
一体化教学方法在实训教学中的探索
2016-05-26 00:43杨锋
考试周刊 2016年25期
杨锋
中职学校以技能培养作为教学主线,旨在培养适合社会发展,符合企业生产、设计需要的技术性人才。而技能人才的技能水平是衡量一个技术人才的首要标准,是学生走出校门后能否迈向辉煌人生的重要本钱,更是衡量一个职业学生教学水平的重要标志。但我国社会的现实状态是,大多数中等职业学校的学生基础较薄弱,学习积极性普遍不高。
以我院为例,中职学生在学习过程中百分之七八十的处于教师高压下的被动学习状态,一个教学内容需要“灌输”好几遍才能被学生勉强接受。在数控实训教学中,由于数控设备数量的限制,往往出现多人共用一台数控机床的情况。在这种实习环境下,教师给所有学生布置实训课题后,每台机床实习学生中只要有一人完成实训任务,其他人“顺理成章”完成实训任务。自一体化教学改革进行后,我们在教学过程中尝试采用不同形式的教学方法试图改变现状。从2015年起,我们采用一种自命名为“任务模块化”的教学方式,在一定程度上使参与实训的学生的学习主动性得到强化,现对此教学方法进行解析,望有经验的教学工作者给予意见以便提高。
以一个30人的实训班级进行数控铣工实习为例,而目前能够提供给该班实训使用的机床只有6台。具体实训安排如下:
将30个实习学生分为6个实习小组,每个小组5人。当然前提是选出5个能够主动学习的组长,以便在小组中起到学习带头与督促作用。当组长选出后,允许其他学生在分组时有一定的自由选择的权力,我们在操作时会由授课教师和班主任推选出5个组长,然后让其他学生选择组长,尽量使多数学生都能够分到想到的组别,目的是在以后的小组协作过程中更协调。
将每个小组的5个人员分别定性为当前任务的查阅与检测人员,编程人员,准备人员,操作人员与协调人员。每个人员在任务实施中的分工如下表:
任务实施要点与过程: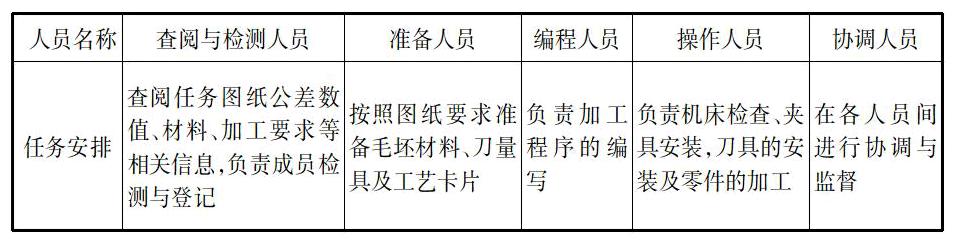
(1)每组成员针对任务图纸进行分析与讨论(约0.5课时)。确定任务详细分工,即查阅人员前期查阅哪些内容,准备人员需要准备的毛坯尺寸,相关刀具及相关量具,操作人员需要准备的夹具,等。
(2)组内各人员同时开展工作,即查阅人员开始查阅图纸相关资料,准备人员开始准备毛坯及工量具,填写工艺卡片,编程人员开始对照图纸进行程序编写,操作人员开始对机床进行检查与夹具安装,协调人员负责在各人员间协调,实现资源共享,并同时进行过程记录(约0.5-1课时)。
(3)编程人员通过面板、键盘输入、电脑传输存储卡传输等方式将编制好的程序输入至数控机床的CNC系统。
(4)操作人员对程序进行加工模拟,如出现程序错误反馈给编程人员,由编程人员进行修改并更正或重新输入,直至程序完全正确。
(5)操作人员进行加工前期的对刀操作,对刀验证,零件粗加工等操作。
(6)查阅与检测人员对粗加工完成的工件进行检测,验证零件余量是否正确,并告知操作人员。
(7)操作人员针对目前余量进行刀补调整,并完成零件的精加工,使加工成品完成。
(8)查阅与检测人员对成品进行全面检测,并进行加工结果记录。
(9)协调人员对整个加工过程及各成员的工作状态进行记录。(以上3-8步骤累计约2课时)
(10)小组小结,对整个加工过程及加工结果进行小结,找出工作亮点及工作过程中的不足。
(11)教师在整个过程中做好随时答疑及课题结束时的小组等级评定及教学总结(10、11步骤约1课时)。
上述各步骤的实施过程,可综合如下图所示:
任务实施效果:在一体化教学改革的大环境下我们所做的一系列教学方法探索中,此种教学方式使我们在目前的教学环境下取得了以下效果。
(1)大大缩短任务学时。以前一个中级工水平的实训课题单个学生完成时间约为3个小时,约4课时,每组5个学生累计完成理论上需20课时。一方面传统教学方式既耗时又耗材,另一方面在进行传统模式教学时,只要有少数学生完成了零件的加工任务,其他学生的惰性学习习惯就会体现,出现加工程序抄袭、加工对刀“求帮忙”等不良现象,使整体教学质量大打折扣,使很多学生在实训学习过程中荒废渡过。而新的教学方式是要求各小组在协作情况下对一个零件加工任务进行操作,一个中级工水平课题要求在5个课时内完成从图纸到零件成品过程,并附小组小结报告,大大缩短同一课题在教学过程中的课时量。
(2)通过任务小结、教学小结等方式,对完成任务较好的小组进行表扬,对各小组中表现较好的学生进行表扬,对表现不好的小组及人员进行批评并进行思想交流,使其不断改进。由于在整个任务实施过程中,每个人员、每组人员及任务实施结果都要进行全程记录,也使得每个人员在学生过程中的表现得以详细彰显,方便对优秀人员与不积极人员进行鼓励与思想教育。
(3)由于任务结束后以整体小组完成情况对小组人员进行整体评定,使得每个小组的每个人员都要积极动起来,若一人不参与任务实施或实施过程中不够积极,都会直接影响整个小组的最终成绩。以这种新的教学方式进行实训教学安排,在很大程度上使同学们平时的同学友情、“哥们义气”转变为学习热情,学生的学习积极性也渐渐被调动起来,学习兴趣不断得到培养。
(4)每进行一个新的实训任务时,均要求每组人员进行组内任务交换,即不得担任上一个任务中的角色,当进行完第五个教学任务后,每个人员均需担任过五种任务角色。这样便使每个学生均对加工任务中的工艺卡片编写、工量夹具准备、机床检测、程序编制及加工等操作进行较好的学习,同时在有效的学习课时内,学到更多形状零件的加工方法。另外,在一定程度上增强同学之间的协作精神和团队精神。
当然,这种新教学模式的实施需要在比较好的环境中才能得到更好发展,如需要大量资料库供学生在学习过程中进行相关知识查阅,需要更多数量与种类的刀具适应多任务中多种零件形状的加工,需要技术水平和理论水平均过硬的教师随时为学生进行答疑等。随着我国职业教育一体化教学的进一步深化和对职业教育的不断重视,相信新的教学环境下各种新的教学模式会不断得到完善与发展,为我国社会的发展和企业与职业的发展加油助力。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
河北画报(2020年8期)2020-10-27
装备制造技术(2020年12期)2020-05-22
电子制作(2017年8期)2017-06-05
学周刊(2016年23期)2016-09-08
学周刊(2016年23期)2016-09-08
湖南农业(2016年3期)2016-06-05
信息记录材料(2016年4期)2016-03-11
学习月刊(2015年20期)2015-07-09
