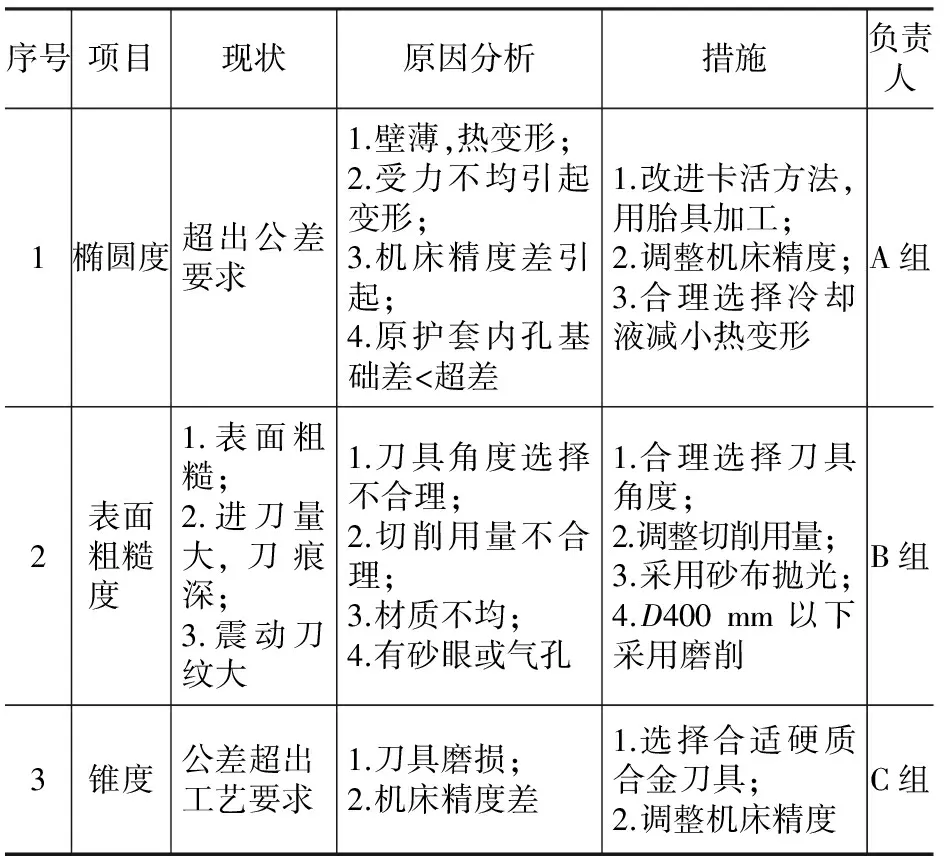
表2 护套加工改进措施表
2.1 对工装具的改进
改进前用卡爪直接卡法兰外径用千分表看正;由于卡力不均,造成椭圆度超差,见图3(a)。 改进后:根据直径大小分别采用胎具化,车削加工。
1)D500 mm以上,把胎具轻压入护套内孔,内孔用4颗螺钉及压板压端面紧固,见图3(b)。
2)D300 mm~D500 mm,以护套脐子为基础车胎具,用顶尖顶住胎具,然后车削外圆,见图3(c)。
3)D300 mm以下,以护套内孔为基础,两端配胎具车削或磨削加工,见图3(d)。
2.2 对刀具角度的改进
1)改进前:①前角小,卷屑槽不足,切屑成直线形缠绕;②修光刃,副偏角过大,径向力大,产生振动;③刃倾角λ≥0°,使切屑不能顺利流向被切削面而划伤切削表面,见图4。
2.3 对切削量的改进
1)改进前:①切削速度过低容易产生积屑瘤,表面粗糙,无光泽,造成抛光困难;②进刀量过大,抛光困难;③吃刀深度太小,最后一刀纹明显,表面粗糙度差,切屑过细,易起团,划伤已加工表面,给抛光带来困难。
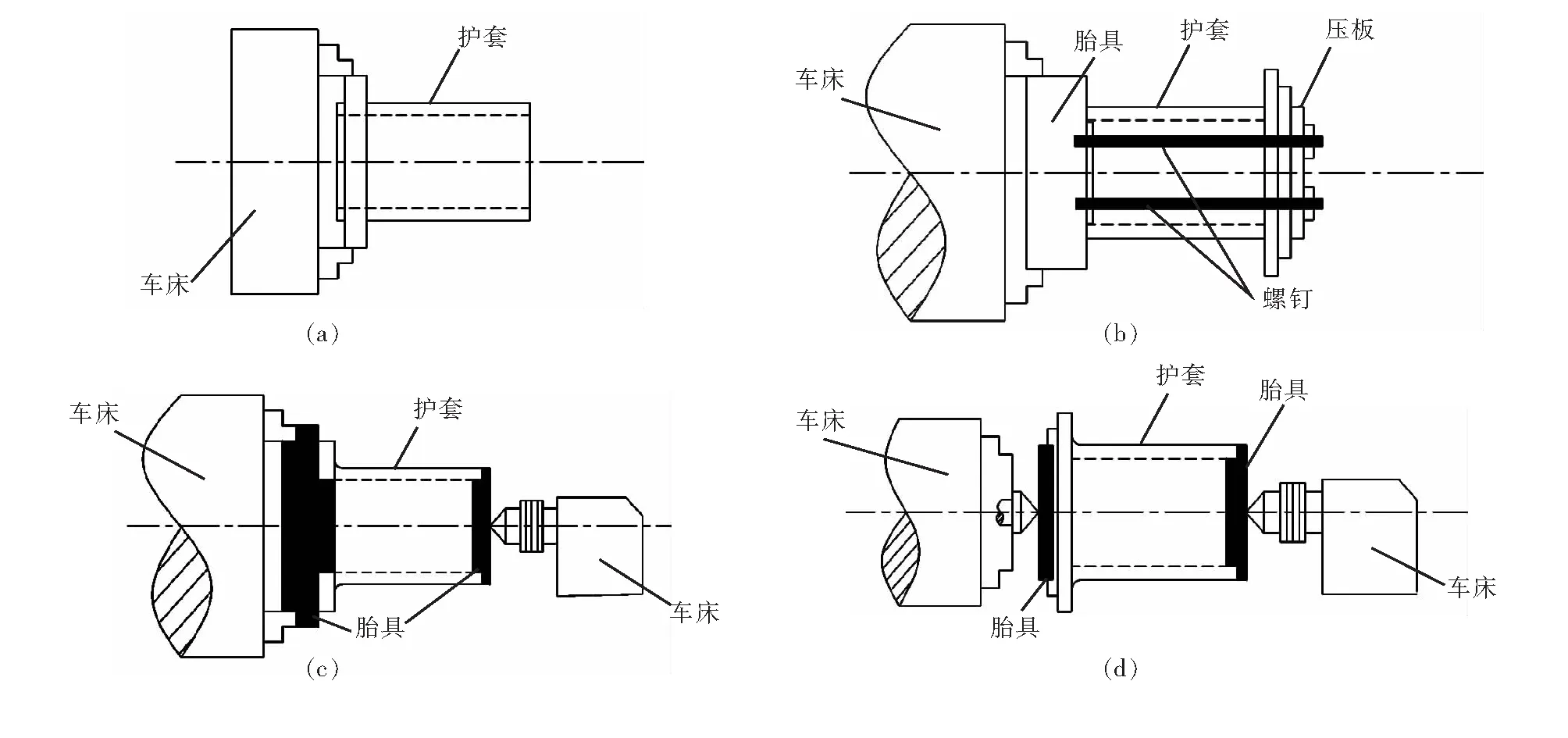
图3 工装具改进前后示意图
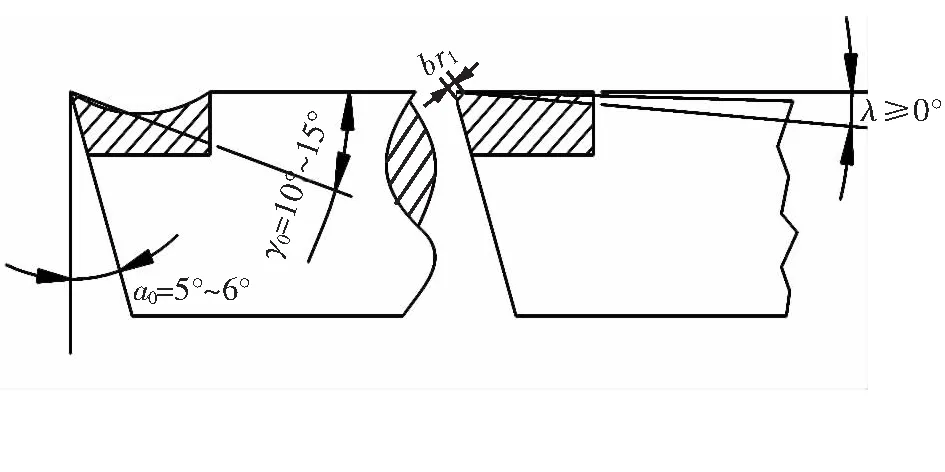
图4 刀具改进前的几何角度示意图
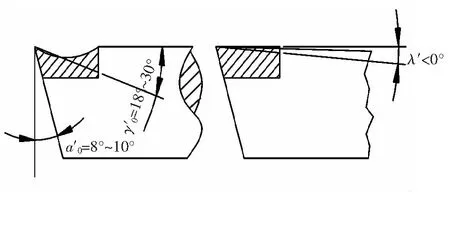
图5 刀具改进后的几何角度示意图
2)改进后:①根据护套不同直径合理选择切削速度,一般为25~30 m/min;②进刀速度控制在0.10~0.15 r/min;③最后一刀吃刀深度在0.25~0.50 mm之间。
3 检查阶段(C阶段)
由于在艉轴护套加工中群策群力。改进胎具、刀具及切削用量,使护套加工中严格按工艺要求,检查员随机跟踪,使这一体系始终处于受控状态。所以使护套加工质量明显提高,缩短了工期,赢得了船检和船东的认可,创造了可观的经济效益。
这套艉轴护套加工的修理方法在1993年7月16日获得了中国船检免检证书。我们对每艘船用护套均有加工检测记录,建立护套档案,抽样检查结果都在公差范围内。
4 总结阶段(A阶段)
在护套加工中运用QC方法。通过P→D→C→A循环,不断解决加工中出现影响质量的问题。完成了预定目标,艉轴护套修复加工获船检免检取得了重大效益,为缩短维坞修周期争取了时间。
1)效果表现。①初步实现了胎具化加工,解决了大型护套无高精切削机床带来的实际困难;②缩短了加工时间,以前需备用胎具,加工等候时间2~4 d,等候船检时间1~2 d,现在只需4 h即可完成修复工作,缩短了工期;③避免了船检全程跟踪时间,创造了良好的经济效益。
2)今后规划。①进一步将胎具管理系列化,减少浪费;②将成功工艺纳入车间工艺标准;③将手工抛光向机械抛光改进。
5 结束语
通过QC方法在不同环节中对艉轴护套加工进行检测,及时解决问题。提高了生产效率,保证了产品质量,达到船检免检要求。
The TIANJIN XINGANG SHIPBUILDING HEAVY INDUSTRY CO., LTD. is introduced here.Repairing yard machining team produced shaft sheathing with the standard of exempted from inspection by QC methods,which offers some reference for the similar repair work.
QC methods; shaft sheathing; machining
岳宝海(1960-),男,天津人,工程师,大学本科,主要从事修船管理工作。
U672
10.13352/j.issn.1001-8328.2016.03.011
2016-02-17
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
电子制作(2018年14期)2018-08-21 01:38:36
石油化工建设(2015年6期)2015-12-01 04:17:36
橡胶工业(2015年5期)2015-08-29 06:48:02
橡塑技术与装备(2015年7期)2015-07-03 12:17:51
橡胶工业(2015年7期)2015-02-25 09:22:22
橡胶工业(2015年5期)2015-02-24 17:13:51
钛工业进展(2014年5期)2014-02-28 16:42:29
河南科技(2014年14期)2014-02-27 14:11:53
河南科技(2014年3期)2014-02-27 14:05:36