
特殊工况条件下的钢轨焊前处理装备
2016-05-26 10:03:37蔡建军
铁路技术创新 2016年2期
■ 蔡建军
特殊工况条件下的钢轨焊前处理装备
■ 蔡建军
摘 要:分析焊轨基地既有钢轨焊前处理工艺及工装的现状。为满足特殊工况条件下的钢轨焊接生产需要,提出钢轨焊前除冰雪及浮锈、除湿、烘干专用设备的设计方案,并介绍试验和试用情况。
关键词:钢轨;焊接;除冰雪;除湿;烘干
0 引言
全路统一规划建设的百米钢轨焊接基地的建设及运用,为我国高铁建设提供了优质焊接长钢轨。实现钢轨焊接接头内在质量的高可靠性、外观质量的高平顺性,保证高铁安全运行,是每一个焊轨行业从业人员一直追求的目标。为此,必须对钢轨焊接生产全过程给予严密的管控,积极倡导“用设备保质量、用设备保精度、用设备保环境”理念,以减少人为因素对焊接质量的干扰。百米钢轨焊接基地建成后,钢轨焊接生产设备性能不断优化提升,但还是存在一些装备上的不足,尤其是遇雨、雪、冰等特殊天气或钢轨表面锈蚀比较严重时,既有设备不能完全确保钢轨焊接生产的正常开展,对保证产品质量的稳定性带来较大的干扰。因此,必须思考研发满足特殊天气条件下的专用设备。
1 钢轨焊前处理作业现状
目前,各焊轨基地对钢轨的焊前处理普遍采用除锈机作业,钢轨在干燥状态时,各种除锈机均能够满足要求,但在雨、雪、冰等特殊天气时钢轨除锈效果明显下降。
钢轨因潮湿、表面存有冰雪或表面锈蚀比较严重,在焊轨生产线上走行时,钢轨上残余的水滴或表面浮锈对生产线的辊轮造成污染,使焊机短轨侧辊道对地电阻下降或对地短路,最终出现短轨侧钢轨与辊轮之间电击的严重后果。生产线辊轮对钢轨除锈后的轨底除锈区域还可能产生二次污染(雨雪天气特别严重),因此,生产线辊轮的污染同样是影响焊接质量稳定的重要因素。
钢轨焊接生产单位前期曾采用多种技术及工艺,如采用红外加热技术干燥钢轨、采用风刀技术除去钢轨表面水分等,这些措施取得了一些成效,但综合效果均有待进一步完善。为了实现钢轨焊接全天候生产,需要研发更好的专业设备,能够实现干燥钢轨、去除钢轨全长表面浮锈、确保辊道线洁净、保证对地电阻值等多种功能。
2 设计方案
2.1总体方案
采用高压温水喷射融化钢轨表面冰雪,再刷轮处理未融化的残余冰雪或表面浮锈比较严重的钢轨,使存在冰雪的钢轨变成潮湿钢轨;应用空气动力学的原理,利用既有成熟的风刀技术,达到除湿的目的;选用高效节能的高频(超音频)感应加热技术对钢轨除锈部位进行烘干处理。将3种不同技术有机结合为一体,并可根据天气状况、钢轨锈蚀程度,选择运行设备的相应功能。
2.2设备安装位置
可根据现场条件设置,一般情况下设在除锈工位前,百米钢轨外观检测工位前或后(北方最好在检测工位前)。
2.3设备组成
设备由除冰雪及浮锈、除湿、烘干3部分组成。
2.3.1除冰雪及浮锈
在封闭环境中,采用高压温水(北方用供热系统热水)喷射融化钢轨表面冰雪,再用具备一定压力的不锈钢钢丝刷轮处理未被融化的残余冰雪,使存在冰雪的钢轨变成潮湿钢轨后进入除湿模式处理。遇到表面浮锈特别严重的钢轨,先在钢轨表面喷水(此时可用常温水)解决在钢丝轮处理浮锈时产生的粉尘污染,然后再用具备一定压力的不锈钢钢丝刷轮处理浮锈。对喷射钢轨的污水采用多级沉淀的方式处理后循环使用。经表面浮锈处理后的钢轨变为潮湿钢轨后进入除湿模式处理。
根据钢轨输送的形式和特点,将百米钢轨从百米轨朵吊装至辊道,再输送至设备安装位置,通过辊轮和轨底之间的挤压,到达设备位置时,轨底冰及浮锈已经基本消除,且雪的堆积位置应在钢轨的上表面。在轨顶面和两侧轨底角的上表面设置3个不锈钢丝轮刷,钢丝刷轮压力的大小是实现此功能的关键,根据钢丝刷轮除锈机的使用经验,此压力不会太大,只需一个合适的压力,就能达到预期效果。
2.3.2除湿
应用空气动力学的原理利用风刀带动周围空气对钢轨表面进行焊前除湿;风刀除湿技术经试验完全能够达到预期目标;利用空气作为介质,不会对周围环境产生污染,经除湿处理后的不滴水钢轨进入烘干模式处理。除湿前后效果见图1、图2。
2.3.3烘干
烘干作业目的是为了提高钢轨焊前除锈质量的稳定性,故烘干仅对百米钢轨两端各500 mm范围实施(特殊情况下,也可对全长钢轨进行表面干燥);采用高效节能的高频(超音频)感应加热技术对钢轨除锈部位进行烘干处理。
为了保证钢轨经烘干处理后外观不变形,要求仅对表面加热,且表面加热深度越浅,钢轨外观变形越小;装置热效率越高,加热时间越短。选择IGBT高频电源,该装置采用频率扫描逆变控制方式进行频率跟踪调节和电压、电流反馈实现全闭环控制,保证加热功率和频率的稳定输出,满足工艺要求。负载采用并联谐振回路。设备具有线路简单、控制精度高、操作方便、可靠性高等优点,它将50 Hz的三相工频电流经整流、滤波、逆变为30 kHz的中频、超音频电流,输送至感应器,用于钢轨烘干处理。能量效率高达92%,是当今最为理想的节能型产品之一。烘干装置示意见图3。

图1 除湿前

图2 除湿后
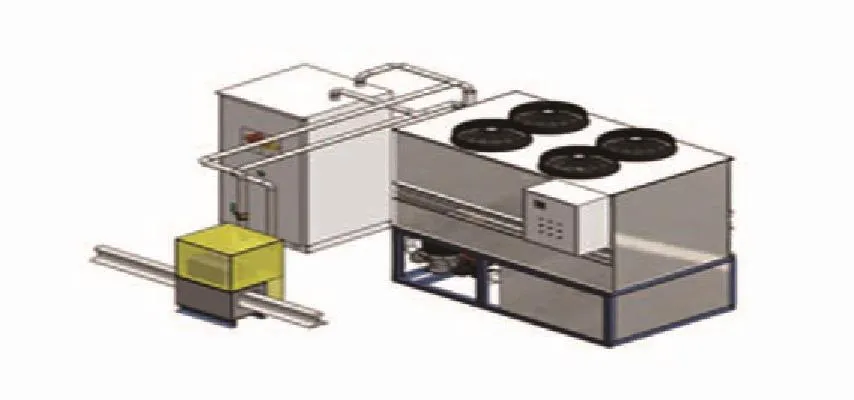
图3 烘干装置示意图
3 工艺试验
为了达到预期效果,在电源生产厂进行一系列模拟试验,最佳状态为:钢轨长1.2 m;浇水后轨顶温度为18 ℃时,给定功率30 kW,频率30 kHz;感应器长度50 mm,轨端伸出感应器100 mm(近端);加热至轨顶面温度50 ℃停机用时10 s,钢轨表面完全干燥用时60 s,轨顶面变形0.05 mm,作用面没有变形量;当钢轨冷却至常温时轨顶面及作用面均没有变形量。测量条件:用平直尺和塞尺,常温测量。连续3次试验,数据基本一致。
4 设备作业模式及组合
4.1雨天模式
当钢轨头部进入除湿模式时启动除湿装置,对百米钢轨全长除湿处理,经除湿后的钢轨没有滴水现象,避免潮湿钢轨对辊道线的污染;当钢轨端部和尾部进入烘干模式时启动感应加热,对钢轨除锈部位实施高频低温烘干,确保除锈质量。此时钢轨输送停等或降速运行。
4.2冰雪模式
对表面积有冰雪的钢轨使用除冰雪及浮锈模式;对百米钢轨全长进行除冰雪或除浮锈处理。处理完毕钢轨端部进入除湿模式和烘干模式作除湿、烘干处理。
考虑到百米焊轨基地具备二条流水线,为节约投资成本,可将污水处理和高频电源的冷水机集成为一套。
5 结束语
特殊工况条件下的钢轨焊前处理装备,将焊前除钢轨冰雪及浮锈、除湿和烘干作业3项功能整合在一起,可以根据工况条件选择需要的模式。设备在芜湖北焊轨基地进行了试用,达到预期目标。
蔡建军:上海铁路局计划统计处,工程师,上海,200071
责任编辑 苑晓蒙
中图分类号:U213.9+2
文献标识码:A
文章编号:1672-061X(2016)02-0069-02
猜你喜欢
减速顶与调速技术(2020年1期)2020-07-27 02:49:28
制造技术与机床(2017年8期)2017-11-27 02:10:22
中国科技博览(2016年22期)2016-11-01 15:06:27
科技视界(2016年22期)2016-10-18 15:39:28
科技视界(2016年21期)2016-10-17 19:54:05
企业导报(2016年12期)2016-06-17 16:45:10
企业导报(2016年11期)2016-06-16 15:47:07
企业导报(2016年8期)2016-05-31 18:40:49
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
