
无针搅拌摩擦点焊铝合金搭接接头的组织与性能研究
2016-05-07 01:50孙枫乔宫文彪
长春工业大学学报 2016年1期
孙枫乔, 宫文彪, 姜 帆
(长春工业大学 材料科学与工程学院, 吉林 长春 130012)
无针搅拌摩擦点焊铝合金搭接接头的组织与性能研究
孙枫乔,宫文彪*,姜帆
(长春工业大学 材料科学与工程学院, 吉林 长春130012)
摘要:采用无针式搅拌头对(1.0+1.5) mm厚6005A-T6铝合金进行搅拌摩擦点焊,对焊后组织形貌、拉伸性能和断口形貌研究分析。结果表明,焊点接头组织分为4个区域,其中搅拌区的晶粒最为细小。点焊接头抗剪切性能明显高于其抗剥离性能,搅拌头停留时间的变化仅对剥离性能有所影响,对拉剪性能影响不大,拉剪断口显示为韧性断裂。
关键词:无针式搅拌头; 6005A-T6铝合金; 搅拌摩擦点焊
0引言
搅拌摩擦焊作为近年来发展的一种新型固相连接技术,已在高速列车、航空航天等领域得到了快速的发展和应用。搅拌摩擦点焊技术研究也日益成为研究的热点,以期用来解决铝合金电阻点焊中的一些局限性与不足[1-5]。刘克文[6]等利用LY12铝合金进行搅拌摩擦点焊,发现搅拌头形状对焊点剪切强度有着显著影响。周冠南[7]等采用铜箔示踪的方法分析下压量对界面畸变的影响,发现下压量的增加可提高接头的剪切性能。文中采用(1.0+1.5) mm搭接的6005A-T6铝合金,用无针式搅拌头进行搅拌摩擦点焊焊接,研究分析了点焊接头组织、拉伸性能和断口形貌。
1试验材料和方法
试验设备及方法如图1所示。
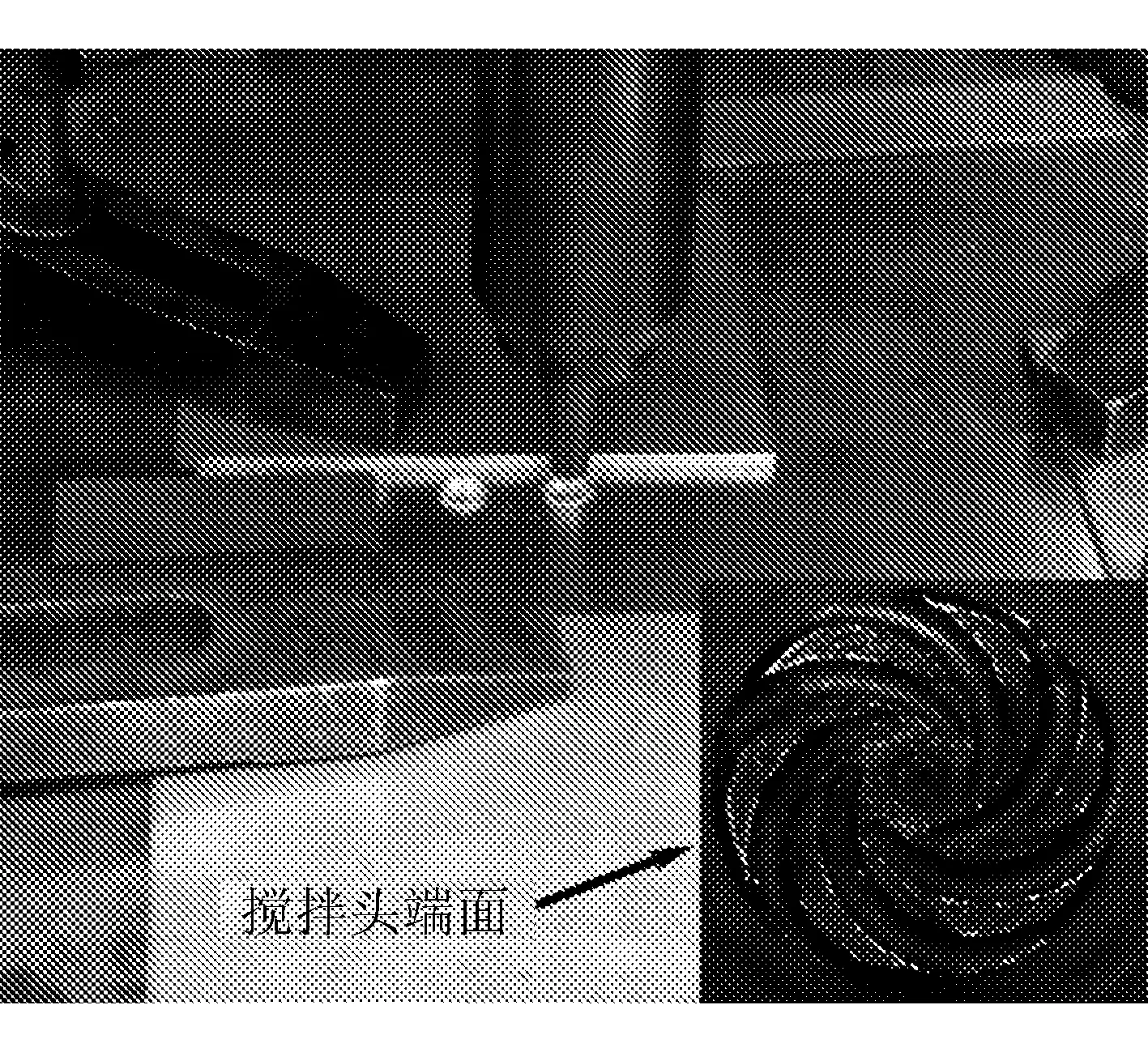
(a) 试验设备及搅拌头 (b) 搭接方式
图1试验设备及方法
试验材料选用6005A-T6铝合金,采用1.0 mm板在上,1.5 mm板在下搭接方式进行焊接。搅拌头选用自行设计加工的无针式搅拌头,其轴肩直径为12 mm,轴肩端面加工成能促进金属塑性流动的花纹状结构,试验设备为北京赛福斯特公司生产的FSW-LM-5025龙门式搅拌摩擦焊机(见图1(a))。拉剪试验板尺寸为100 mm×25 mm,上下板搭接长度50 mm,剥离试样试板尺寸为200 mm×25 mm(见图1(b)),所有拉剪试验均在WDW-200型微机控制电子万能材料试验机上进行。利用Nikon金相分析系统分析焊点组织,用JEOL-5600型扫描电镜对断口形貌进行分析。
2结果与分析
2.1焊点组织形貌
搅拌摩擦焊点焊接头横截面宏观形貌如图2所示。
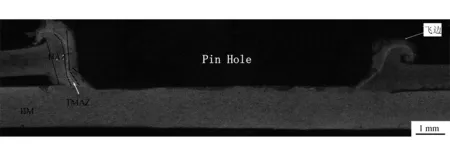
图2焊点宏观形貌
从图2可以看出,搅拌头下压焊接后,上板塑化的金属被搅拌头挤压至两侧,在焊点表面遗留下匙孔(Pin Hole),上板表面与匙孔连接处有飞边形成。经过腐蚀后,其横截面大体分成四个区域。其中,与匙孔周围相连区域为搅拌区(SZ),搅拌区与母材之间分别又由热机械影响区(TMAZ)和热影响区(HAZ)构成。热机械影响区的组织范围很小,这可能是由于搅拌头下压焊接过程中,搅拌头并没有对焊点边缘处材料产生过大的压紧力作用,致使TMAZ与HAZ两区域的分界线并不明显。
点焊接头中各区域的微观形貌如图3所示。

(a) 母材

(b) 搅拌区

(c) 热影响区
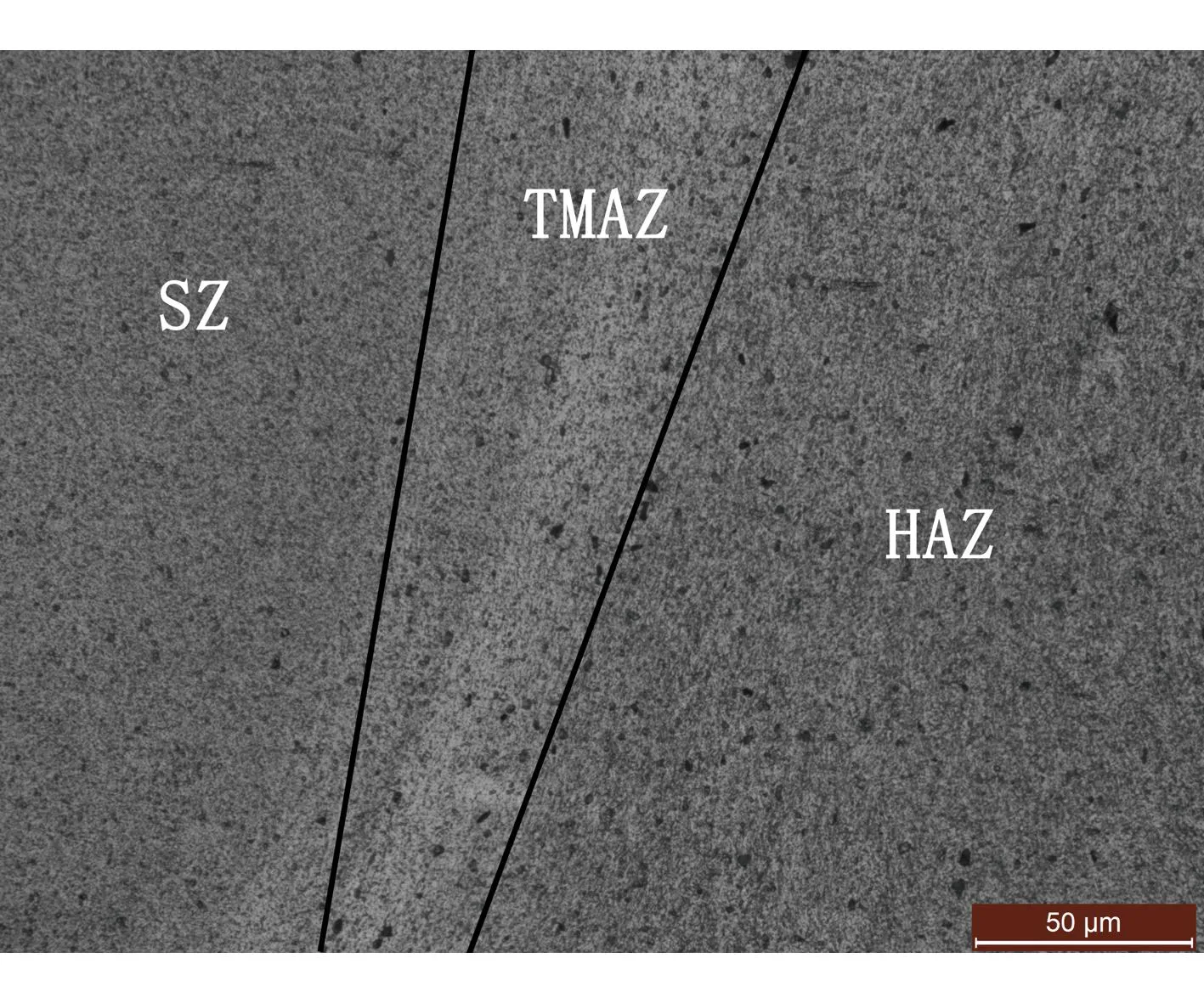
(d) 混合区域
图3(a)为母材在经过固溶处理与时效处理之后,伴随有黑色化合物的产生。经过轧制处理后化合物被拉长,拉长方向与轧制方向相同。图3(b)为SZ区域组织微观形貌,与母材相比,该区域处含有少量的黑色化合物,这是该区域在经历搅拌头剧烈旋转搅拌后晶粒被打碎重组的缘故,所以,该区域的晶粒组织也最为细小。相比之下,图3(c)HAZ微观形貌中晶粒则较为粗大,第二项粒子较多。该区域处只受到搅拌头摩擦热的作用,摩擦热使晶粒有所长大,且母材中轧制拉长的黑色化合物变短。图3(d)为3种区域混合区,更为直观地看到TMAZ和HAZ有较多的黑色第二项粒子,且晶粒较SZ粗大。TMAZ区域轮廓不是很明显,呈长条状存在焊核区与热影响区之间。
2.2点焊接头拉伸性能
焊点拉伸形貌与性能如图4所示。
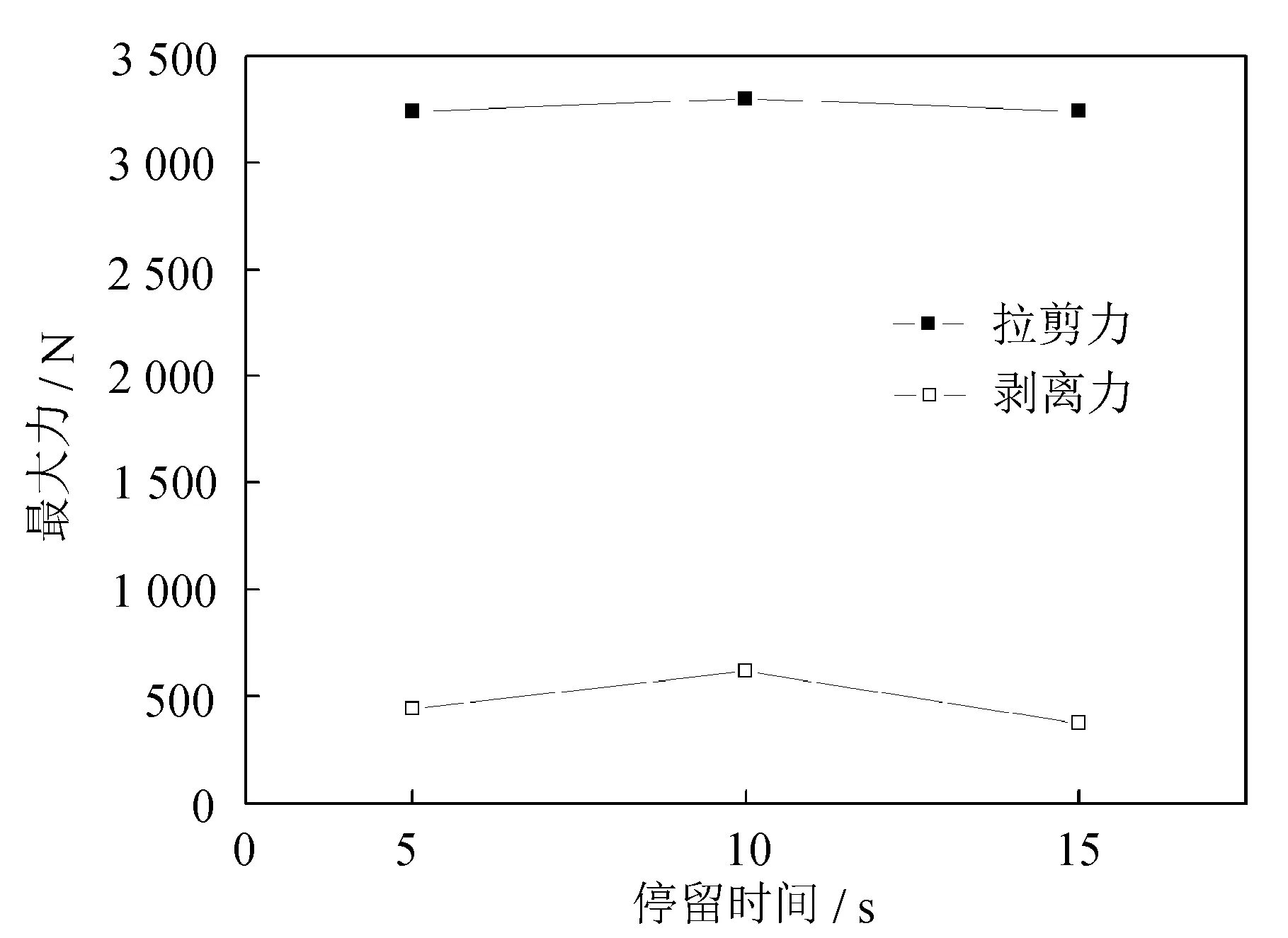
(a) 拉伸力与停留时间关系
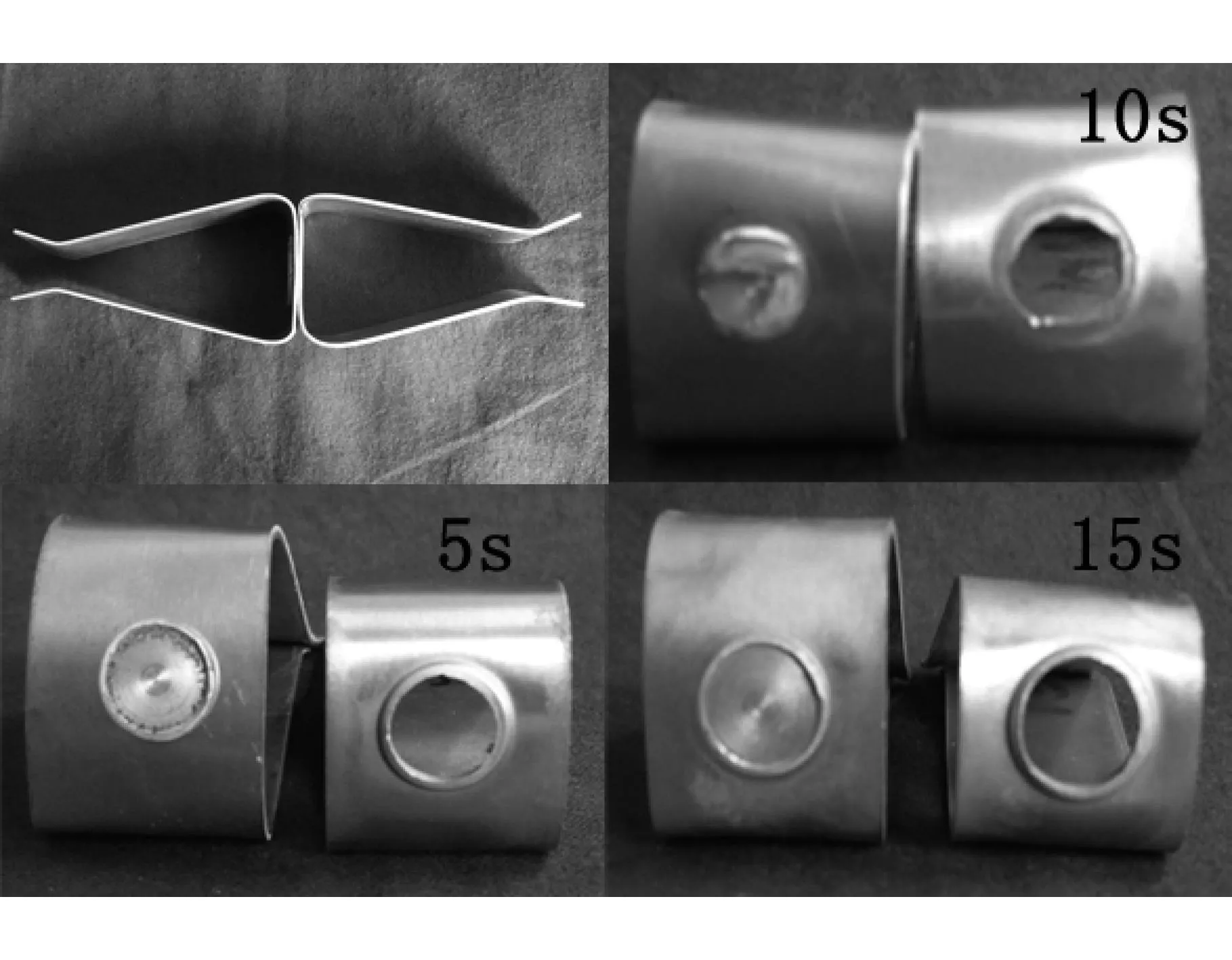
(b) 剥离前后对比及断裂位置
图4(a)是在搅拌头转速1 500 r/s,下压深度1.5 mm时,改变停留时间对(1.0+1.5) mm搭接接头最大载荷的影响。根据图中曲线,相同参数下点焊接头的拉剪力要远大于其剥离力,这是由于搭接上下两板的水平界面区域范围远大于其竖直界面连接范围造成的。在改变停留时间分别为5、10和15 s时,其最大剪切力的大小并无太大变化,这说明停留时间并不是决定点焊接头拉剪强度的最主要因素。然而,对于剥离强度而言,停留时间为10 s时的最大剥离力明显高于同参数下其他停留时间的剥离力。根据图4(b)反映的不同停留时间焊点剥离后的宏观形貌,可以看出停留时间5 s和15 s时的断裂位置位于搅拌区,而停留时间为10 s时的断裂位置并不完全在搅拌区,还有在向焊点内侧延伸的塑性区断裂,这也恰好解释了10 s的停留时间剥离力较大些的原因。同时,也说明了停留时间在一定程度上对搭接上下板竖直界面有一定影响。
2.3焊点断口形貌
焊点拉剪断裂形貌如图5所示。
(a) 拉剪前后对比

(b) 拉伸断口形貌
图5(a)为点焊接头拉剪试样断裂前后对比图,发现断裂位置基本位于上板和下板之间结合的塑性区,并伴随有一定程度滑移。对断裂位置进行SEM分析,从图5(b)中发现,断口由大小不一的韧窝结构组成,说明点焊接头断裂方式为韧性断裂。韧窝普遍具有一定的方向性,其角度与拉伸方向相吻合,这是由于在拉剪过程中,断裂位置受载荷影响被延伸拉长所导致的。
3结语
1)无针式搅拌头搅拌摩擦焊点焊的接头组织大体分为4个区域,焊核区晶粒尺寸细小,热机械影响区和热影响区晶粒粗大,并伴有黑色第二相粒子。
2)相同参数下点焊接头拉剪载荷远大于剥离时的载荷,焊接过程中,搅拌头停留时间对剥离载荷具有一定影响,在10 s时剥离载荷最大。搅拌头停留时间对焊点拉剪载荷无明显影响。
3)点焊接头剪切断口呈韧性断裂,韧窝方向与拉剪载荷方向一致。
参考文献:
[1]赵衍华,张丽娜,刘景铎,等.搅拌摩擦点焊技术简介[J].航天制造技术,2009(2):1-5.
[2]方喜风,陈大军,付宇,等.铝合金搅拌摩擦点焊工艺研究[J].焊接技术,2005,44(3):43-45.
[3]乔凤斌,张松,郭立杰.搅拌摩擦点焊技术及其在工业领域中的应用[J].电焊机,2012,42(10):82-86.
[4]代建辉,赵华夏,栾国红.无针搅拌摩擦点焊技术研究现状分析[J].航空制造技术,2013,11:52-55.
[5]武守辉,陈思杰,牛济泰,等.汽车制造中铝和钢异种金属间的点焊研究[J].热加工工艺,2013,42(11):17-20.
[6]刘克文,邢丽,柯黎明.铝合金搅拌摩擦点焊工艺参数的优化[J].新技术新工艺,2007,6:69-71.
[7]周冠南,沈以赴,李博,等.搅拌摩擦点焊下压量对界面畸变的影响[J].焊接学报,2013,34(9):75-78.
[8]姜帆,宫文彪,孙枫乔.等离子喷涂Ni3Al-Al2O3复合涂层的组织结构与性能[J].长春工业大学学报,2015,36(6):613-616.
Influence of needleless stir friction head welding on micro-structure and properties of aluminum alloy lapping
SUN Fengqiao,GONG Wenbiao*,JIANG Fan
(School of Materials Science & Engineering, Changchun university of technology, Changchun 130012, China)
Abstract:Needleless stir head friction welding is applied to the 6005A-T6 aluminum alloy which is 1.0+1.5 mm thickness. The microstructures, tensile properties and fracture morphology are studied, and the results show that the microstructure of welding are divided into four regions, in which the finest crystal grain is in the stirred region. The shear resistance at welding joints is significantly higher than that of peeling, and the staying time of the stir head only influences the peeling property but effect a little to the shear strength. The ductile rupture appears in the fracture morphology of shear.
Key words:Needleless stir head; 6005A-T6 aluminum alloy; friction stir spot welding.
中图分类号:TG 439.8
文献标志码:A
文章编号:1674-1374(2016)01-0001-04
DOI:10.15923/j.cnki.cn22-1382/t.2016.1.01
作者简介:孙枫乔(1991-),男,汉族,吉林吉林人,长春工业大学硕士研究生,主要从事材料先进连接工艺方向研究,E-mail:ccut_sfq@163.com. *通讯作者:宫文彪(1966-),男,汉族,吉林梅河口人,长春工业大学教授,博士,主要从事材料先进连接技术和热喷涂方向研究,E-mail:gwbiao@sina.com.
基金项目:吉林省科技厅重点科技攻关项目(20140204070GX)
收稿日期:2015-12-12
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
汽车实用技术(2022年5期)2022-04-02
金属加工(热加工)(2018年10期)2018-10-26
失效分析与预防(2018年1期)2018-04-02
工业设计(2016年5期)2016-05-04
焊接(2016年5期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
