Q690高强钢中厚板ForceArc焊接过程的数值模拟
2016-05-30 03:05:57张文平周倩鹿素芬
科技资讯 2016年24期
张文平 周倩 鹿素芬


DOI:10.16661/j.cnki.1672-3791.2016.24.051
摘 要:该文针对ForceArc焊接过程的新特点,建立适用的体积热源模型,利用SYSWELD商用软件,通过数值模拟的方法,对焊接温度场进行有限元分析,研究了不同预热温度、层间温度对焊接热物理过程和焊缝成形的影响,优化焊接参数,并结合少量试验结果进行验证。
关键词:ForceArc 温度场 SYSWELD 有限元分析 数值模拟
中图分类号:TG457.11 文献标识码:A 文章编号:1672-3791(2016)08(c)-0051-02
ForceArc焊以其飞溅少、熔滴细小、电弧挺直度高、能量集中稳定、再次起弧性能优异等优点,获得众多用户的青睐[1-2]。实验表明,ForceArc对焊接20 mm厚Q690低合金高强钢十分高效,但此焊接方法本身所包含的焊接参数过多;同时,焊接过程中母材与焊缝金属均经历多次焊接热循环过程,整体温度场变化复杂,对焊接质量、结构完整性等产生重要的影响[3],仅靠焊接试验获得最佳焊接工艺参数费时费力。利用SYSWELD分析软件进行分析,并结合少量试验验证,是优化焊接工艺参数的有效途径。
该文拟根据ForceArc新工艺焊接过程的实际特点,建立相关热源模型,并结合少量实验验证,研究不同预热温度、层间温度对焊接过程及焊缝成形的影响,提高焊接热循环的计算精度,为HAZ组织、硬度以及应力的预测提供参考。
1 SYSWELD分析模型建立
1.1 工件热物性参数
表1是所用Q690低合金高强钢化学成分表,由于目前尚缺乏其不同温度下的热物性参数,该文模拟时采用与其化学成分类似的S355J2G3热物性参数代替。
1.2 热源模型建立与调试
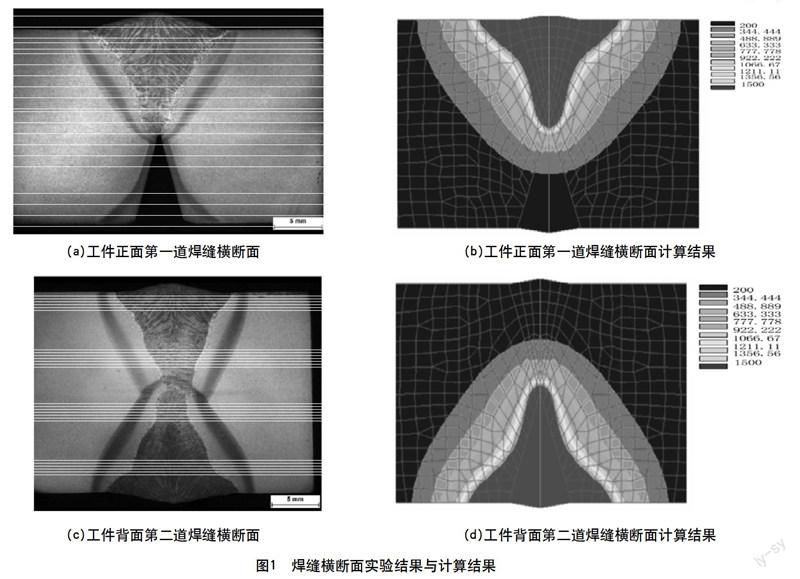
坡口形状、角度及其尺寸通过影响电弧形状及熔滴热焓在工件内的分布,进而影响根部熔透及最终焊接变形,因此焊接热源模型须适应ForceArc焊接过程和坡口形式的特点。实验工件为300 mm×300 mm×20 mmQ690低合金高强钢,开30°双V型坡口,根据实际焊缝形状(如图1(a)、图1(c)所示),热源采用双椭球热源与高斯圆台热源相结合的复合热源,如公式(1)所示:
(1)
其中,。 (2)
实验焊接参数为:焊接电流363.4 A,电弧电压33.1 V,焊速40 cm/min,上下V型坡口均分别采用单道焊填充。经过反复热源校核,最终获得复合焊接实际的热源参数为:=3 mm,=4 mm,b=5 mm,c=0.5 mm,+=4 983.7 W;=5 0000 W,=1.5 mm,=1 mm,=10 mm,=0。图1是焊缝横断面实验结果与计算结果的对比,可以看出,所采用的复合热源模型能过较好地反映ForceArc焊接过程及坡口形式的特点。
2 数值模拟计算结果与分析
2.1 预热温度对焊缝温度场及焊缝成形的影响
焊接冷却时间t8/5对焊缝组织和性能起着决定性的影响。因此,研究焊接参数对t8/5的影响,对提高焊接质量具有重要意义。表2为距离焊缝中心线8.15 mm处(ID:19812)不同预热温度下的t8/5计算值。数据显示,随着预热温度的上升,t8/5逐渐增大,且预热温度越高,t8/5增加幅度越大。计算表明,当焊前预热温度由室温提高至100 ℃,焊缝区附近马氏体组织所占比例由72%降低至62%左右;焊缝区附近贝氏体组织所占比例则由27%提高至36%;同时焊缝区附近铁素体组织所占比例由0.45%提高至0.50%。可见,提高预热温度可有效降低焊缝附近的马氏体含量,避免Q690低合金高强钢焊接冷裂纹;但预热温度过高,会带来HAZ软化等问题。
2.2 层间温度对焊缝温度场及焊缝成形的影响
层间温度主要影响工件第二道,即背面下V型坡口的焊接过程。该文研究对象为距离焊缝中心线8.15 mm处(ID:19784)不同预热温度下的t8/5计算值。表2、表3的计算结果表明,提高预热或层间温度均能够提高t8/5,降低焊缝的冷却速度;对于同样的初始温度,工件上V型坡口焊缝t8/5的计算值大于工件下V型坡口焊缝t8/5的计算值。这主要是焊接背面第二道焊缝(工件下V型坡口)时,已存在的第一道焊缝(上V型坡口)一方面能够吸收更多的电弧热量,降低点(ID:19784)的峰值温度;另一方面能够加快高温金属的冷却过程。因此,上下两道焊缝,欲获得相同的冷却速度,实现相同的焊缝组织及比例,层间温度应高于预热温度。
表4是不同层间温度对焊缝熔宽、熔深的影响,层间温度对焊缝成形影响效果有限。但由于焊接第一道焊缝后,不均匀的加热-冷却及相变过程促使焊缝横向收缩不均匀,进而工件产生角变形,致使工件背面下V型坡口角度增大至30.4°。增大的坡口角度利于焊接能量向焊缝根部及焊缝宽带方向上传递,从而导致工件在相同的焊前温度条件下,第二道焊缝的熔深、熔宽计算结果略大于第一道焊缝的结果。
3 结论
(1)该文所建立双椭球-高斯圆柱复合热源模型能够较好地反映ForceArc新焊接技术特点,计算结果与实验结果吻合良好。
(2)提高预热温度或层间温度,能够有效提高t8/5焊接冷却时间,从而对焊缝组织及比例产生影响,但对焊缝熔深及熔宽影响有限。
(3)为了保持双V型坡口上下焊缝冷却速度相同,第二道焊缝焊接时的层间温度应高于第一道焊缝焊接时的预热温度。
参考文献
[1] 陈龙.基于超微弧特性的SMA490BW钢焊接工艺试验研究[J].电焊机,2013,43(9):55-59.
[2] Kocab H D,张洪.采用新型焊接电弧提高焊接生产的经济效益和焊缝质量[J].焊接,2010(5):33-39.
[3] 李慧娟,黄振华,李正任.多层多道焊焊接工艺数值模拟技术[J].焊接学报,2010,39(11):25-28.
猜你喜欢
舰船科学技术(2021年12期)2021-03-29 01:28:24
测控技术(2018年4期)2018-11-25 09:47:10
建筑科技(2018年6期)2018-08-30 03:41:08
文艺生活·中旬刊(2016年11期)2016-12-13 00:13:02
航空兵器(2016年4期)2016-11-28 21:54:01
科学与财富(2016年15期)2016-11-24 13:44:43
科技视界(2016年18期)2016-11-03 22:31:14
科技视界(2016年18期)2016-11-03 20:38:17
中国科技博览(2016年18期)2016-10-19 09:40:28
科技视界(2016年22期)2016-10-18 14:53:19