
陶瓷马赛克外墙砖全自动定距分布式吸取方法研究*
2016-05-19 02:53:23董关平
陶瓷 2016年3期
刘 杰 董关平
(佛山科学技术学院机械与电气工程学院 广东 佛山 528000)
陶瓷马赛克外墙砖全自动定距分布式吸取方法研究*
刘杰董关平
(佛山科学技术学院机械与电气工程学院广东 佛山528000)
摘要通过分析陶瓷马赛克的铺贴的整个过程,对铺贴工艺进行深入分析研究,结合工厂实际要求,研究出一种定向间距行列式吸盘铺贴方法,并列出该方法的工作原理及设计简图。实验结果表明,该方法能有效提高工作效率,同时能减少工人的劳动强度。
关键词陶瓷马赛克外墙砖分布式吸取吸盘PLC
前言
马赛克经历了陶瓷马赛克、大理石马赛克,现已进入玻璃马赛克的蓬勃发展期[1]。陶瓷马赛克是一种小规格的彩饰玻璃面瓷砖。一般规格为20 mm×20 mm至40 mm×40 mm不等,厚度为4~6 mm。它主要由天然矿物质或玻璃粉制成,是一种安全环保材料,具有耐酸碱,耐腐蚀,不褪色等特性,是最适合装饰卫浴间墙地面的材料,其主要生产方法有熔融法和烧结法。马赛克在游泳池、科技馆、影剧院、电视塔、幼儿园、游乐场所、花台水榭、庭院楼阁、庙苑寺宇、卫浴、舞厅、溜冰场、酒吧、俱乐部等应用较为普遍,且发光效果突出。它应用范围广,使用量大,但是目前现有的陶瓷厂在生产陶瓷马赛克时还存在一些问题,如生产工序较复杂,大部分生产工艺都是将马赛克砖体经过吸取定位后,由铺贴机执行切纸、铺贴、粘板、烘干、翻转工艺,最后打包出厂投入市场[2]。因其生产需要的人工多,劳动成本高,导致销售价格高。同时,还受到铺贴板质量,工人熟练程度及工厂实际生产环境影响,产量也一直难以提升。在生产控制方面,可编程控制器正在成为工业控制领域的主流控制设备,在各行各业发挥着越来越大的作用,在陶瓷行业已经得到广泛使用[3]。鉴于此,我们研究出一种基于PLC控制的铺贴吸盘结构,并经过多次试验,该机构能有效提高马赛克外墙砖的铺贴工作效率,在行业内具有一定的借鉴作用。
1结构设计
1.1工作过程
以规格为40 mm×40 mm通体马赛克外墙瓷砖为例,其正面一般都较为平整光滑,背面为粗糙面,且具有一定的空隙,多数背面是由多条沟槽组成,使背面与光滑面接触时不宜发生粘结或吸附。陶瓷厂实际生产过程中,一般都经过平皮带整列之后,再通过机械手吸盘将整列之后的整体分列成等距排列的标准版面构造,主要存在的问题是如何研究出一种吸取方法,可以实现自动快速固定间距式铺贴,以取代目前陶瓷厂现有的劳动密集型铺贴板式手动半自动铺贴方式。
1.2结构设计
根据工作要求,该系统因涉及与机械手之间的安装定位,我们设计了安装定位支架。由于该支架属于快速移动支架,就要求该系统具有强度高,质量轻,惯性小等特点,其中支架部分要求最为严格,我们使用的一种由普通材料经过处理后,材料强度得到明显提升。在工艺方面,由于目前焊接技术存在一定的缺陷,主要是由于工人的熟练程度导致焊接不牢固,而该机械系统又需要24 h运行,整体焊接框架若由于疲劳断裂,维修对陶瓷厂会产生直接的经济损失,且维修非常不方便;同时焊接容易产生变形,变形会导致吸盘面部不平整,吸盘面部的不平整又直接决定吸取效果,而且容易产生漏吸等现象,同时调平是一项非常繁琐的工作。结合这些缺陷,我们改成使用定位孔安装方法,此方法对材料处理前的定位孔位置要求严格,但后期工作量明显减少,同时若在生产工程中发生问题,更换标准件对维修工人来说就变得比较容易,减少了维修时间及经济损失,安装支架示意简图如图1所示。
在实现定位方面,是由气缸、直线轴承、定位杆及定位支架组成定位系统。定位杆采用两条直径为25 mm,长度为530 mm镀金属铬的材料,目前镀铬工业在世界电镀行业中占据着举足轻重的地位,优质的镀铬层具有很好的耐磨性和化学稳定性,可以长久裸露在空气中而保持颜色光泽不变[4]。两端与安装支架以紧定螺钉固定,该材料表面粗糙度低,耐腐蚀,能适应陶瓷厂生产环境。框架定位由多组安装有直线轴承的吸盘组件共同组成;吸盘组件由吸盘腔体,气孔吸气口及多组橡胶吸嘴组成,与结合控制程序该系统能实现将马赛克砖体自动准确放置所要求的位置,该装置整体框架机械结构示意简图如图2所示。
在工作过程中,整个吸盘组件由一个上下方向的气缸控制Z轴运动位移,X轴方向前方中间角铁安装有气缸,该气缸与吸盘支架相连,气缸在进气过程中,气缸顶杆带动支架整体移动,各吸盘组件由于定位连接件作用,运行时保持一定距离,也可根据具体实际要求,通过定位连接件之间的距离控制各砖体之间的距离,完成吸取砖体之后,吸盘组件保持吸气状态,由Z轴气缸控制向上运动,同时机械手系统控制该组件移动至预定位置,到达预定位置Z轴气缸控制向下运动,同时吸嘴组件气缸控制阀打开,使得组件内气压与大气压等值,防止砖体因内组件腔体内气压大释放产生的冲击力而发生偏移,释放砖体之后,Z轴气缸控制整个支架向上运动,X轴气缸收缩使各组件靠紧,机械手系统控制整体回到初始位置,在生产过程就是该过程重复运行。
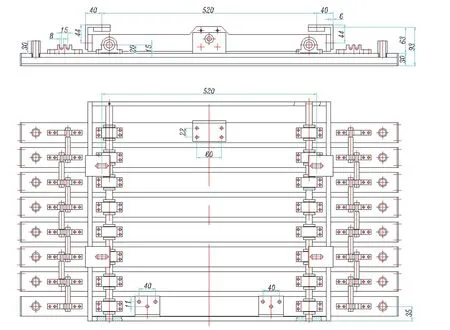
图2整体框架机械结构示意图
Fig.2Mechanical structure sketch of entirety framework
2控制系统
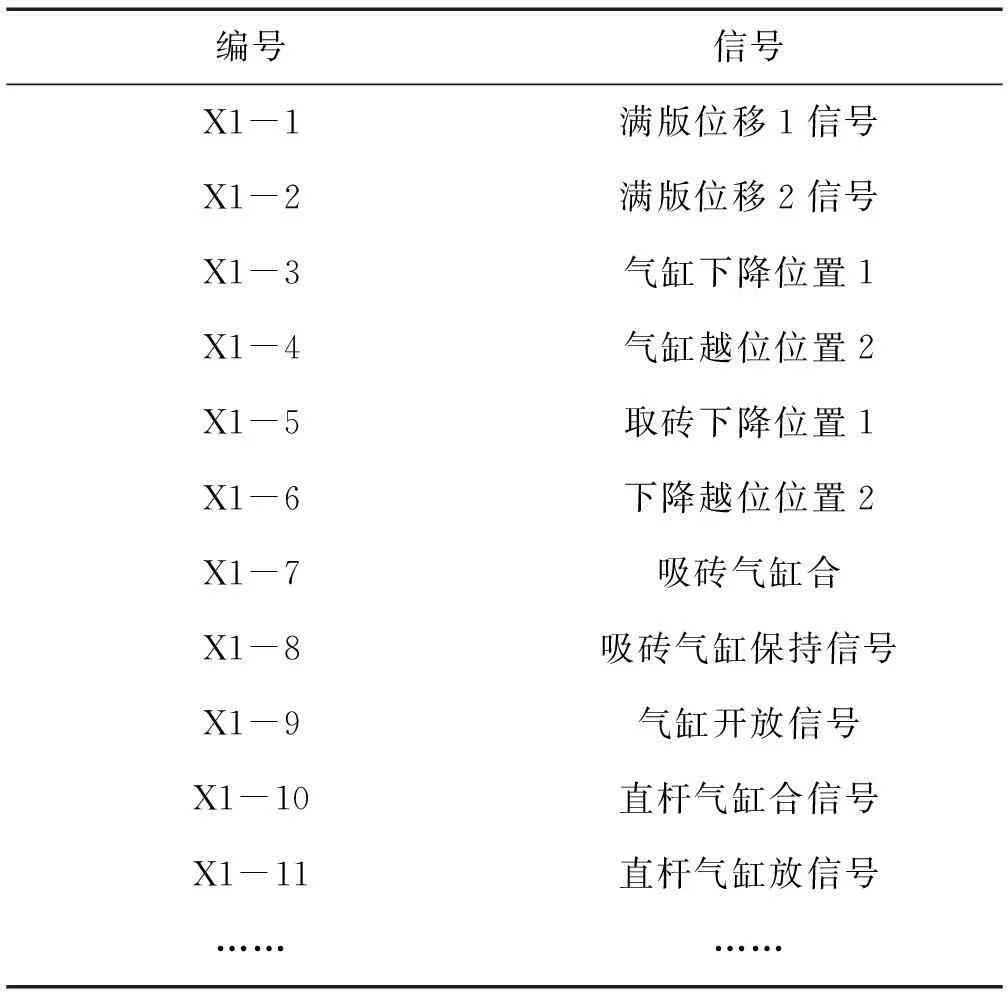
表1 PLC的I/O分布
由于陶瓷厂设备要求1天24 h连续运行,故要求控制系统故障率要低,能适应陶瓷厂高温及多粉尘的工作环境要求,同时还要求成本低、维修方便。可编程程序控制器(PLC)技术是以微处理器为基础,综合了计算机技术、自动化技术和通讯技术的一种新型工业控制装置,是对传统继电器—接触器控制系统的改进[5]。它结构简单、编程方便、可靠性高,已广泛用于工业自动化控制,PLC及气动控制,目前在前陶瓷行业应用也比较广泛。该机构控制系统也是基于PLC控制系统完成工作。PLC主要发送Z轴及X轴气缸的开合信号及接收关电开关、行程开关的信号,光电传感器利用瓷砖釉面体对光束的反射,由同步回路选通电路,实现托板位置的检测,位置采集信号以1 ms的响应速度传送至模块并进行判断[6],主要PLC的I/O分布如表1所示。
3结语
该马赛克外墙砖定距分布式吸取系统,不仅在一定程度上可以帮助企业节能降耗,还可实现快速准确的外墙砖砖体吸取放置功能。目前陶瓷厂马赛克铺贴方式多种多样,主要工艺都是将较小的砖体通过各种方法放入预先设置好的模板空位中,正是基于此原理,对放置的工程进行研究分析,以机械自动方式替代人工方式,在放置方式方面给以一定的设计改进。该系统目前使用情况稳定,适合在陶瓷铺贴过程中使用,但该系统也有一定的不足,主要表现为:虽然人工铺贴速度慢,但人的主观性可以减少一些,由于空缺或吸入残缺砖体而导致次品出现。在机械化过程中,虽然速度快,效率高,但也存在一些不足,如砖体残缺而导致吸嘴空吸,使得整个版面缺砖,同时又缺乏自动检查功能,导致次品出现,该系统还有很多需要改进的方面,如增加空位检查系统,废品排除功能等,虽然存在不足,但仍具有一定的借鉴作用。
参考文献
1曾少芳,杨家强.谈玻璃马赛克外墙装饰.广东建筑装饰,2003(2):56
2董关平,范彦斌.基于MCGS及PLC的陶瓷外墙砖全自动铺贴系统的设计.中国陶瓷,2015,51(7):59~63
3杨锦尊.可编程控制器的特点及其发展动向.现代电子技术,2007(14):1~2
4梁奇峰.镀铬工艺及其研究进展.广东化工,2007(11):67~68
5汪晓光.可编程控制器原理及应用.北京: 机械工业出版社,2006
6王云刚,陈文燕.基于MCGS和PLC的水位自动控制系统设计.测控技术,2014,33(1):96~103
Research the Method on Full-automatic Constant Distance for Distributed Suck Ceramic Mosaic
Liu Jie,Dong Guanping(Department of Mechanical and Electrical Engineering, Foshan University,Guangdong,Foshan,528000)
Abstract:Through the analysis of the whole process of the pave for ceramic Mosaic, in-depth analysis and research about the pave process, combined with the factory actual requirements, propose a kind of named of orientation separation distance determinant sucker method of pave, and give out sketch and operating principle of the design, experimental results show that, this method can effectively improve the work efficiency, can also reduce the labor intensity of workers.
Key words:Ceramic external tile mosaic; Distributed suck; Sucker; PLC
中图分类号:TP205
文献标识码:A
文章编号:1002-2872(2016)03-0030-04
作者简介:刘杰(1983-),博士,讲师;主要从事陶瓷机械自动化、数控系统等方面的研究。
*基金项目:广东省自然科学基金项目(项目编号:2014A030310301);广东省公益研究与能力建设专项(项目编号:2014A010106002);佛山市科技攻关项目(项目编号:20141020149)。
猜你喜欢
佛山陶瓷(2023年7期)2023-08-04 08:20:41
河北环境工程学院学报(2022年2期)2022-04-29 02:17:48
佛山陶瓷(2022年2期)2022-03-04 11:35:35
中州建设(2021年1期)2021-12-02 02:43:36
航空制造技术(2020年9期)2020-07-02 01:55:54
山西建筑(2020年1期)2020-01-03 05:08:02
自然与文化遗产研究(2019年10期)2019-11-14 05:33:00
佛山陶瓷(2017年2期)2017-03-17 17:14:56
小主人报(2015年1期)2015-11-06 06:53:59
机械工程与自动化(2014年5期)2014-12-31 11:08:30
