
CAXA数控车刀具路径探
2016-06-15 06:45曹军江纪东刘振
中国新通信 2016年9期
曹军 江纪东 刘振
国产精品数控软件CAXA品类众多,功能并不逊于其他同类国外软件,然而在数控从业人员中并不是主流应用。很多从业人员言必称“国外高端”,存在盲目崇洋媚外现象。这和CAXA开发时间短,软件自身存在瑕疵有关,国外软件先期进入并占领用户有关,也和用户对国产软件了解、探讨不深入有关。这里仅通过CAXA数控车软件举例探讨个中原因。
综观各种国内外数控车软件,CAXA数控车功能完全胜任数控车床各种工件加工。其界面和CAXA电子图版完全一致,绘图适合国人操作习惯,符合国标规定,易于学习和上手。工艺设置为“看图说话”式填表方式,简洁明了。这些特点其实是CAXA数控车推广应用并占领国内用户最好基础。
下面首先探讨用户对刀具路径和工艺设置存在疑问的问题。最受用户质疑的问题是所谓刀路过切。如图1所示。此图为精车刀具路径。【对刀点方】式设置为【刀尖】,【刀尖圆弧半径】设置为【R2】,【进、退刀方式】设置为【垂直】,其他工艺设置选项采用默认设置。
图中箭头所示位置被用户质疑为过切部分。所示“过切”路径实际是刀尖半径造成的假想刀尖在软件内部做刀路计算的“移动”轨迹,它是计算结果在屏幕的显示,不是实际刀具路径,因此实际刀尖点轨迹并不过切。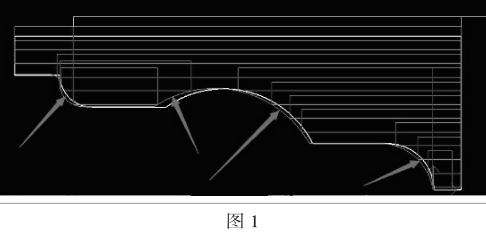
图2是利用软件自身【静态】刀具轨迹校验功能验证结果放大显示的截图。用户可以利用【静态】、单段运行功能准确的自行验证。
这样的理论分析和结论验证并不是所有用户可以做到,软件的自带说明也没有详细介绍,也无相关书籍或论著阐述。因此,导致一些自学从业者,CAXA软件初学者和车间操作者不敢相信国产软件而转投mastercam等所谓国外“高端”软件。
其次软件自身问题讨论。作为国产精品CAM软件,CAXA也需经发展过程中的问题和成长。数控车2008以前的版本中不可以分别设定X向、Z向精车余量;2013以前版本车刀参数设定【前角F】、【后角B】设定不符合国标。
2015版本做出更改,【副偏角B】定义正确,但是【主偏角F】定义仍需改进,它现在角度是【主偏角B】的数学补角。这些小瑕疵虽然不影响软件自身使用,但仍会成为用户诟病软件不够专业的借口。
2015新版本进步也是可喜的,在新版本中异形螺纹加工成为亮点。该功能简单易用,可以满足齿形截面为锯齿形螺、纹圆弧螺纹等螺纹的加工,用户只需按照实际尺寸画出齿形轮廓,在异形螺纹加工参数表中定义【刀具】、【螺纹起、终点坐标】、【螺距】、【X向层高】、【Z向进给】等工艺参数即可生成所需的异形螺纹加工刀具路径并完成加工。
软件操作步骤如图三所示。
1、点选异形螺纹加工图标
2、定义螺纹起、终点
3、拾取齿形截面曲线(拾取起点、给定方向、拾取限制线终点)
综上所述,可以看出CAXA数控车软件作为国产精品CAM软件,简单易用、功能强大并日臻完美。CAXA有待软件开发者进一步完善,更有待用户深入使用。祝愿CAXA数控车为中国制造业助力前行提供助推力,为实现中国梦做出更多贡献。说明:文中【】中为软件参数设定选项
参 考 文 献
[1]宛剑业,马英强,吴永国编著.CAXA数控车实用教程.化学工业出版社. ISBN:7-5025-7078-0
[2]李超编著.数控加工实例.辽宁科技出版社. ISBN:7-5381-4322-x
猜你喜欢
飞天(2020年9期)2020-09-06
数码设计(2020年3期)2020-08-21
东坡赤壁诗词(2018年5期)2018-12-17
科学与财富(2018年18期)2018-08-09
环球时报(2018-04-27)2018-04-27
南都娱乐周刊(2017年11期)2017-07-28
综艺报(2017年12期)2017-07-06
环球市场信息导报(2017年6期)2017-06-15
职业·中旬(2009年6期)2009-07-21
