
EP9315嵌入式平台在磨床及车床一体化数控系统中的应用
2016-05-14 09:41刘松良
数字技术与应用 2016年7期
刘松良

摘要:以工业级EP9315为主,基于多CPU(ARM、DSP和FPGA)的高性能硬件平台设计了一款磨床及车床一体化的数控系统。软件底层驱动用裁剪的WinCE6.0作为嵌入式操作系统,内置软件PLC可以编写丰富的控制功能;数控系统和客户端的交互通信采用GSK-Link协议的现场总线,从而为客户搭建出开放式的软件开发平台。经实验测试,该嵌入式平台运行效果达到预期目标。
关键词:磨床及车床一体化的数控系统 嵌入式WinCE6.0 HPI控制
中图分类号:TP273 文献标识码:A 文章编号:1007-9416(2016)07-0008-02
在机械传动中,轴类部件是实际应用中需求量大而且广泛的重要基础件,广泛应用在汽车、船舶、机车车辆、工程机械、矿山设备、发电设备、风力装置、航空航天、军工等领域;磨床及车床复合专用的闭环新型数控系统具有双通道多轴联动、纳米级精度插补、复合加工等功能,是满足高精度、高效率和多元化复杂形状轴类加工要求的唯一选择,具有重要的地位和作用。
1 系统的硬件平台建立
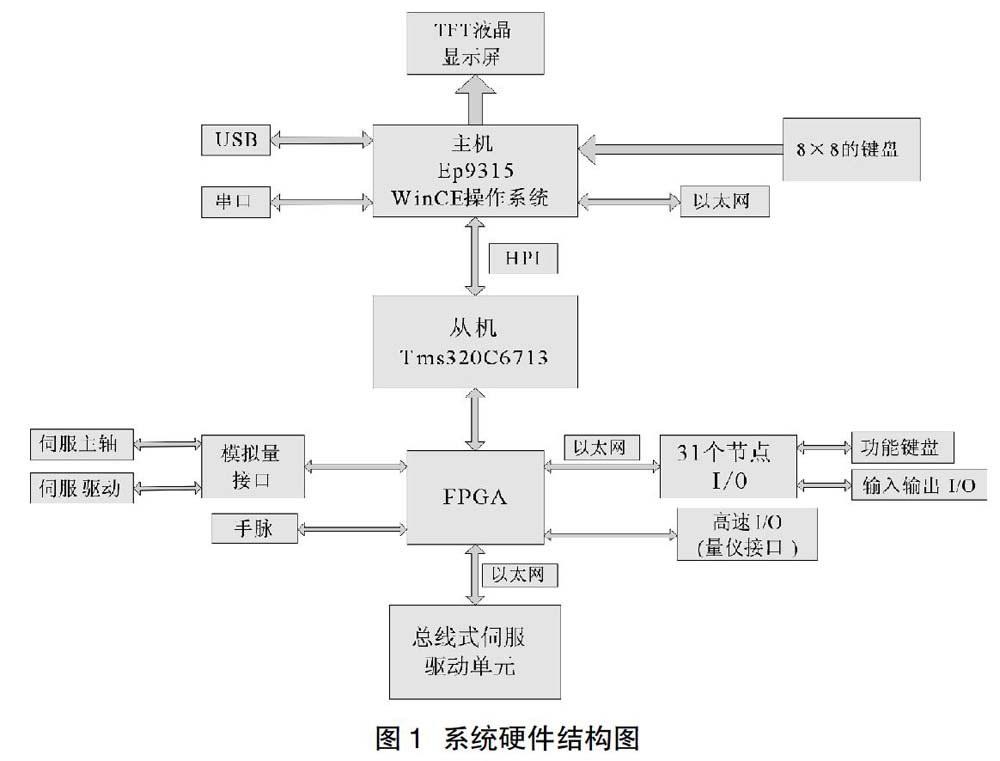
硬件平台采用ARM、DSP和FPGA架构,它由核心主板、I/O及网络接口板组成。核心主板上集成Cirrus的EP9315处理器,128MB的SDRAM和32MB的NorFLASH,同时提供以下外设接口:一个RS232串口、三个USB HOST接口、一个10M/100M自适应以太网接口、一个LCD接口、一个键盘接口等。网络接口板上集成FPGA,提供GSK-Link协议的现场总线网络外设。该系统硬件结构图如图1所示。
2 系统的软件平台建立
整个数控系统工作在嵌入式WinCE6.0平台上,所以WinCE6.0平台是数控系统稳定性的核心基础。WinCE6.0是Windows经裁剪得到的,同Windows一样具有稳定、安全、高效率、实时性好等优点。WinCE6.0操作系统管理着整个设备的软件及硬件资源,应用程序运行在WinCE6.0操作系统上面,因而整个软件体系可分为四个层次:开机图片及引导加载程序、Windows内核、文件管理系统及系统应用程序。
数控系统启动后,引导加载程序Bootloader首先运行,通过Bootloader将内核复制到内核中;内核启动后挂载根文件系统启动开机图片和运行文件系统中的应用程序,完成数控系统的启动过程。磨床及车床一体化系统的应用程序采用模块化设计,从功能角度和软件体系结构可划分为5个模块,其中一个模块HPI控制是应用程序通过HPI协议与DSP进行通讯,从而控制电机和驱动;其它模块这里不再详细介绍。
HPI控制:1)DSP支持16位HPI访问,在系统设计中利用FPGA完成相关控制逻辑和时序,实现ARM和DSP间的数据交换;本系统中HPI采用I/O访问模式,使用EP9315的虚拟地址作为I/O地址空间, EP9315直接访问HPI分配好的地址。应用层软件调用先通过以下语句打开驱动调用通道:m_HardwareRW=CreateFile(_T("CWD1:"),GENERIC_READ | GENERIC_WRITE,0,NULL, PEN_EXISTING,0,NULL);然后可以通过DeviceIoControl()函数实现对HPI各种操作;2)HPI驱动各模块流程包括:HPI初始化、HPI单字写操作、HPI多字写操作、读多字HPI操作、读单字HPI操作、写单字HPI操作、HPI多字节写操作、HPI多字节读操作。以“HPI初始化”为例,设计如下:
void SysconSetup()
{
unsigned short * Adr_HPI;
…
*SMC_SMCBCR3 = ((( WAIT_STATES(100)< *SMC_SMCBCR3 =*SMC_SMCBCR3&(~SMCBCR_WP); Adr_HPI = (unsigned short *)(PHYSICAL_ADDR_ASYNC_CS3 + 0xA0); *Adr_HPI = 0X01; Adr_HPI = (unsigned short *)(PHYSICAL_ADDR_ASYNC_CS3 + 0xA2); *Adr_HPI = 0X01; *SMC_SMCBCR3|=SMCBCR_WP; … }SysconSetup()函数在操作系统上电后的初始化中实现。用户在应用层软件中可直接进行对HPI的读写操作,不必再对HPI进行初始化操作。 该嵌入式平台充分发挥其高效率、低功耗、可靠性高和稳定性强的特点;在结构上可以灵活裁减,不仅适应多通道、高速插补的需求,而且适应不同的工业应用环境。加工效果图如图2所示。 3 结语 作者以制定的“中高档车磨复合数控系统”功能要求、体系结构及其规范为基础,成功设计出的EP9315嵌入式国产软硬件平台具有一定的开放性和可扩展性。 联调实验表明,该数控系统内、外圆车磨削和滚刀磨削技术加工出的零部件,均达到预期目标。展望未来,随着我国车磨复合加工技术的成熟,该数控系统将具有广泛的应用前景。 参考文献 [1]赵玉刚,宋现春.数控加工技术.北京:机械工业出版社,2004. [2]何宗键.Windows CE嵌入式系统.北京:北京航空航天大学出版社,2006. [3]宋玥.基于DSP6713的多轴运动控制器的设计.广州:广东工业大学,2009. [4]区锐相,林一松.嵌入式双CPU普通磨床数控系统设计.测控技术,2006. [5]孙锡娜,韩秋实,杨占玺.车磨复合机床的发展现状及关键技术[J].精密制造与自动化,2008(1):4-5.
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2020年12期)2020-05-22
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
