对制定CRS 2000/9H辊式矫直机压下规程的研究与应用
2016-05-30 10:48:04杨居民
科技风 2016年11期
摘 要:在制定辊式矫直机压下规程时,要注意到金属材料的屈服强度,产品的断面模数大小,矫直辊辊距,矫直速度,矫直温度以及矫直压下量与矫直压力之间的匹配关系。既要照顾到轧件塑性变形时的矫直压力与矫直压下量的匹配关系,又要照顾到各个变形区的不同变形形式。
关键词:辊式矫直机;矫直原理;金属材料屈服强度;金属变形形式;矫直压力计算公式;矫直压下规程
莱钢分公司型钢厂大H型钢生产线矫直机为:CRS 2000/9H
(Compact Roller Straightener)辊式矫直机,它是当时世界最先进的大H型钢矫直机。
该矫直机采用双牌坊支撑,上四辊液压压下、下五辊与双牌坊固定的设计方式,对H型钢产品具有很好的矫直效果及最小的残余应力,并且实现了九辊整体快速换辊。
1 CRS 2000/9H辊式矫直机矫直原理
CRS 2000/9H辊式矫直机的工作原理是通过各个矫直辊的矫直压力,使金属轧件经过多次反复弯曲变形以消除轧件弯曲曲率的不均匀性,从而使轧件弯曲曲率从大变小达到矫直的目的。九辊式矫直机每上下相邻的三个矫直辊组成一个变形区,故此九辊式矫直机共有七个变形区。
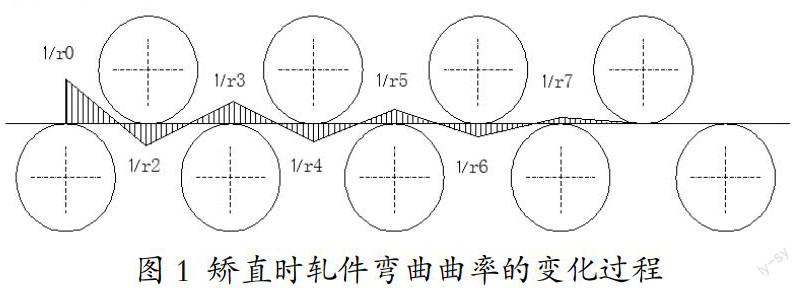
下面是轧件在CRS 2000/9H辊式矫直机上矫直时,轧件弯曲曲率的变化过程:(如图1)
轧件通过第一辊时,未受弯曲力矩作用,原始曲率无变化。
轧件进入各辊的反弯曲率均使前一辊的最大残余曲率得到矫直为原则选择,即1/ρi<1/ri-1,使1/ri-1变为0,残余曲率范围为0~1/ri(1/ri<1/ri-1)。直至1/en-1,使1/rn-2变为0,最终残余曲率为0~1/rn。当n值足够大时,1/rn-1≈0,那么轧件就被矫直。
事实上,矫直辊的个数是有限的,不可能无限多。只要使轧件曲率减小到一定程度达到国家标准或用户要求,就达到矫直的目的。
由此可得到矫直轧件的基本原则:欲使原始曲率为1/r0的轧件得到矫直(1/r=0),必须选择适当的外力矩,使反弯曲率在数值上等于弹复曲率1/ρy(即1/ρy=1/ρ)。弹复曲率的数值与轧件的尺寸、材料性质及原始曲率等因素有关。
在我们的矫直机上,1-6号辊塑性变形较大,从7号辊开始,塑性减小,弹性增加。7号辊和5号辊之间的压力有明显的变化。在入口的几个变形三角区,压下量较大,变形半径较小。随着轧件的逐渐向后移动,压下量逐渐减小,变形半径逐渐增大,直至变形半径无穷大,轧件完全被矫直。
2 辊式矫直机压下规程制定的研究与应用
CRS2000/9H辊式矫直机压下规程的制定,关键是计算各规格产品、不同钢种所需要的最小屈服力矩F*L(F是矫直压力、F是矫直辊辊距);计算各规格产品、不同钢种所需要的最小屈服力距还需要计算各规格产品的断面模数、不同钢种的屈服强度。
影响屈服强度的因素主要有金属的化学成分、晶格类型、晶粒大小、晶格组织结构、溶质元素、第二相、温度、应变速率、应力状态等等。根据现场大量生产经验研究得知,金属材料的化学成分、晶格类型、晶粒大小、晶格组织结构、溶质元素、第二相、矫直温度、应变速率(即矫直速度)、应力状态等因素影响金属材料屈服强度的波动为25%。
CRS 2000/9H辊式矫直机工作时,在1~4号矫直辊所构成的矫直变形区主要是大变形的纯塑性变形区,而4~7号矫直辊所构成的矫直变形区主要弹塑性变形区,而7~9号矫直辊所构成的矫直变形区主要纯弹性变形区。
要想把轧件矫直,制定CRS 2000/9辊式矫直机压下规程时必须满足三大矫直区的工作特点。为了很好地矫直轧件还必须注意到金属材料屈服极限这个问题。屈服极限是金属材料发生屈服现象时的屈服极限,亦即抵抗微量塑性变形的应力。
对于无明显屈服的金属材料,规定以产生0.2%残余变形的应力值为其屈服极限,称为条件屈服极限或屈服强度。大于此极限的外力作用,将会使零件永久失效,无法恢复。如低碳钢的屈服极限为207MPa,当大于此极限的外力作用之下,零件将会产生永久变形,小于这个值时,轧件还会恢复原来的样子。
通过现场各规格、不同钢种的大量矫直试验数据表明,该矫直辊单变形区的矫直压力计算公式的计算结果与现场实际矫直情况十分吻合。在2、4号压下矫直辊的变形区,轧件是纯塑性变形;在6号压下矫直辊的变形区,轧件是弹塑性变形;在8号压下矫直辊变形区,轧件是纯弹性变形。同时也证明此计算公式的准确性。利用此计算公式,对制定辊式矫直机的矫直压下规程具有很强的指导作用。
3 结语
在制定辊式矫直机压下规程时,要注意到金属的屈服强度,产品的断面模数大小,矫直速度,矫直温度以及矫直压下量与矫直压力之间的匹配关系。既要照顾到轧件塑性变形时的矫直压力与矫直压下量的匹配关系,(矫直压下量不能太大、也不能太小,太大轧件会产生过变形甚至矫裂,太小则起不到矫直作用。)又要照顾到各个变形区的不同变形形式(即纯塑性变形、弹塑性变形、纯弹性变形)。
参考文献:
[1] 谷慧勇.高强钢筋多辊矫直止转筋系统研究与有限元模拟[D].燕山大学,2013.
[2] 闫志霞.多辊钢筋矫直参数与矫直精度研究[D].燕山大学,2013.
[3] 王会刚.H型钢矫直机理及有限元动态仿真研究[D].北京科技大学,2005.
作者简介:杨居民(1980-),男,工程师,西安建筑科技大学金属材料工程专业。