
热处理对Fe-Mo-Cr-B堆焊合金组织的影响
2016-06-14 02:30潘应君柯德庆陆旭锋
武汉科技大学学报 2016年3期
张 恒,潘应君,柯德庆,洪 波,陆旭锋
(武汉科技大学材料与冶金学院,湖北 武汉,430081)
热处理对Fe-Mo-Cr-B堆焊合金组织的影响
张恒,潘应君,柯德庆,洪波,陆旭锋
(武汉科技大学材料与冶金学院,湖北 武汉,430081)
摘要:以Mo、B、Cr、Ni、C及Fe粉末为药芯,低碳冷轧H08A钢为外皮,采用药芯焊丝埋弧堆焊方法制备Fe-Mo-Cr-B堆焊合金,并分别对堆焊试样进行淬火与退火处理。结合光学显微镜、SEM、EDS、XRD及硬度测试等手段,研究热处理前后堆焊层组织、物相、成分及硬度变化。结果表明,Fe-Mo-Cr-B堆焊合金组织由α-Fe、Mo2FeB2、(Fe, Cr)2B及少量(Fe, Cr)23(B, C)6组成;堆焊试样在经950 ℃保温30 min淬火或退火处理后,网状硼化物共晶组织消失,其物相组成为α-Fe和颗粒Mo2FeB2,且退火试样中Mo2FeB2数量较多;热处理后试样堆焊层硬度分布较为均匀,硬度显著提高,且其与基体结合界面过渡层的厚度增加。
关键词:药芯焊丝;堆焊;热处理;Mo2FeB2;显微组织;硬度
三元硼化物由于其优异的耐磨、耐腐蚀及耐高温性能,且所需原料不依赖于W、Co等战略物质,备受国内外研究者青睐[1-3]。Mo2FeB2材料作为三元硼化物的一种,还具有与钢冶金结合性能良好等特点,因此具有广阔的应用前景。目前,一般采用反应烧结法制备Mo2FeB2及其覆层材料,但其实际效果并不理想,仍存在材料内部孔隙过多、孔隙度大等问题[4-9]。为此,寻找Mo2FeB2覆层材料其他制备及应用方式显得尤为重要。
药芯焊丝作为新一代焊接材料,其焊接效率高、易操作且焊丝品种多样,可用于制作高硬度、轧制拔制困难的堆焊合金材料[10-11]。其中,硬面堆焊是药芯焊丝主要应用领域之一,它能很好地对材料表面进行改性,提高实际生产中工件的表面性能,进而延长其使用寿命。目前,对硬面堆焊用药芯焊丝的研究多集中在高碳高铬铸铁型、Fe-Cr-WC系、Fe-Cr-C系等材料[12-14],而这些类型焊丝中的增强相多为(Cr, Fe)7C3或外部添加WC,单独自生成的硬质相(Cr, Fe)7C3含量一般较少,而外部添加WC增强相容易引入杂质,影响焊层的性能,且存在相分布不均匀等问题。理论上Fe-Mo-Cr-B系药芯焊丝可以自生成的方式形成硬质相Mo2FeB2,其能均匀分布于焊层组织中,但目前对Fe-Mo-Cr-B系药芯焊丝的焊层组织及其影响因素的研究还较少。
基于此,本文以三元硼化物Mo2FeB2的成分配比来配制药芯焊丝药粉,采用埋弧焊法在Q235钢板上制备Fe-Mo-Cr-B堆焊合金,对焊后堆焊层的组织及成分进行分析,并研究了不同热处理方式对堆焊层组织的影响。
1试验
1.1原料及试样制备
药芯焊丝外皮为低碳冷轧H08A钢带,药芯部分由Mo、B、Cr、Ni、C及Fe粉组成,其成分如表1所示。将原料粉末混合均匀后轧制成直径为4.0 mm焊丝,再拉拔减径为3.2 mm。

表1 焊丝中药粉的化学成分(wB/%)
在250 mm×100 mm×12 mm的Q235钢板上,采用MZ-1000型埋弧焊焊机进行堆焊试验,焊剂为8016,其工艺参数如表2所示。然后分别对试样进行退火及淬火处理,加热温度均为950 ℃,保温时间为30 min,其中退火采用随炉冷却的方式,淬火采取水淬。

表2 堆焊过程的工艺参数
1.2分析检测
采用多功能ZEISS AxioPlan 2型金相显微镜(OM) 观察试样金相组织;用X’Pert PRO MPD型X射线衍射仪(XRD)对试样进行物相分析;用Nova 400 Nano型场发射扫描电子显微镜(SEM)及能谱仪(EDS)对堆焊层材料显微组织及成分进行表征与分析;用HX-500型显微硬度仪测定试样显微硬度。
2结果与分析
2.1焊后组织及物相分析
试样堆焊界面及堆焊层的显微组织如图1所示,堆焊层的XRD图谱如图2所示。由图1可见,试样堆焊界面的冶金结合良好,有清晰的过渡层,且没有明显的孔洞等缺陷,堆焊层组织为细小的黑色硬质颗粒均匀地分布在白色的黏结相中,同时有大量的灰色共晶组织,呈网状均匀分布于白色组织周围。结合图2可知,试样堆焊层的基体组织为α-Fe,而硬质相则由大量Mo2FeB2、M2B及少量的M23(B, C)6组成。其中,Mo2FeB2、M2B作为其硬质相,可保证材料堆焊后焊层具有较高硬度,而α-Fe在其中充当黏结相的作用,可保证堆焊层具有一定的韧性。
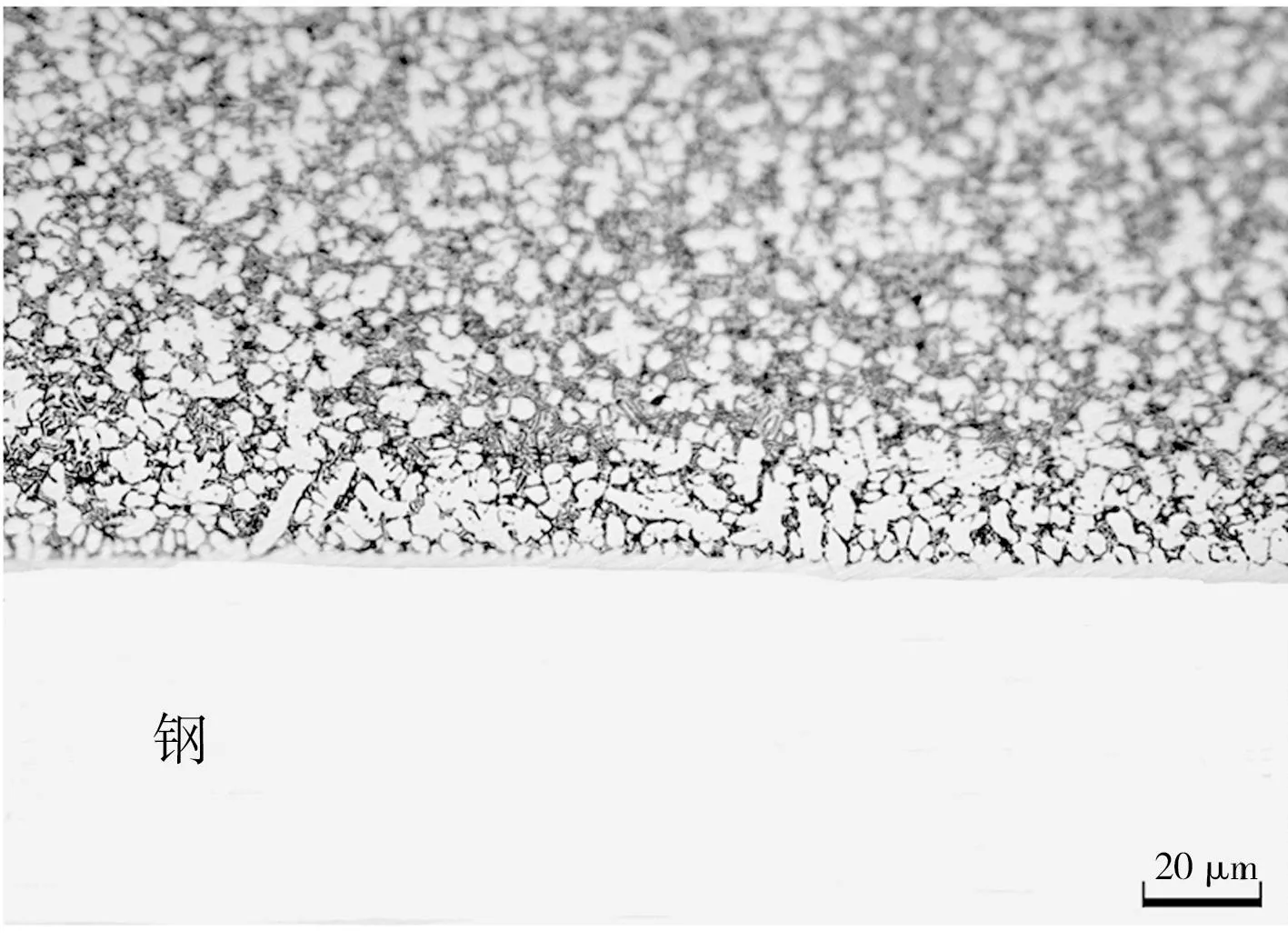
(a)堆焊界面

(b)堆焊层
Fig.1 Optical microstructures of surfacing interface and surfacing layer of as-welded sample
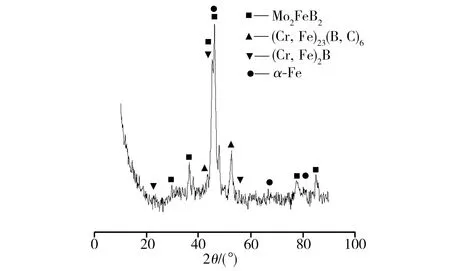
图2 焊后试样堆焊层的XRD图谱
在堆焊过程中,产生了大量的热,达到了Mo2FeB2的反应温度,焊丝药芯中的B、Mo及其他原料在高温条件下经原位反应形成硬质相Mo2FeB2;同时,在高温反应过程中,基材界面处材料也参与了反应,即基材中Fe向堆焊层扩散,堆焊材料中的Mo向基材扩散,反应结束后形成一定的过渡层,保证了堆焊层和基材的结合;另一方面,堆焊层中M2B的形成则是由于Fe基体对B有排斥效应,使得两个以上基体晶粒交界区域的B浓度达到M2B相的形核要求,进而在晶界处形成M2B,分布于铁素体周围(见图1(b))[15]。
2.2热处理对堆焊层组织及性能的影响
2.2.1微观组织
热处理后试样堆焊层的显微组织如图3所示。从图3中可以看出,经热处理后试样堆焊层颗粒状晶粒增多,网状分布的灰色共晶组织消失,同时退火试样与淬火试样相比,其组织中黑色硬质相颗粒的数量更多。
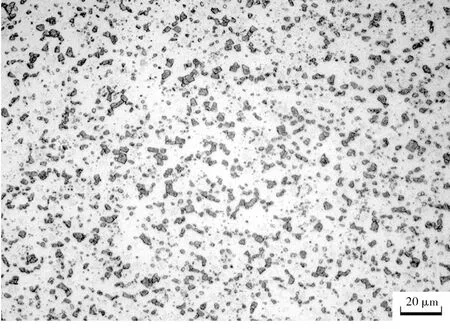
(a)淬火
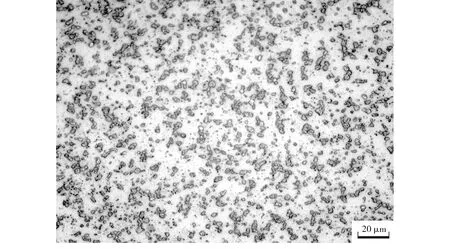
(b)退火
Fig.3 Optical microstructures of the surfacing layers of heat treated samples
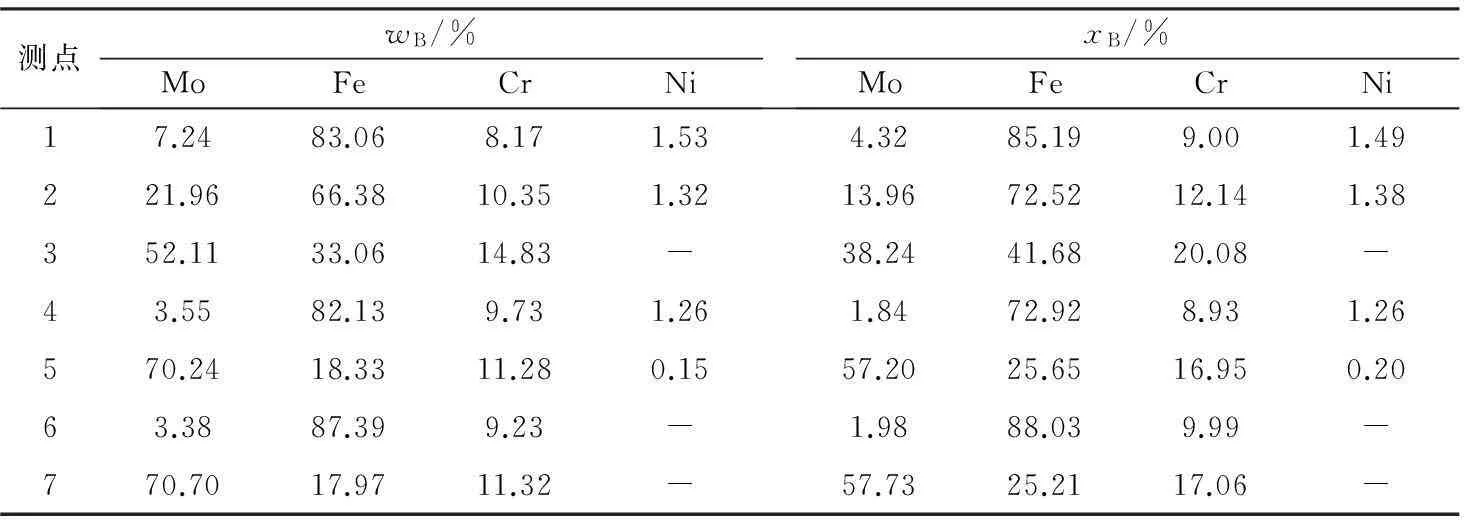
图4为焊后及热处理后试样堆焊层的SEM照片,对其中不同相进行EDS分析,其结果如表3所示。由表3中测点1可知,堆焊试样中黏结相成分主要为Fe,而Cr作为强铁素体形成元素,则部分以固溶的形式存于其中,同时还检测到少量完全反应的Mo;测点2共晶组织的成分显示,M2B中M为Fe、Cr,同时含有一定量未反应完全的Mo;而根据测点3的结果可知,硬质相中有大量Mo元素的存在,这表明其组成相不仅为Mo2FeB2,根据组织形状判断,其中还可能存有初生硼化物,由于反应时间较短,初生硼化物可能从液相中直接结晶形成[15]。
另一方面,从表3中测点1、4、6可知,未热处理试样灰色区域中Mo含量比热处理试样要高,这是因为在热处理过程中,堆焊层中各元素继续参与反应形成三元硼化物,即灰色相中的Mo元素参与了这一过程,形成Mo2FeB2,导致相中Mo含量降低;从表3中测点3、5、7可知,测点5、7颗粒组织中Mo/Fe原子比为2.23和2.29,与Mo2FeB2中Mo/Fe原子比相近,这表明该组织为硬质相Mo2FeB2,且不含有其他成分,而测点3中Mo/Fe原子比为0.92,表明其物质不全为Mo2FeB2,还含有一部分初生硼化物;从表3中测点4、5、6、7可知,热处理后试样堆焊层的组织基本相同,均以α-Fe为黏结相,形成的硬质相颗粒Mo2FeB2均匀分布于其中。

(a)焊后(b)淬火
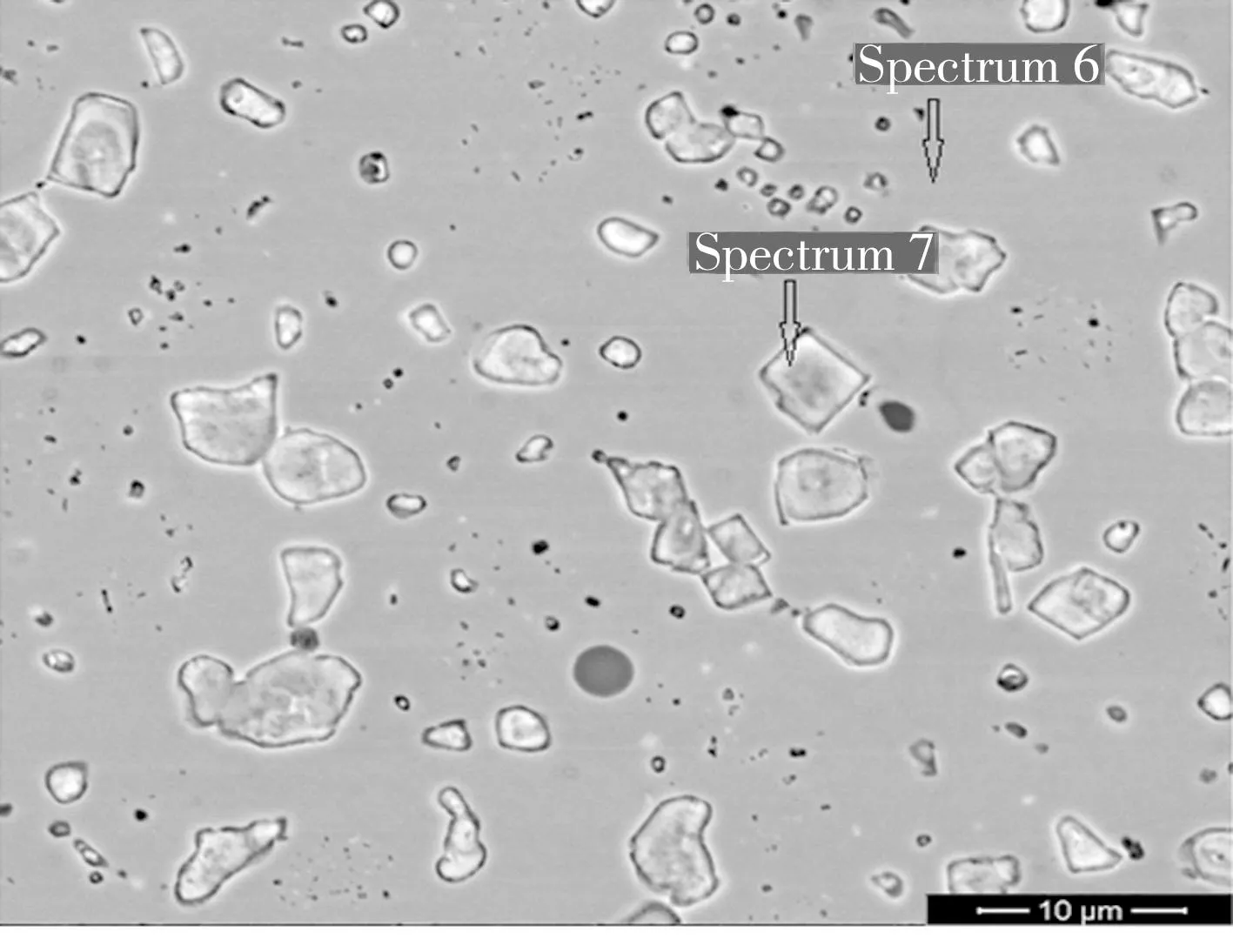
(c)退火
测点wB/%MoFeCrNi xB/%MoFeCrNi17.2483.068.171.534.3285.199.001.49221.9666.3810.351.3213.9672.5212.141.38352.1133.0614.83-38.2441.6820.08-43.5582.139.731.261.8472.928.931.26570.2418.3311.280.1557.2025.6516.950.2063.3887.399.23-1.9888.039.99-770.7017.9711.32-57.7325.2117.06-
堆焊过程中,虽温度上能达到Mo2FeB2的反应要求,但由于时间较短,反应进行得并不充分,Mo2FeB2形成并不完全,同时堆焊层中大量未形成三元硼化物的B元素被Fe基体所排斥,导致晶粒交界处B元素浓度较高,进而形成了M2B共晶组织。而堆焊试样在950 ℃温度下保温30 min,则给予其足够的时间与温度继续反应,三元硼化物的原位反应形成了大量颗粒状Mo2FeB2,使得组织中B含量减少,因而在晶粒交界处无法形成M2B共晶组织,导致热处理后试样中均未观察到共晶组织的存在。另一方面,淬火试样快速冷却,硬质颗粒Mo2FeB2可在保温时间内形成,而退火试样的冷却速度缓慢,在缓冷过程中仍有三元硼化物继续反应,继续有Mo2FeB2生成,使得其中Mo2FeB2数量比淬火后试样更多。
热处理前后组织情况的不同,原因主要在于堆焊组织中的反应时间不同,对堆焊后组织进行热处理,可延长堆焊组织中三元硼化物的反应时间,得到更多三元硼化物硬质颗粒,有效增强堆焊组织的性能。
2.2.2显微硬度
图5为焊后及热处理后试样从基体至堆焊层的显微硬度分布。根据图5计算可知,未热处理、经淬火及退火处理后试样堆焊层的平均硬度(HV0.2)分别为655、695、730。由此可见,经热处理后,试样堆焊层的显微硬度均高于焊后试样,且经退火处理后的试样硬度最高,这与热处理后堆焊层中硬质相Mo2FeB2的数量显著增加有关。从图5中还可以看出,经热处理后试样的显微硬度分布更为均匀,这从侧面反映了其堆焊层组织分布均匀;同时,还可以看到经退火处理后的试样,其堆焊层与基体结合界面的过渡层较厚,这是由于热处理过程中,由于反应时间较长,界面处原子扩散得更充分,界面过渡层变厚,使得堆焊层与基体结合得更为牢固。
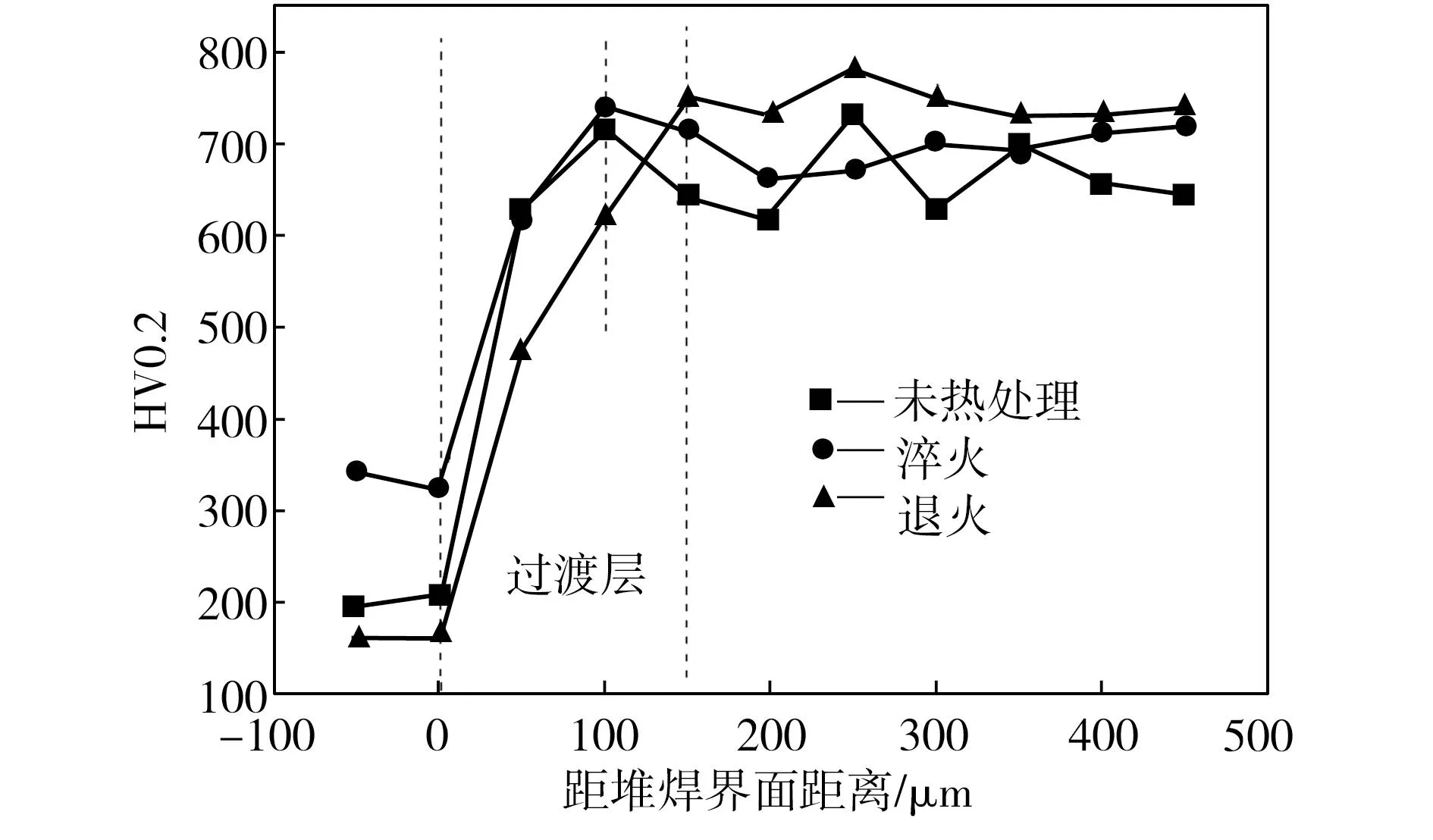
图5 焊后及热处理后试样堆焊层的硬度分布曲线
Fig.5 Hardness distribution curves of the surfacing layers of as-welded and heat-treated samples
3结论
(1)Fe-Mo-Cr-B堆焊合金组织由α-Fe、Mo2FeB2、(Fe, Cr)2B及少量(Fe, Cr)23(B, C)6组成,具有组织均匀、堆焊界面冶金结合良好、有清晰过渡层及无明显缺陷等特点。
(2)堆焊试样在经950 ℃保温30 min淬火或退火处理后,组织中网状硼化物消失,硬质相为三元硼化物Mo2FeB2颗粒,且退火试样中硬质相数量较多。
(3)热处理后试样堆焊层平均硬度增加,分布较为均匀,且堆焊层与基体结合界面过渡层厚度增加。
参考文献
[1]承新,郑勇,于海军,等.三元硼化物基金属陶瓷的研究进展[J].材料导报,2007,21(7):52-54.
[2]Lavernia E J, Wu Y. Spray atomization and deposition[M]. New York: John Wiley and Sons, 1996: 338.
[3]Komai M, Takagi K, Watanabe T, et al. Effects of cobalt on the properties and phase formation of Mo2FeB2complex boride base hard alloys[C]//Boron-rich Solids, AIP conference Proceedings. Albuquerque, New Mexico: American Institute of Physics, 1991, 273: 578-581.
[4]Leithe-Jasper A,Klesnar H, Rogl P, et al.(M(M=Mo, W)-Fe-B)三元系状態図の1323 K 等温断面の検証[J].日本金屬學會誌,2000,64(2):154-162.
[5]张涛,李兆前,黄传真.三元硼化物基金属陶瓷的液相烧结及其应用[J].无机材料学报,2002,17(1):17-23.
[6]陆旭锋,潘应君,张恒,等.球磨时间对 Mo2FeB2基金属陶瓷组织和力学性能的影响[J].武汉科技大学学报,2015,38(4):259-262.
[7]潘应君,温玉磊,刘绍友,等.金属陶瓷-钢覆层材料制备及其界面表征[J].武汉科技大学学报,2009,32(5):483-486.
[8]李文虎,刘福田.原位反应制备Mo2FeB2基金属陶瓷烧结过程热力学分析[J].粉末冶金技术,2010,28(3):192-195.
[9]李文虎,刘福田,冯小明.烧结温度对Mo2FeB2合金组织性能的影响[J].粉末冶金技术,2009,27(1):48-51.
[11]Shlepakov V N, Gavrilyuk Yu A, Kotelchuk A S, et al. Application of mechanized welding with self-shielding flux-cored wire in repair of metallurgical equipment[J]. The Paton Welding Journal, 2013(3): 38.
[12]魏建军,黄智泉,杨威.高碳高铬铸铁堆焊合金组织分析[J].焊接学报,2008,29(3):145-148.
[13]张玉峰,王晓东,姜忠宝.Fe/Cr-WC系药芯焊丝堆焊耐磨合金层性能研究[J].表面技术,2011(5):54-56.
[14]肖逸锋,陈愚,龚建勋,等.Fe-Cr-C系药芯焊丝耐磨堆焊层的组织和性能[J].热加工工艺,2008,37(11),1-3.
[15]王智慧,万国力,贺定勇,等.Fe-Cr-B-C堆焊合金的组织与耐磨性[J].材料工程,2014(9):57-62.
[责任编辑董贞]
Effect of heat treatment on the microstructure ofFe-Mo-Cr-B hardfacing alloys
ZhangHeng,PanYingjun,KeDeqing,HongBo,LuXufeng
(College of Materials Science and Metallurgical Engineering, Wuhan University of Science andTechnology, Wuhan 430081, China)
Abstract:Taking Mo, B, Cr, Ni, C and Fe powders as the flux-core and low carbon cold rolled steel H08A as the skin, Fe-Mo-Cr-B hardfacing alloys were prepared by the method of flux-cored wire submerged arc welding, and the obtained samples were quenched and annealed respectively. By means of optical microscope, SEM, EDS, XRD and hardness test, the variations in microstructure, phase, composition as well as microhardness of hardfacing alloy samples before and after heat treatment were investigated. The results show that the as-welded Fe-Mo-Cr-B hardfacing alloy consists of α-Fe, Mo2FeB2, (Fe,Cr)2B and a small amount of (Fe, Cr)23(B, C)6.After annealling or quenching at 950 ℃ for 30 min, the reticular boride eutectic structures in the surfacing layer of hardfacing sample disappear and the sample is composed of α-Fe and granular Mo2FeB2. Also, the annealing sample contains more Mo2FeB2. Meanwhile, the surfacing layers of heat-treated samples have more uniform hardness distribution and higher hardness values along with the thicker transition layers between welding layer and substrate.
Key words:flux-cored wire; hardfacing; heat treatment; Mo2FeB2; microstructure; hardness
收稿日期:2016-01-13
基金项目:湖北省科技攻关计划项目(2004AA101C49).
作者简介:张恒(1991-),男,武汉科技大学硕士生.E-mail:493838630@qq.com通讯作者:潘应君(1965-),男,武汉科技大学教授,博士生导师.E-mail:hbwhpyj@163.com
中图分类号:TB331
文献标志码:A
文章编号:1674-3644(2016)03-0180-05
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
金属加工(热加工)(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
山东冶金(2019年3期)2019-07-10
制造技术与机床(2019年4期)2019-04-04
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
新世纪水泥导报(2016年1期)2016-07-01
焊接(2016年2期)2016-02-27
