高温合金转子叶片挤压制坯工艺研究
2016-06-19 18:57鞠秀义汪大成史丽坤陈苏丁维中航工业沈阳黎明航空发动机集团有限责任公司
锻造与冲压 2016年15期
文/鞠秀义,汪大成,史丽坤,陈苏,丁维·中航工业沈阳黎明航空发动机(集团)有限责任公司
高温合金转子叶片挤压制坯工艺研究
文/鞠秀义,汪大成,史丽坤,陈苏,丁维·中航工业沈阳黎明航空发动机(集团)有限责任公司

鞠秀义,工程师,2006年毕业于哈尔滨工程大学材料科学与工程专业,长期从事航空发动机零件锻造技术及工艺研究工作。
一种转子叶片材料为GH4169合金,锻件采用挤压制坯及精密成形工艺制造,采用初始工艺方案试制锻件,在终锻时出现设备能力不足、叶身厚度值超差、叶身进排气边缘撕裂等问题,经分析发现,挤压预锻坯叶身大部分截面积过大,导致终锻时需压缩变形的金属过多,变形量过大,超出材料自身塑性变形范围。通过重新设计挤压模具,合理调整了叶身及定位凸台部位的截面积,挤压出的预锻坯较好地满足了终锻变形需求,获得了尺寸合格、组织性能优良的叶片锻件。
一种转子叶片材料为GH4169合金,该类叶片是航空发动机高压压气机的重要转动部件,在研制该叶片精锻毛坯(如图1所示)的过程中,摒弃了传统的挤杆+镦头+预锻+精密成形的锻造成形工艺,代之以挤压+精密成形的锻造成形工艺,用一火次挤压制坯代替了三火次综合制坯,不但使成形工艺流程缩短一半,所用锻造工装减少一半,而且对叶片获得较细的晶粒度也非常有利,是一种十分精益的叶片锻造技术。然而在初始挤压工艺方案中,采用了常用的开式挤压方式,叶身长度方向敞开(挤压坯如图2所示),最终精密成形时,存在设备打击力不足且变形量过大的困难,导致叶身厚度超差、叶片进排气边缘撕裂等问题的出现,为此需对该叶片挤压制坯工艺进行研究、优化。
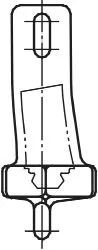
图1 叶片锻件

图2 原挤压件
工艺性分析
采用DEFORM-3D软件模拟原挤压件精密成形的过程,发现锻造成形后叶身毛边过大,整个叶身展宽已接近叶身自有宽度的3倍(如图3所示),同时所需最大打击力为7.36MN(如图4所示)。

图3 模拟终锻件

图4 模拟终锻需要的压力
分析叶片锻件(如图5所示)的特点,锻件的定位凸台(A-A)处截面积为86.3mm2,叶身最大截面(B-B)的面积为62mm2。在初始挤压工艺方案中,叶身长度方向敞开,所挤出的叶身部分是等截面的,为保证截面积最大的叶尖定位凸台处的充满,需根据定位凸台处截面积计算挤压件叶身部分截面积,计算的结果为106.3mm2(图5中C-C截面),此面积大于叶身终锻实际需求的62mm2近一倍,富余材料过多,这对于厚度较薄的转子叶片来说十分不利,一方面由于GH4169合金是难变形材料,其塑性相对较低,难以满足叶身大幅度展宽对其流动的需要,导致叶片厚度打不下去,所需设备打击力急剧增大,同时查出所用锻造设备1000t螺旋压力机由于老化,打击力富余量很小,不能保证精密成形时上下模的完全闭合,因此导致了叶身厚度超差;另一方面由于转子叶片精密成形时进、排边缘很薄,不足1mm,且处于大变形区(如图6所示),易超出合金的塑性极限,导致在锻件终锻时进、排气边缘产生撕裂。

图5 终锻件与原挤压件截面积对比

图6 模拟终锻等效应变
工艺及模具设计
为了降低终锻投影面积,将所需设备打击力降下来,并解决叶片进、排气边缘产生的撕裂,必须将叶身的截面积缩小,同时还要保证定位凸台处有足够的金属。设计了图7所示的新挤压件,将开式挤压成形改为半闭式挤压成形,挤压时金属先通过模具的狭窄区域Ⅰ,继续流动到模具的叶尖狭窄区域Ⅱ时遇到障碍,部分金属改变流动方向,向定位凸台处填充,使该处聚集足够的金属,适应了锻件叶身的截面积变化(如表1所列),新、旧挤压件外形如图8所示,这样既满足了叶尖凸台充满的需要,又减小了终锻时的投影面积,模拟结果如图9、图10所示。同时不完全采用闭式挤压成形,允许多余金属以毛边的形式挤出,能够起到保护模具的作用。

图7 新挤压件

图8 挤压件截面选取位置

表1 新挤压件各处截面积

图9 模拟终锻件
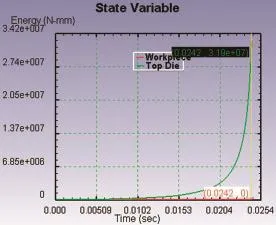
图10 模拟终锻需要的力
采用DEFORM-3D软件模拟新挤压件精密成形的过程,模拟终锻件的投影面积为原始的63%,所用能量为3.19MN,预计能够满足设备以及工艺要求。
工艺试验及结果
采用160t冲床挤压试验,挤压前坯料加热温度为1050℃,挤压模具表面预热温度为180~210℃。挤压出的挤压件如图11所示。

图11 新挤压件实物照片

表2 优化前后挤压件与终锻件晶粒度对比

表3 优化前后挤压件与终锻件δ相对比

表4 新挤压件所锻叶片锻件性能
采用1000t螺旋压力机进行终锻试验,加热温度为1020℃,终锻件完全充满,且锻件厚度达到工艺要求,终锻件进、排气边没有出现撕裂现象,将优化前后的挤压件(改变前的挤压件经过打磨修形)与终锻件(锻造参数相同)同时进行如下制度的热处理:965℃保温1h,空冷;随炉升至720℃保温8h,随炉降至620℃保温8h,空冷,并进行晶粒度对比分析(如表2所示)。
从表2中可以看出优化前后的挤压件的晶粒度大体相当,优化后的终锻件晶粒度要优于优化前的,两种设计方式的挤压件与终锻件金属流线均没有目视可见的缺陷,符合标准要求。为了更加直接区分挤压件优化前后的差异,对优化前后的挤压件、终锻件δ相进行了对比,如表3所示。
通过δ相的对比可以直接看出,优化后的挤压件δ相明显优于优化前的挤压件,同样与之相对应的终锻件的δ相也优于优化前。GH4169材料的δ相在经过热变形的材料或锻件的冷却过程中,δ相重新析出,变形量大,促进δ相的析出,数量就多。可见优化后的挤压件终锻更加合理,有利于转子叶片的锻造成形。经计算,优化后的挤压件节省材料30.1%。用新挤压件所锻叶片锻件性能见表4。
从表4中可以看出用新挤压件所锻叶片锻件性能均达到技术标准指标要求,且均有一定的富裕度,表明所研制转子叶片性能优良。
结论
⑴研究表明,采用开式挤压成形,所挤压的挤压件叶身截面积过大,是初始挤压工艺方案导致叶身厚度超差、叶片进排气边缘撕裂等问题的症结所在。
⑵采用半闭式挤压成形代替开式挤压成形,适应了转子叶片锻件叶身的截面积变化,有效减小了叶片精密成形时的投影面积,降低所需设备打击力,解决了叶身厚度超差、叶片进排气边缘撕裂等问题,且节省材料30.1%。
⑶采用优化后的挤压制坯工艺,所成形的挤压件和叶片锻件晶粒度及主要强化相均优于优化前,所研制的叶片锻件具备优良的性能。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
一重技术(2021年5期)2022-01-18
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
世界有色金属(2019年7期)2019-06-11
风能(2019年10期)2019-02-18
科技创新与应用(2018年29期)2018-12-13
制造技术与机床(2018年9期)2018-09-19
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30