
数控车削典型球杆零件
2016-05-30 06:19潘秀云
新经济 2016年4期
关键词:工艺分析
潘秀云
摘 要 数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物。随着数控机床的发展与普及,现代化企业对于懂得数控加工技术、能进行数控加工编程的技术人才的需求量将不断增加。数控车床是目前使用最广泛的数控机床之一。本文就数控车床零件加工中的程序编制问题进行探讨。
关键词 编程方法 编程步骤 工艺分析
一、编程方法
数控编程方法有手工编程和自动编程两种。手工编程是指从零件图样分析工艺处理、数据计算、编写程序单、输入程序到程序校验等各步骤主要有人工完成的编程过程。它适用于点位加工或几何形状不太复杂的零件的加工,以及計算较简单,程序段不多,编程易于实现的场合等。但对于几何形状复杂的零件(尤其是空间曲面组成的零件),以及几何元素不复杂但需编制程序量很大的零件,由于编程时计算数值的工作相当繁琐,工作量大,容易出错,程序校验也较困难,用手工编程难以完成,因此要采用自动编程。所谓自动编程即程序编制工作的大部分或全部有计算机完成,可以有效解决复杂零件的加工问题,也是数控编程未来的发展趋势。同时,也要看到手工编程是自动编程的基础,自动编程中许多核心经验都来源于手工编程,二者相辅相成。
二、编程步骤
首先对零件图纸分析,确定加工工艺过程,即确定零件的加工方法(如采用的工夹具、装夹定位方法等),加工路线(如进给路线、对刀点、换刀点等)及工艺参数(如进给速度、主轴转速、切削速度和切削深度等)。其次应进行数值计算。绝大部分数控系统都带有刀补功能,只需计算轮廓相邻几何元素的交点(或切点)的坐标值,得出各几何元素的起点终点和圆弧的圆心坐标值即可。最后,根据计算出的刀具运动轨迹坐标值和已确定的加工参数及辅助动作,结合数控系统规定使用的坐标指令代码和程序段格式,逐段编写零件加工程序单,并输入CNC装置的存储器中。
三、工艺分析
数控加工工艺性分析涉及面很广,在此仅从零件图样上尺寸数据的给出应符合编程方便的原则加以分析。
1.零件图上尺寸标注方法应适应数控加工的特点在数控加工零件图上,应以同一基准引注尺寸或直接给出坐标尺寸。这种标注方法既便于编程,也便于尺寸之间的相互协调,在保持设计基准、工艺基准、检测基准与编程原点设置的一致性方面带来很大方便。由于零件设计人员一般在尺寸标注中较多地考虑装配等使用特性方面,而不得不采用局部分散的标注方法,这样就会给工序安排与数控加工带来许多不便。由于数控加工精度和重复定位精度都很高,不会因产生较大的积累误差而破坏使用特性,因此可将局部的分散标注法改为同一基准引注尺寸或直接给出坐标尺寸的标注法。
2.构成零件轮廓的几何元素的条件应充分,在手工编程时要计算基点或节点坐标。在自动编程时,要对构成零件轮廓的所有几何元素进行定义。因此在分析零件图时,要分析几何元素的给定条件是否充分。如圆弧与直线,圆弧与圆弧在图样上相切,但根据图上给出的尺寸,在计算相切条件时,变成了相交或相离状态。由于构成零件几何元素条件的不充分,使编程时无法下手。遇到这种情况时,应与零件设计者协商解决。
四、实例分析
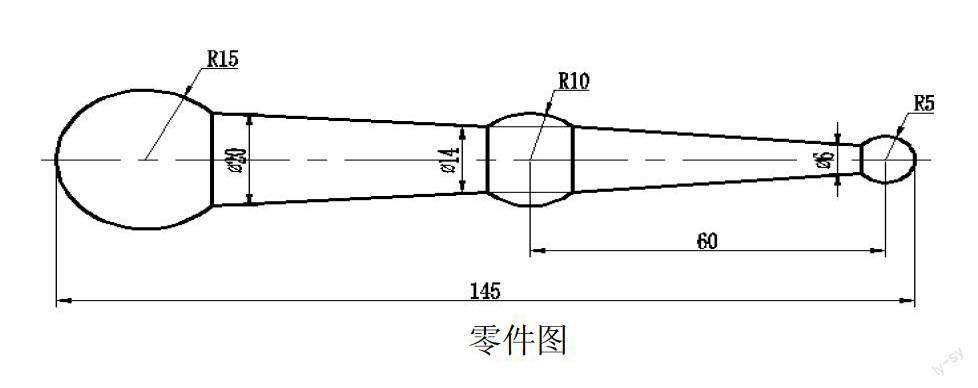
数控车床主要是加工回转体零件,典型的加工表面不外乎外圆柱、外圆锥、螺纹、圆弧面、切槽等。例如,要加工形状如零件图所示的球杆零件,采用手工编程方法比较合适。由于不同的数控系统其编程指令代码有所不同,因此应根据设备类型进行编程。以西门子802D数控系统为例,应进行如下操作。
零件图
(1) 确定加工路线
按先主后次,先粗后精的加工原则确定加工路线,采用固定循环指令对外轮廓进行粗加工,再精加工。
(2) 装夹方法和对刀点的选择
首先采用三爪自定心卡盘自定心夹紧毛坯进行对右端进行加工,然后采用图二所示的夹套来加紧工件进行对工件的左端进行加工,对刀点分别选在工件的左右端面与回转轴线的交点。
(3) 选择刀具
根据加工要求,选用副偏角较大的外圆刀(尖刀),采用试切法对刀,对刀的同时把端面加工出来。
(4) 确定切削用量
车外圆,粗车主轴转速为500r/min,进给速度为0.25mm/r,精车主轴转速为1200r/min,进给速度为0.08mm/r。
(5) 程序编制
工件两端面回转中心点为编程原点,零件的加工程序(省略)。
五、结束语
实现数控加工,关键是编程,本文具有一定的代表性,由于数控车床可以加工普通车床无法加工的复杂曲面,加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要。
参考文献:
[1]《数控机床编程与操作》.中国劳动出版社.
[2]《数控加工工艺》.中国劳动出版社.
(作者单位:江苏省东台中等专业学校
江苏东台市224200)
猜你喜欢
山东工业技术(2017年5期)2017-03-16
科技创新导报(2016年29期)2017-03-15
中国新技术新产品(2017年3期)2017-03-07
亚太教育(2016年31期)2016-12-12
当代旅游(2016年3期)2016-05-13
企业文化·中旬刊(2015年5期)2015-06-27
