
烧结终点的模糊控制
2016-05-14 13:09周翠霞胡文江赵军王钊王文君
科技创新与应用 2016年6期
关键词:模糊控制
周翠霞 胡文江 赵军 王钊 王文君
摘 要:在无法获得精确数学模型的情况下,根据模糊控制方面的理论成果与技术,结合现场的烧结专家经验,采用快速、慢速的模糊控制方法,实现烧结终点的智能优化控制。
关键词:烧结终点;BTP;模糊控制
引言
烧结是钢铁工业生产的主要过程,烧结矿作为高炉的主要原料之一,其质量对生铁质量以及高炉顺产起着极其重要的影响。烧结终点是指烧结过程终了时的位置,通常用料层烧透时对应的风箱位置来表示,如果烧结终点提前,说明烧结矿过烧,这意味着没有充分利用烧结机的生产能力,说明还可以提高烧结机速度,从而提高烧结矿产量;如果烧结终点滞后,说明烧结矿欠烧,即烧结过程还没有结束,台车上的混合料已经运行到烧结机机尾卸料端被卸下,从而导致烧结矿强度降低,返粉增多,烧结矿产、质量下降,成本上升。因此,烧结生产要求将烧结终点控制在工艺要求的位置上。
烧结过程是一个综合反应过程,有物理反应、化学反应,其涉及因素众多,各个因素又相互作用,相互制约,具有复杂性、滞后性以及非线性的特点,烧结终点的优化控制一直是烧结过程控制的薄弱环节,它对于提高烧结矿产量、质量有着极为重要 的意义。
文章主要针对烧结的工艺要求,结合淄博张钢钢铁有限公司的现场情况,将专家的经验与模糊技术相结合,建立烧结终点(BTP)的模糊控制系统,以实现烧结终点的优化智能控制。
1 烧结终点位置的判断
按照烧结料层中从上至下的温度变化以及物理化学反应过程,烧结料层可分为五个带(或五层),从上至下依次出现烧结矿带、燃烧带、预热带、干燥带、过湿带。这些反应带随着烧结过程的进行而逐步下移,在到达台车炉篦后才依次消失,最后只剩下烧结矿带。
正确的烧结终点一般控制在烧结机机尾倒数第二个风箱的位置,在此位置,整个料层烧结过程结束,这个终点位置的表征是:(1)倒数第二个风箱位置的废气温度最高,一般可达300~400℃(张钢350℃左右),比前后两个风箱的温度要高。(2)总管废气温度:110~150℃(张钢烧结机控制在大于110℃)。(3)机尾断面无生料,燃烧层已达铺底料,无火苗冒出,上层黑色和下层赤红部分各占2/3与1/3断面高。(4)成品矿与返矿的残碳都低且稳定。在以上条件(2)~(4)达到要求的情况下,如果倒数第二个风箱废气温度最高,说明烧结过程已经达到"终点",如果倒数第二个风箱废气温度低于倒数第一个风箱废气温度,说明烧结终点滞后,混合料没有烧透,如果倒数第二个风箱的废气温度比倒数第三个风箱废气温度低,则意味着烧结终点提前,烧结过烧。
2 烧结终点的计算模型
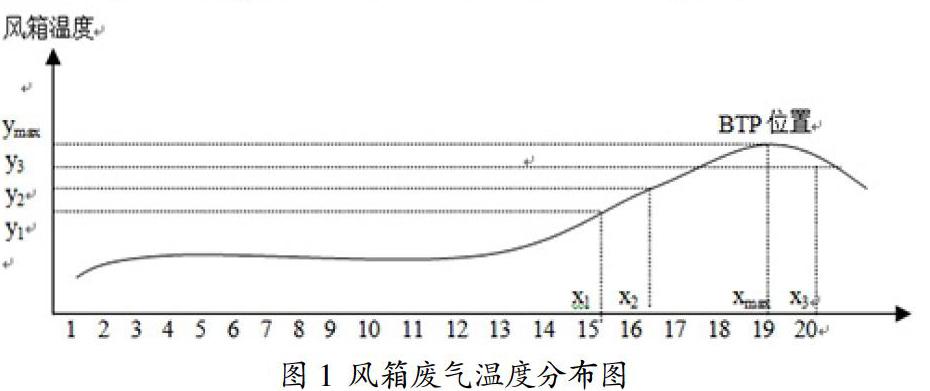
在实际生产中,烧结终点通常用风箱的废气温度来表示。张钢烧结厂烧结机有效烧结长度为60m。准确地控制烧结终点就是将烧结终点位置控制在倒数第2个风箱(19#风箱)上。如图1所示,以风箱的编号为横坐标,以风箱的废气温度为纵坐标,绘制废气温度曲线。
由图1看出,废气温度曲线的后段近似于二次函数曲线,由曲线的最高三点可以计算出烧结烧结终点的位置。根据二次方程式y=ax2+bx+c,对其进行其微分,将其微分设为零,则可求出最高风箱温度对应的风箱位置(BTP位置)。
通过烧结机末端3个风箱的废气温度测量并经过计算可求出最高温度对应的位置xmax
由此求得二次函数曲线的极大值Xmax,即为BTP位置。
3 烧结终点的模糊控制
3.1 烧结终点模糊控制的策略
张钢180m2烧结机烧结终点的模糊控制采取了快速模糊规则以及慢速模糊控制规则两种模糊控制方式。根据生产实际,相应地采取不同的控制策略,进而使烧结终点能够稳定在系统设定的范围之内。
3.2 烧结终点模糊控制模型计算流程
烧结终点模糊控制模型计算流程分为以下步骤:
(1)首先是根据烧结机第14-20#风箱上安装的热电偶测量得
到的温度采样数据,利用曲线拟合法计算出烧结终点位置BTP,同时将数据保存于系统的数据库中。(2)计算烧结终点位置偏差E、偏差变化率EC。为防止因热电偶损坏等原因引起的温度误差,模型求取数据库当中最新的5个烧结终点位置的平均值后,将其作为当前的烧结终点位置。当前的偏差为:E=BTPc-BTPsp;当前的偏差变化率为:EC=El-E2;(3)如果误差(E)或误差变化率(EC)比较大,同时控制时间间隔达到5分钟时,此时系统选用快速模糊控制规则,用快速模糊控制规则来调整烧结机速度,使烧结终点位置及时向系统设定值靠近。(4)如果误差(E)与误差变化率(EC)较小是,同时控制时间间隔达到10分钟时,此时系统选用慢速模糊控制规则,用慢速模糊控制规则来调整烧结机速度,使烧结终点位置及时向系统设定值靠近。(5)当误差E以及误差变化率EC在较小的范围之内时,如果没有达到控制时间间隔10分钟时,模型会维持原来的控制状态不变。
3.3 快速模糊控制规则
据系统误差(E)、误差变化率(EC)以及台车速度控制量(U),系统通过进行公式计算,得到相应的精确量;然后将其模糊化,分别得到其在各自模糊集合E、EC、U上的模糊子集PB、PS、ZE、NS、NB。根据手动控制策略,总结出在烧结终点控制系统中的一组模糊条件语句。慢速模糊控制器的控制规则类似。
3.4 输出信息的模糊判决
然后建立模糊控制器查询表,将其存储在系统的数据库中,同时编制一个查找查询表的子程序。在烧结实际生产运行过程中,将每一个控制周期中采集到的实测误差E(k)和计算得到的误差变化率EC(k),乘以查询表得到的E(xi)和EC(yi)后,根据模糊规则查询表,得到输出所需的控制量变化U(zi),再乘以比例因子Ku,即得到烧结机速度控制量。
4 模型应用效果
烧结终点控制模型目前已经在张钢180m2烧结生产线上投入使用。烧结机运行效果良好、操作简便,维护率低、控制精度高,生产成本降低。
参考文献
[1]李士勇,等.模糊控制和智能控制理论与应用[M].哈尔滨:哈尔滨工业大学出版社,1991.
[2]诸静.模糊控制、神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,1998.
[3]李凡.模糊信息处理系统[M].北京:北京大学出版社,1998
[4]廉小亲.模糊控制技术[M].北京:中国电力出版社,2003.
[5]王立新.模糊系统与模糊控制[M].北京:清华大学出版社,2003.
[6]范晓慧,王海东.烧结过程控制专家系统的设计与开发[J].钢铁,2001,36(11).
作者简介:周翠霞(1970,7-),高级工程师,内蒙古科技大学。
猜你喜欢
中国测试(2018年9期)2018-05-14
现代职业教育·中职中专(2018年7期)2018-05-14
神州·中旬刊(2017年1期)2017-06-28
内蒙古教育·职教版(2016年11期)2017-01-05
科学家(2016年3期)2016-12-30
科学与财富(2016年26期)2016-12-01
电脑知识与技术(2016年17期)2016-07-23
电脑知识与技术(2016年7期)2016-05-19
计算技术与自动化(2015年4期)2016-03-25
物联网技术(2015年4期)2015-04-27
