
一种热喷涂用螺杆式送粉器的研制
2016-06-16 08:55:14鲍曼雨汪瑞军
现代制造技术与装备 2016年4期
汤 倩 鲍曼雨 汪瑞军
(中国农业机械化科学研究院,北京100083)
一种热喷涂用螺杆式送粉器的研制
汤倩鲍曼雨汪瑞军
(中国农业机械化科学研究院,北京100083)
摘要:介绍了一种基于螺旋输送原理设计制造的热喷涂用螺杆式送粉器,初步试验验证送粉器具有良好的送粉均匀性,送粉器与热喷涂系统其它组成部分联机调试可以正常工作。
关键词:热喷涂螺杆式送粉器均匀性
引言
热喷涂技术是一种利用某种热源(火焰、电弧等)将喷涂材料加热至熔融或者半熔融状态,随后雾化形成熔滴,熔滴以一定速度喷射到经过预处理的基体表面形成具有一定结合强度涂层的工艺方法[1-2],它可以使基体达到防腐、耐磨、抗高温、抗氧化、绝缘、防微波辐射等一系列不同的功能[3-4],进而改善基体材料的性能。热喷涂技术作为一种表面改性技术,它与单纯地提高基体材料性能相比,表现出巨大的经济性,因此受到了广泛的关注与重视。
热喷涂技术中使用最为广泛的材料形态是粉末,将粉末送入喷枪中的装置是送粉器。大多数热喷涂系统主要由喷枪、送粉器、主控制柜和冷却系装置组成,其中送粉器作为热喷涂系统中的核心组成部分,它是按工艺要求定量地向喷枪输送粉末的装置,其送粉过程的连续性、均匀性直接影响到涂层的质量,因此有必要对送粉器进行深入研究。热喷涂用送粉器要求其具有连续均匀稳定送粉,并且送粉速率可调的功能,而在实际生产应用中螺旋输送装置恰好具有结构简单、输送均匀等特点,并且广泛应用于生产生活的多个行业中,故本文设计的一种螺杆式送粉器就是基于螺旋输送原理来实现其送粉功能的。
1 螺杆式送粉器的设计
螺旋输送类似于螺旋副传动过程,螺母不动,螺杆旋转时,螺母就会沿着螺杆的轴向方向移动,同样的,在螺旋输送装置中,当螺杆旋转时,由于物料自身的重力和与螺杆之间摩擦力的作用,物料不会随螺杆一起旋转,故物料沿着螺杆轴向直线运动。螺杆式送粉器就是基于螺旋输送原理来实现送粉功能的。
1.1 送粉器整体结构设计及工作原理
螺杆式送粉器主体机械结构三维效果图如图1所示,主要由粉筒、螺杆、链轮传动装置、交流伺服电机、密封板、送粉连接块、混粉装置、振动机和减震装置等组成。
其中,螺杆作为螺杆式送粉器的关键零部件,直接影响着其送粉性能。在一些常见的大型螺旋输送装置中,如螺旋输送机,其螺旋轴的设计往往具有一定的设计标准可以参考,而在小型的螺旋输送装置中,因其没有特定的设计标准,故在螺旋轴的设计过程中就具有很大的灵活性,小型螺旋输送装置因其结构尺寸较小,螺杆各个参数的设计尺寸也较小,螺旋轴一般采用实体螺旋,直接在轴上车削加工螺旋槽,形成螺杆。常见的传动螺纹类型有梯形螺纹、锯齿形螺纹和矩形螺纹,锯齿形螺纹兼具有矩形螺纹传动效率高和梯形螺纹齿根强度高的特点[5],故本文设计的螺杆式送粉器螺旋轴的螺旋槽形状采用锯齿形。又因为双头螺旋比单头螺旋的输送均匀性更好,故螺旋头数采用双头,螺旋轴的三维图如图2所示。

图1 螺杆式送粉器主体机械结构三维效果图

图2 螺旋轴三维图
螺杆式送粉器整体工作原理如图3所示,工作时粉筒中装入预先烘干好的喷涂粉末,为防止堵粉,先在载气入口处通入送粉载气,送粉气体使用惰性气体氮气,当送粉气体压力达到0.4MPa时,常开型压力开关1闭合,两位三通电磁阀与单向阀2相通,此时氮气由三通件分别通过流量计、流量调节阀、两位三通电磁阀和单向阀2进入到八通件中,在八通件中气体分别流向图中所示各个方向。只有当载气压力达到常开型压力开关1的设定值0.4MPa时,两位三通电磁阀才与单向阀2相通,交流伺服电机才通过链轮传动装置带动螺杆旋转送粉,振动机振动,此时送粉器正常工作,在螺旋输送末端由载气将粉末送出直至喷枪。在入口载气压力没有达到压力开关1的设定值0.4MPa时,载气从载气入口经三通件、流量计、流量调节阀、两位三通电磁阀进入到单向阀1中,此时两位三通电磁阀不与单向阀2相通。流量调节阀2的作用是调节载气在螺杆输送末端的气体流量值,除了电机转速、流量调节阀1调节的载气流量大小和振动机振幅之外,它也是影响送粉速率的一个重要因素,送粉器正常工作时,这四者共同决定着送粉速率的大小。
送粉工作结束后,要对粉筒内进行泄气,此时按下泄气按钮,气体直接经两位两通电磁阀排出。泄气工作结束后,粉筒内若有剩余粉末要进行泄粉,泄粉时按下仅振动按钮,此时振动机工作,调节振动机振幅大小,粉末会从粉筒后端底部的泄粉口流出。也就是说振动机除了在送粉器正常送粉过程中产生振动,使粉末充满在螺纹间隙外,在泄粉时,振动机还发挥了主要作用。
在送粉器工作时,由于螺杆转速、气体流量和振动机振幅三者参数配合不当产生堵粉现象时,会造成八通件内压力升高,当压力达到0.1MPa时,常开型压力开关2闭合,蜂鸣器报警,此时应当立即切断电源,以防损坏电机和螺杆。

图3 螺杆式送粉器整体工作原理图
1.2 气路组成
螺杆式送粉器气路示意图如图4所示,主要由压力开关、气体流量计、气体流量调节阀、调速阀、单向阀、两位三通电磁阀、两位两通电磁阀和压力表等组成,气路原理简单,易于调节控制。
1.3 电控组成
为了实现送粉器所需功能,电路中采用220V单相交流电,并选用了交流接触器、开关电源、继电器、压力开关、噪声滤波器、电磁阀、蜂鸣器等元器件。
针对螺杆式送粉器所需实现功能,设计电路图如图5所示。常开型压力开关1设定值为0.4MPa,当载气压力达到该设定值时,开关闭合,此时按下振动&送粉按钮,送粉气路打开,振动机工作,电机通过链轮传动装置带动送粉螺杆开始送粉;送粉结束后,按下泄压按钮卸掉粉筒内部压力;最后为了卸掉粉筒内部剩余粉末,按下仅振动按钮,此时仅有振动机工作,粉末将从粉筒后下方流出。
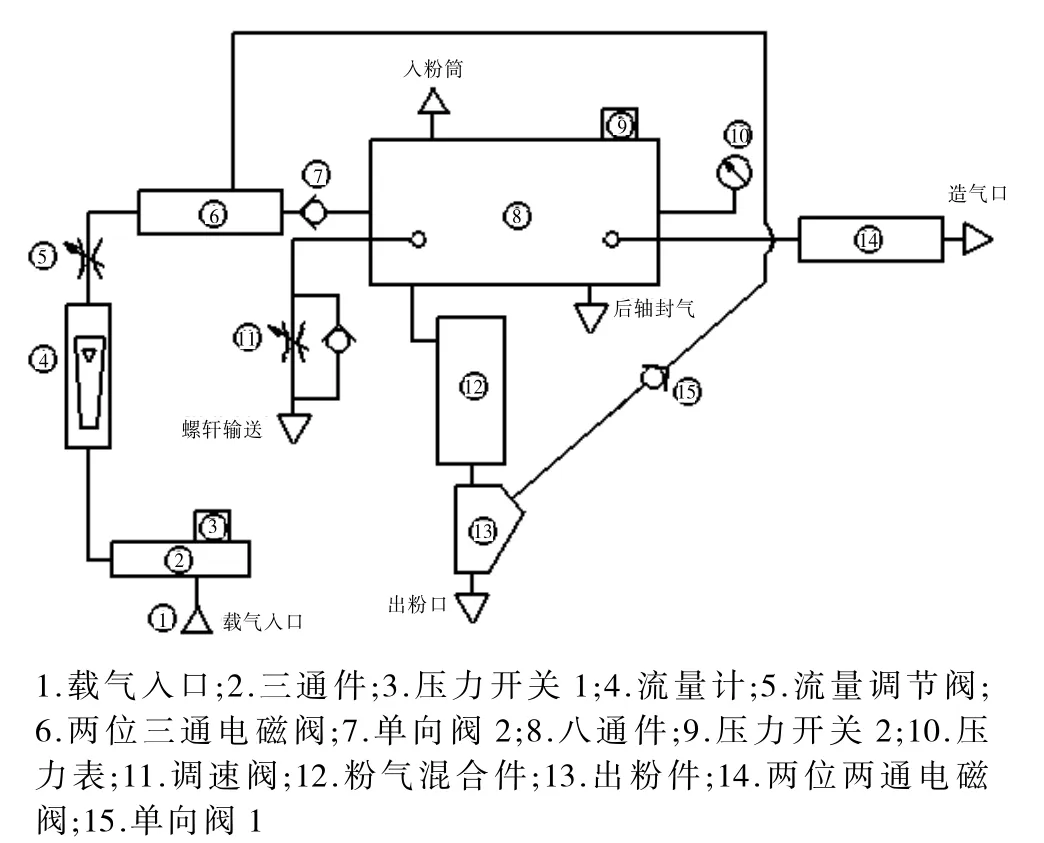
图4 螺杆式送粉器气路示意图

图5 螺杆式送粉器电路原理图
2 实验分析
送粉均匀性是影响热喷涂涂层质量的重要因素,现使用已安装好的螺杆式送粉器样机初步进行送粉精度的测试,实验过程中随机选取了两组参数进行送粉精度的初步测试。实验粉末选用成都大光热喷涂材料有限公司生产的WC-12Co粉末,粒度范围在15~45μm之间。实验载气选用氮气。
为了便于螺旋输送粉末,实验前先将大约2kg的WC-12Co粉末置于烘箱中,100℃下烘热1h,保证粉末处于干燥状态,然后将粉末放入粉筒中。
实验一:打开送粉器电源开关,按下振动&送粉按钮,给送粉器通入载气,同时将气瓶所接减压阀调至0.4MPa。气体流量计调节至10L/min,不予施加振动,电机转速稳定在120r/min,连续6次测得送粉器每分钟的送粉量如表1所示,平均值为23.655g/min,每次送粉量与平均值相比最大相差0.585g,最大与最小送粉量相差波动在1g左右。

表1 实验一每分钟送粉量的测量值
实验二:打开送粉器电源开关,按下振动&送粉按钮,给送粉器通入载气,同时将气瓶所接
减压阀调至0.4MPa。气体流量计调节至10L/min,振动机振幅为50%,电机转速调节在300r/min,连续6次测得送粉器每分钟的送粉量如表2所示,平均值为39.94g/min,每次送粉量与平均值相比最大相差0.9g,最大与最小送粉量相差1.67g。

表2 实验二每分钟送粉量的测量值
综上,经试验初步验证螺杆式送粉器送粉均匀性较好,可以连续稳定地输送粉末。且在实验过程中,各项功能都能正常实现,满足送粉器工作需要。
3 结论
现采用WC-12Co粉末,将初步设计安装好的螺杆式送粉器样机与已有的超音速火焰喷涂喷枪、主控制柜、冷却装置等进行了联调,送粉器可正常向喷枪中输送粉末。文中仅选用了一种超音速火焰喷涂常用的WC-12Co粉末进行了送粉精度的初步测试和整个热喷涂系统的统一联调,而在后续的实际工作中,因为不同的粉末需要不同的送粉速率,故需针对不同的喷涂粉末,分别进行送粉参数的调节,包括螺杆转速、振动机振幅大小和载气流量大小,只有通过合理调节这些参数才能获得理想送粉速率。
参考文献
[1]李辉,贺定勇.热喷涂科学与工程[M].北京:机械工业出版社, 2011:35~50.
[2]曾晓雁,吴懿平.表面工程学[M].北京:机械工业出版社, 2001:92~111.
[3]王永兵,刘湘,祁文军,等.热喷涂技术的发展和应用[J].电镀与涂饰,2007,26(7):52~54.
[4]张燕,张行,刘朝辉,等.热喷涂技术与热喷涂材料的发展现状[J].装备环境工程,2013,10(3):59~61.
[5]马奎.螺旋不连续定量加料性能影响因素分析与试验研究[D].江苏:江苏大学,2014:41~42.
Development of Screw Powder Feeder Used For Thermal Spray Technology
TANG Qian,BAO Manyu,WANG Ruijun
(Chinese Academy of Agricultural Mechanization Sciences,Beijing 100083)
Abstract:A kind of screw powder feeder used for thermal spray technology was introduced in this paper, which based on the principle of the screw delivery. Preliminary experiments proved that screw powder feeder can feed powder with good uniformity and it can work properly with other components of thermal spray system.
Key words:thermal spray technology, screw powder feeder, uniformity
猜你喜欢
当代化工研究(2023年18期)2023-10-19 09:45:58
甘肃科技(2020年21期)2020-04-13 00:33:32
设备管理与维修(2020年8期)2020-02-16 10:37:09
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
科学与财富(2018年22期)2018-08-18 11:06:32
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
科技资讯(2016年4期)2016-06-11 06:26:56
当代化工研究(2016年7期)2016-03-20 16:21:49
中国水利(2014年2期)2014-10-25 09:45:58
机电信息(2014年29期)2014-02-27 15:54:16
