
气动控制滑橇输送机构的开发及应用
2016-05-30 04:31杨旭磊韩明军郑武
企业科技与发展 2016年2期
杨旭磊 韩明军 郑武
【摘 要】文章阐述了上汽通用五菱汽车股份有限公司为N300车型出口海外,同步开发车身焊装线而采用的气动控制滑橇输送机构的工作原理及相关应用。同时分析了本次工艺的设计难点,即要求生产节拍不高、投资成本低、安全要求高、降低人员劳动强度等。从降低投资和优化工艺等方面提出了具体的实施办法,创造性地采用压缩空气作为升降动力源+人工托动滑橇的解决方案,同时通过各种气动控制、机械手段,确保员工操作的安全性、便利性,成功地解决了工艺设计难点,达到了很好的效果。
【关键词】气动控制;滑橇;输送机构;开发及应用
【中图分类号】TP27 【文献标识码】A 【文章编号】1674-0688(2016)02-0064-03
0 引言
滑橇输送机构作为一种成熟的输送形式,已经广泛地应用在各大汽车厂家。由于滑橇输送机构定位精度高、自动化程度高、生产节拍快,所以已经逐渐成为主流输送形式。然而,纵观大多数汽车厂家,普遍采用的是液压或者伺服电机驱动升降机构+电机驱动滚床的滑橇输送机构,鲜见将压缩空气作为升降动力源+人工托动滑橇的输送机构。目前,上汽通用五菱汽车股份有限公司为海外项目开发的车身焊装线成功地采用了气动控制的滑撬机构,效果良好,生产线已经量产。下面就对此新型输送机构做简单阐述。
1 气动控制滑橇机构的工作原理
工作原理如下:2#工位处于降下状态时,工人进行焊接,焊接完成后,举升气缸1、2伸出,白车身随着剪刀差机构举升,检测到位后,举升机构停止,此时(必须保证3#台也已经举升到位)员工踩下锁紧脚踏阀,锁紧气缸缩回,滑橇锁紧机构打开,3#员工手工拉滑橇把车身输送到3#工位,滑橇通过惯性及冲量自动进3#锁紧机构。与此同时,2#员工手工把1#的滑橇连同白车身也一起拉到了2#工位,2#滑橇到位检测开关检测到滑橇后,此时2#员工手动按下下降按钮,举升气缸缩回,滑橇及白车身降下,下降检测开关检测到滑橇下将到位后,气缸即停止动作,用钩子把雪橇拉回1#工位,进入下一循环。新型输送机构工作原理如图1所示。
2 需要解决的问题
结合以上滑橇机构的工作原理,虽然采用气缸举升+人工托运的模式,但是只要连接成一条循环往复的生产线,不管是自動线还是手动线,就必须解决工位间、工位内的自锁互锁问题。
2.1 工位间互锁
例如,2#工位举升到位后,2#工位的滑橇锁紧机构只有在3#工位举升到位后才可以解锁,原因是只有各工位都举升到位,2#滑橇才能在同一高度输送白车身到3#工位,否则存在安全风险。
2.2 工位内互锁
例如,2#及后面所有的工位的升降操作,只有在滑橇到位且所有夹具均打开情况下才能进行;而1#工位则不然,举升操作必须保证滑橇到位,但只要保证所有夹具均打开就能进行下降操作,原因是1#工位滑橇输送到2#工位后,虽然此时没有滑橇,但是仍然满足下降要求,只有下降到位,才能将零件通过吊具放到位。
3 气动控制滑橇输送机构的开发难点
3.1 举升同步问题
众所周知,空气可以压缩,流量较难控制,而把空气作为动力源,就存在空气压缩、流量较难控制带来的种种问题。图1所示为气动控制滑橇输送机构的结构模型:在举升气缸1、2的共同作用下,将2个剪刀差机构举升起来,同时2个剪刀差通过同步拉动杆连接在一起,由此实现同步。此结构中,同步拉动杆的作用很重要,因为2个举升气缸很难做到同步(2个气缸的进气流量很难调整到完全一致),而拉动杆正好弥补了此缺陷。
3.2 升降停止位置准确性问题
为解决此问题,采用了“三位五通”中压控制阀+带先导式单向阀的控制形式,原理图如图2所示,可以实现到位停止及中间任意位置的暂时停止。
3.3 滑橇升降检测问题
升降检测采用行程开关检测,安全可靠且方便维护(如图3所示)。
3.4 滑橇到位检测问题
滑橇自动输送生产线多数情况下采用接近开关+光电开关的形式检测滑橇机构,我们采用气动控制滑橇输送机构,因此无法采用电控形式;采用气动行程开关的检测形式,可以实现双向检测,经验证效果良好,完全满足适用的要求(如图4、图5所示)。
3.5 滑橇的锁紧解锁问题
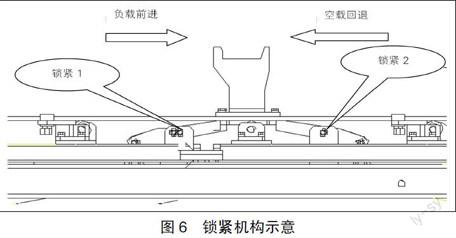
(1)滑橇锁紧问题。滑橇常态保持锁紧状态,采用“二位五通”单气控阀控制,在无外界信号输入情况下保持锁紧状态,锁紧机构分为2个部分,由前后2个气缸分别控制,滑橇输送分为2个状态:负载前进;空载回退。滑橇要靠外部惯性力冲进锁紧机构,由于负载不同惯性力也不同,所以锁紧气缸的锁紧力也需要设定不同值。滑橇负载前进时,加上负载外部惯性力大,如图6所示锁紧1的锁紧气缸的锁紧力要设定得高一些;相反,滑橇空载回退时,需要把缩紧2个气缸的力设低一些,因为此时滑橇回退的惯性力小,如果设定值高,则滑橇不一定能推进夹紧机构。
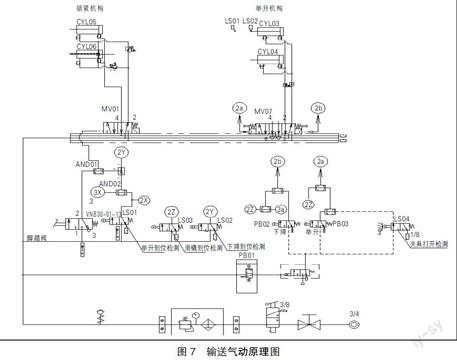
(2)滑橇解锁问题。滑橇解锁通过人工踩踏脚踏阀实现,其中的互锁自锁前文已经提到,原理如图7所示,采用脚踏阀的优点是员工进行其他操作时通常不会碰触到脚踏阀,避免危险的产生。
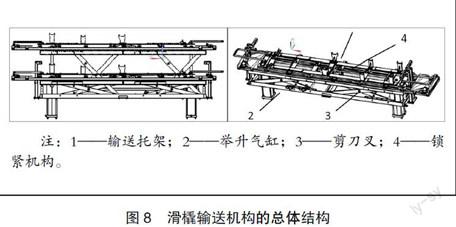
4 气动控制滑橇输送机构的总体结构及运行情况介绍
气动控制滑橇输送机构的总体结构如图8所示,主要组成部分包括输送托架、举升气缸、剪刀叉、锁紧机构。输送原理图如图7所示。
经实际运行证明,气动控制滑橇输送机构运行可靠、平稳,运行成本低,完全达到预期设计目标,目前此条生产线已经投入安全运行1年多。
5 结语
气动控制滑橇输送机构作为一种低成本投入、低节拍、低耗能的输送方式,经实际生产验证安全可靠,在汽车制造领域值得推广。
参 考 文 献
[1]韩明军,郑武,农振,等.气缸顺序动作控制系统设计[J].企业科技与发展,2014(4):13-16.
[2]郭联金,潘斌.FluidSIM在液压与气动控制仿真实验中的应用[J].虚拟仿真技术探索与实践,2015,32(8).
[3]周权,张恩坚.滑橇气动举升机构开发设计[J].装备制造技术,2015(3).
[4]SMC(中国)有限公司.现代实用气动技术(第3版)[M].北京:机械工业出版社,2008.
[责任编辑:陈泽琦]
