
电力变压器制造监理中的常见问题处理
2016-06-12 07:10国网山西省电力公司长治供电公司山西长治046011
电力安全技术 2016年4期
申 丽(国网山西省电力公司长治供电公司,山西 长治 046011)
电力变压器制造监理中的常见问题处理
申 丽
(国网山西省电力公司长治供电公司,山西 长治 046011)
〔摘 要〕变压器是电力系统中的重要设备,其产品质量直接决定着电力系统能否安全可靠运行,因此对变压器制造过程进行设备监理是非常必要的。对220 kV电力变压器制造监理中的一些关键点进行了分析,并说明了常见问题的处理对策,有效预防了一些制造缺陷,提高了变压器的制造质量,为电力系统的安全稳定运行提供了可靠保障。
〔关键词〕电力变压器;制造监理;低压线圈;关键点
0 引言
在电力变压器制造过程中,为了更好地监督生产厂家对各个环节的质量控制,设备制造监理得到越来越多的实施。经过20多年的实践证明,在电力变压器制造过程当中,对设备实施制造监理,可以有效消除质量缺陷,提高变压器的产品质量,使变压器投运的供电安全可靠性大大提高。
1 电力变压器的制造监理概要
电力变压器的全过程监理主要包括变压器的选型选厂、合同谈判、监造、现场安装和试验交接等。
电力系统中的变压器既有10 kV的配电变压器,也有35-110 kV和220-500 kV乃至1 000 kV的大型电力变压器。通常来说,电网系统的电压等级越高,电网的变电容量就越大,对各种电气设备和整个电力系统的绝缘性能等要求也就越高,对变压器质量的要求也相应提高,进行制造监理的比例也随之提高。全过程监理可以最大限度地提前发现生产制造乃至图纸中的不合理甚至错误之处,及时修正可以将变压器的质量隐患消灭在萌芽状态。
现以220 kV电压等级变压器为例,对制造监理中的一些关键点进行分析。
1.1 监理中关键信息的识别
在电力变压器的制造监理工作中,为保证制造监理的质量,需要加强对制造过程中关键信息的识别。关键信息主要包含变压器的监理合同、订货合同、制造厂信息、监理法规与规章、监理方要求的其他与监理服务相关的信息等。其中,监理合同是监理方实施变压器制造过程中监理职权的主要依据,而订货合同所指的是业主和变压器制造厂家(承包方)所签订的合同以及其他业主要求的文件等。
1.2 主要文件的识别
在监理服务实施之前,应该对主要的质量文件和技术文件予以检查。首先,加强对变压器制造厂家有关ISO9001质量管理体系认证书与产品运行记录的查证,对制造厂有无完善的质量保证体系进行充分查证。其次,对设计任务书、施工图纸和承受短路能力计算报告的完整性进行检查,对设备与技术协议中的设计要求是否相符进行核对,以确定能否进入生产制造环节。最后,对变压器制造厂家各工序的工艺规程、作业指导书和质量检验等支撑文件进行检查,保证制造过程中的质量管理系统有序和有效运行,产品质量处于可控状态。
1.3 现场见证点与停止点的识别
在变压器的现场制造监理中,应加强对现场见证点的识别,现场见证点主要包含铁芯质量、线圈质量、器身装配、总装现场和打压试漏等。在现场见证中,铁芯作为变压器的磁路和骨架,其质量是主要的见证点。线圈作为变压器的电路部分,用来完成电能的传输与转换,可称为变压器的心脏,因而高、中、低压线圈和调压线圈的整体套装等是重要见证点。在制造监理工作中,要查阅相关的变压器器身干燥记录,特别是干燥的最高温度,可防止器身干燥不足或干燥过度造成绝缘损伤。在变压器的总装配环节,将钟罩式的上节油箱扣住整体器身,也是个很重要的总装现场见证点。当总装结束之后,对电力变压器实施打压试漏也是重要的见证点。
除了现场见证识别之外,停止见证识别也是非常重要的监理质量见证。停止点的现场见证主要包含线圈的整体套装、器身的干燥出炉、关键试验等。当三相线圈整体套装在铁芯柱上后,要对铁芯柱和线圈的整体紧实度与器身油路是否通畅等进行确认。关键试验主要是指出厂试验以及型式试验,如:感应耐压试验、工频耐压试验与温升试验等。通常情况下,这些试验业主均会委托监理方来见证。
2 变压器制造监理中的常见问题及处理
随着变压器市场竞争的不断加剧以及个性化要求越来越多,新设计的产品也相对增多。由于变压器所包含的零部件非常多,图纸量也很大,对于1 台220 kV的电力变压器来说,一般除了通用零件图之外,还需要有约200张的专用图纸,每张图纸中平均要有10-30个加工和配合尺寸,因此出错的几率相对较大。尽量将差错消灭在萌芽状态是用户和制造厂的共同要求,加强制造监理的意义也在于此。
2.1 变压器铁芯多点接地
铁芯是变压器的磁路,也是变压器结构的骨架,对线圈、引线和绝缘件起支撑作用。变压器铁芯正常的接地方法是一点接地,出现两点及两点以上的接地,称为多点接地。多点接地会使铁芯中出现环流,造成局部过热,使得变压器油和相邻的纸绝缘分解和老化,严重的会使铁芯烧毁。在制造监理中,一旦发现铁芯多点接地,监理工程师要马上提出整改要求,消除铁芯多点接地。铁芯多点接地有些是明显的,而有些是隐形的,即在制造厂未发生多点接地,但在运行中却存在形成多点接地的隐患。
例如:在某变压器铁芯制造过程中,监理工程师发现铁芯的铁轭为D形结构(见图1,其中黑色部分为夹件绝缘)。在此结构中,铁芯与夹件绝缘的两侧与最末级是平齐的(见图1(a)),这样,铁芯叠片与夹件间的绝缘距离只有27 mm(夹件绝缘的厚度)。这虽然满足技术规定要求的最低25 mm,但是此结构容易导致“搭接”,即有金属异物落在夹件绝缘上时,很容易使铁芯叠片与夹件连通,造成多点接地现象。经与厂家协商,厂家加大了夹件绝缘的宽度,使之延伸出铁芯10 mm,延长了爬电距离,消除了“搭接”造成多点接地的隐患(见图1(b))。
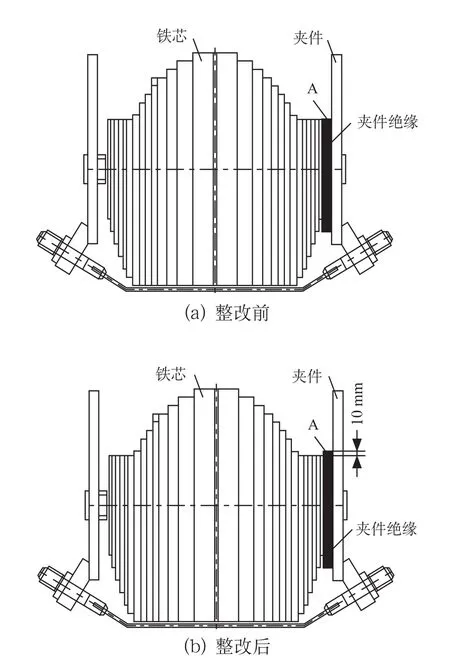
图1 铁芯夹件绝缘整改
2.2 铁芯爬电距离较小
变压器铁芯整体装配起立后,有时会出现铁芯夹件与上下铁轭之间的爬电距离偏小的问题,这是一个较大的问题。造成这种现象的主要原因是:在叠装铁芯的过程中,零件公差的累积、绝缘件的轻微位移,起立过程中受力不均产生的结构件变形等。在一定条件下,爬电距离小可能会引发变压器铁芯故障,进而诱发更大的质量事故,造成较大损失。
例如:某型号为SSZ-180MVA/220 kV的三相三绕组自冷有载调压电力变压器,监理师在变压器铁芯装配起立后检查发现铁芯夹件与上下铁轭之间的爬电距离仅有15 mm,比协议以及技术规定要求的25 mm要小得多。根据协议规定内容,监理工程师立即将问题向制造厂提出,并且要求严格按照协议规定的内容执行,规范实际值。制造厂技术负责人与技术部门经过分析论证,采取了可行措施使最终爬电距离达到30 mm。这就有效地保证了铁芯质量,防止了后期问题和事故的发生。
2.3 线圈油路不畅导致线圈温升超标
当前变压器制造厂家为了提高竞争力,不断优化产品结构、节材降耗,但有时可能考虑不周,对变压器质量产生一定的影响。
例如:某2台50 MVA产品,监理工程师在器身装配时查阅图纸发现,设计的低压10 kV线圈内径侧油道为6 mm,外径侧油道为7 mm,下部进油口油隙为7 mm,上部出油口油隙为6 mm。监理工程师对此提出质疑,认为油隙尺寸过小,可能会导致线圈温升过高,而制造厂家却不能提供该结构下同类型产品的温升试验数据。在监理工程师的要求下,该产品在总装配完成后进行了温升试验,结果处于外侧的高压线圈温升试验值在允许范围内,而低压线圈温升试验值比计算值高出了20K,超出技术协议要求的温升限值13K,属于不合格产品。由于此型号产品有2台,于是在第2台上也进行了温升试验,结果油顶温升和高压线圈温升与第1台相差都在1K之内,低压线圈比计算值高出了13K,超出温升限值5K,同样属于不合格产品。2台同样的产品低压线圈温升都超标,表明计算方法或结构设计上存在缺陷,而2台产品低压线圈温升相差8K,表明在制造过程中存在不可控因素。监理工程师据此向制造厂提出整改要求,同时将此情况向业主汇报。制造厂技术部门经过对产品计算方案和结构进行分析论证,找出了造成这一现象的原因。经过加大上下部进油口和出油口的油隙尺寸,并更改部分结构后,对产品重新进行温升试验,低压线圈温升合格。这表明,制造监理有效避免了产品带病出厂,规避了产品运行中温升过高的风险。
2.4 绝缘试验的见证
在监理实施中,订货合同当中的技术协议作为主要的文件依据,其中对变压器出厂的试验数据是非常关注的。当出现某项试验结果与技术协议要求不相符的时候,可要求重新试验以达到标准。若还不能达到要求,监理工程师就应该立即向业主汇报,让业主与制造商进行协商解决。
目前运行中的变压器,越来越重视局部放电问题。很多变压器都是在正常运行情况下突然发生绝缘击穿的,局部放电对绝缘损伤的累积是引起变压器绝缘击穿的一个关键因素。因此,目前对110 kV及以上变压器局部放电量提出了具体的要求,试验电压为为最高工作电压)时,局部放电量连续水平不大于500 pC;为时,局部放电量连续水平不大于300 pC;为时,视在电荷量连续水平不大于100 pC。在220 kV变压器制造监理中,就要着重对局部放电试验进行跟踪记录。
3 结束语
电气设备质量的好坏,直接影响着电力系统的运行安全。为保证电力设备的设计和制造质量,加强对设备制造中的监督管理是非常必要的。变压器是电力系统中的重要电气设备,对其制造过程实施设备制造监理,能有效预防一些制造缺陷,进而提高变压器的制造质量,为电力系统的安全稳定运行提供可靠保障。
参考文献:
1 中华人民共和国建设部,中华人民共和国国家质量监督检验检疫总局.GB50150—2006电气装置安装工程电气设备交接试验标准[S].北京:中国计划出版社,2006.
收稿日期:2015-11-08;修回日期:2016-02-22。
作者简介:
申 丽(1970-),女,工程师,主要从事变电运维检修管理工作,email:sxczshenli@163.com。
猜你喜欢
建材发展导向(2022年3期)2022-04-19
中学生数理化·中考版(2022年12期)2022-02-16
今日农业(2021年8期)2021-11-28
中国市场(2016年41期)2016-11-28
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
新高考·高一物理(2015年5期)2015-08-18
创业家(2015年3期)2015-02-27
中国卫生(2014年2期)2014-11-12
