
T68卧式镗床的PLC改造设计
2016-06-13 03:03戴寿超
常州工学院学报 2016年2期
戴寿超
(闽西职业技术学院,福建龙岩364021)
T68卧式镗床的PLC改造设计
戴寿超
(闽西职业技术学院,福建龙岩364021)
摘要:分析了T68卧式镗床控制系统的主要功能和常见故障。针对控制系统存在线路复杂、可靠性差、故障率高等缺点,选用三菱FX3U-32MR为控制系统核心,通过PLC的I/O地址分配布置及外部硬件接线和梯形图程序设计,完成控制系统改造。经过运行调试,满足了企业实际生产要求,提高了镗床工作的可靠性。
关键词:可编程控制器;T68镗床;故障检修;技术改造
0引言
镗床是机械加工中使用比较普遍的设备,主要用来加工精度高的孔以及孔间距离要求较为精确的零件。以常见的T68卧式镗床为例,不仅能完成孔加工,而且还能车削端面及内外圆、铣削平面等。目前,中小型企业使用的T68卧式镗床大部分采用传统的继电-接触器控制,由于继电接触器控制线路复杂,继电器使用数目比较多,故障率较高,维护及检修相对困难,运行稳定性变差,最终会降低零件加工精度。
针对这些问题,本文采用三菱PLC,在原有T68卧式镗床工艺加工不变的基础上,对传统的继电-接触器控制系统进行PLC改造,以实现提高设备工作可靠性的目的。
1T68卧式镗床简介
1.1控制系统
T68卧式镗床主要由床身、前立柱、主轴箱、后立柱和工作台等部件构成。电气控制电路如图1所示。镗床的部件运动由2台电机控制,在加工过程中主轴与平旋盘的旋转运动由主轴电机M1控制,主轴的轴向进给、主轴箱的垂直进给以及工作台的进给由快速移动电机M2控制。
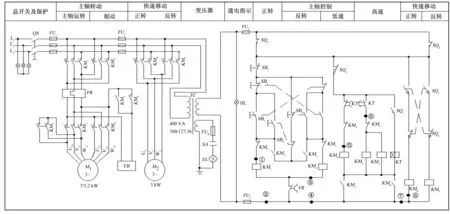
图1 T68卧式镗床电气控制电路
1.2主要控制功能
T68卧式镗床电气控制系统不仅具有主轴电机M1的正反转及点动控制、M1的变速控制、M2的快速移动控制等功能,而且在加工零件时设有安全联锁保护功能[1]。
1)主轴电机M1的正反转及点动控制。当按下SB3或SB2后,KM1或KM2通电吸合并自锁,实现M1的正转或反转启动控制;当按下SB4或SB5后,实现M1的正转或反转点动控制。
2)主轴电机M1的高低速切换及制动控制。在加工零件需要速度变化时,可由手柄机械机构连接的行程开关SQ1控制。正常情况下,为了减小启动电流,SQ1打到低速挡位,KM3主触头接通,M1以低速启动运行;当需要切换到高速时,SQ1打到高速挡位,通过KT延时使KM4、KM5主触头接通,M1自动切换到高速运行状态。而M1的停车制动由制动电磁铁YB实现,当KM3或KM5辅助触头断电释放时,制动电磁铁YB因失电而制动,主轴电机M1制动停车。
3)变速切换控制。变速控制由变速手柄操作,在零件加工过程中想改变M1的运转速度,先将变速手柄拉出,此时手柄将压住变速开关SQ2,SQ2断开,使KM3或KM4、KM5均失电,同时YB失电,M1立即被制动,选择好转速后,再将手柄推进去,SQ2复位,处于闭合状态。
4)快速移动电机M2控制。主轴的轴向进给、主轴箱的垂直运动、工作台的进给等快速移动由M2控制,通过不同的齿轮、丝杆的连接来完成各个方向的快速移动。当位置开关SQ6压合,KM6通电吸合,正向快速移动;当位置开关SQ5压合,KM7通电吸合,反向快速移动。
5)安全联锁保护。在零件加工过程中,为了避免同时出现主轴进给和工作台或主轴箱快速进给而造成误操作,采用2个并联的限位开关SQ3、SQ4实现安全联锁。当2个手柄中只有1个处在进给位置时,则SQ3或SQ4压合,控制系统正常工作;当2个手柄都处在进给位置时,SQ3和SQ4都断开,控制系统失效,镗床停止工作,从而达到联锁保护目的。
2控制系统常见故障
由于机械加工环境相对较差,T68卧式镗床采用传统的继电-接触器控制系统,控制线路复杂,长时间通电使一些元器件或线路出现老化、接触不良等现象[2],导致镗床无法正常工作。T68卧式镗床控制系统常见故障见表1所示。

表1 T68卧式镗床控制系统的常见故障
3控制系统的PLC改造设计
针对传统的T68卧式镗床出现故障率高,可靠性差,检修工作量大等问题,保证原有镗床工艺加工不变的基础上,保留主电路,不改变原控制系统电气操作方法,将对T68镗床控制系统进行PLC改造[3-5]。
PLC改造主要包括输入输出地址分配、PLC的外部接线以及PLC程序设计。
3.1I/O 分配
输入、输出信号地址分配如表2~3。

表2 输入信号地址分配
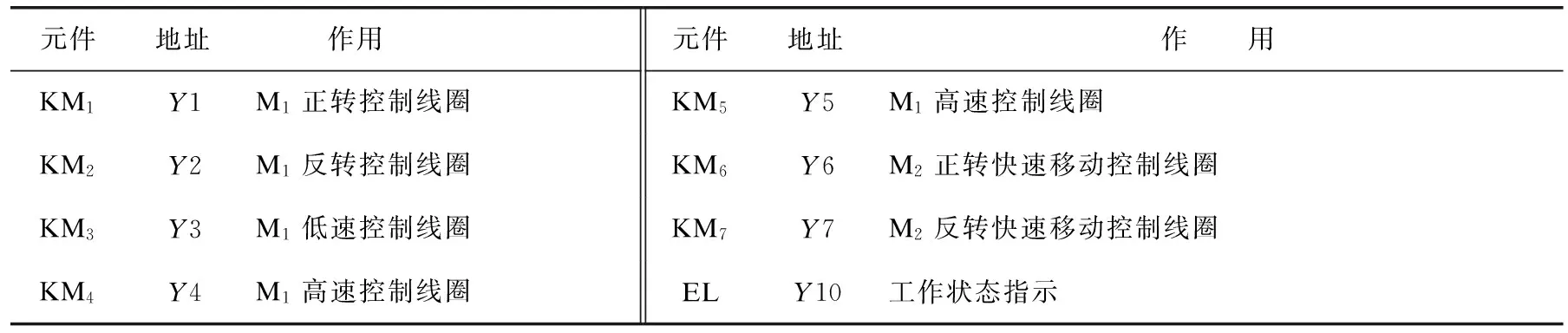
表3 输出信号地址分配
3.2PLC的外部接线图
采用三菱FX3U-32MR对电气控制系统进行改造,PLC外部接线如图2所示。为了增加控制系统可靠性,除了程序上采用软继电器的触点互锁外,还在KM1~KM7的线圈回路上串接接触器常闭触点,实现硬件互锁,保证控制系统安全可靠。
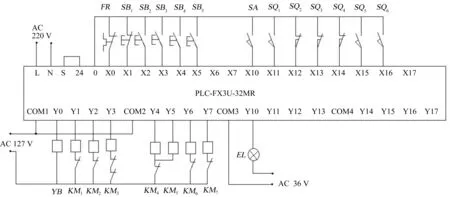
图2 PLC外部接线
3.3PLC的程序设计
PLC的I/O口分配及外部硬件电路接线确定后,根据T68卧式镗床的控制要求进行PLC程序编写,程序设计如图3所示。
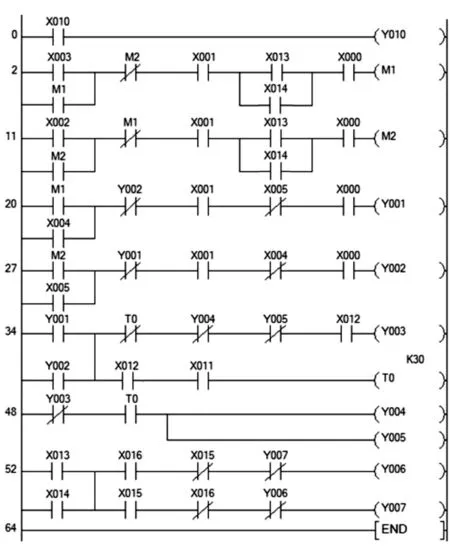
图3 PLC程序设计
4结语
选用FX3U-32MR对T68卧式镗床控制系统进行改造,按照文中所述步骤进行安装调试,完全满足镗床的控制要求。通过PLC改造控制系统需要的投入不多,硬件电路的接线大大减少,镗床控制系统的稳定性和自动化程度得到提高,运行的故障率大幅降低,同时检查维护方便,经济效益较显著。改造后的镗床经生产运行检验,效果尤佳,非常适合当前国内经济形势,用很小的技改投入来延长老设备的生命周期,有良好的市场价值。
[参考文献]
[1]李伟,熊新国.机床电气控制技术[M].北京:机械工业出版社,2010.
[2]贾宝媛,夏春茂.造纸机械加工设备T68镗床电气故障的检修[J].天津造纸,2014(1):27-30.
[3]付保英,马尚祯.基于PLC的T68镗床控制系统的改造[J].煤矿机械,2014,35(3):154-155.
[4]黄文芳.T68镗床控制系统的自动化改造设计[J].煤矿机械,2015,36(5):203-205.
[5]孙小春.T68镗床的PLC改造[J].杨凌职业技术学院学报,2015,14(2):28-31.
责任编辑:陈亮
PLC Retrofit Design of T68 Horizontal Boring Machine
DAI Shouchao
(Minxi Vocational & Technical College,Longyan 364021)
Abstract:After an analysis of the main functions and common failures of the T68 horizontal boring machine control system,the paper upgrades the control system to solve the problems including complicated circuits,poor reliability and high failure rate,with Mitsubishi FX3U-32MR as its core,by allocating the I/O addresses of PLC,wiring the external hardware lines and designing the trapezoidal chart procedure.After debugging,the upgraded system meets the enterprises′ actual production requirement,and improves the reliability of the boring.
Key words:PLC;T68 boring machine;trouble shooting;technical transformation
doi:10.3969/j.issn.1671- 0436.2016.02.008
收稿日期:2016- 03- 07
作者简介:戴寿超(1958—),男,工程师,讲师。
中图分类号:TP332;TG531
文献标志码:A
文章编号:1671- 0436(2016)02- 0034- 04
猜你喜欢
未来英才(2016年20期)2017-01-03
科技创新与应用(2016年34期)2016-12-23
科技视界(2016年18期)2016-11-03
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
